活性染料数码直喷印花应用问题的探讨
2015-12-25郭文登
郭文登
(杭州万事利集团有限公司,浙江杭州 310000)
数码印花在我国丝绸产品上的应用已经历了15年左右左右时间[1],在小批量、个性化以及颜色表现力方面比传统印花有非常明显的优势[2-3],因此,数码印花在丝绸行业的发展逐步进入规模化的产业化阶段,丝绸数码印花产品的比例,每年都在提高[4-5]。最近几年,其他纺织品也在不断引进数码印花技术。
然而,数码印花的发展时间相对于传统的平网、圆网印花较短,所以,无论在设备上,还是工艺技术方面,还存在不少缺陷。在实际应用的过程中,还有很多产品质量问题产生[6]。根据目前数码印花生产实践中存在的问题,通过对数码设备和工艺进行改进,克服数码印花的缺点,全面提高数码印花的产品质量和档次。
1 调色方法的影响
与传统印花根据花稿或色块来决定颜色数不同,数码印花工艺借鉴了印刷行业中成熟的CMYK(C:青色,M:品红色,Y:黄色,K:黑色)分色和合成技术,通过不同的CMYK色彩比例的组合来得到各种花型或连续色调图像所需的颜色[7],因此,在调色过程中,数码印花不能像传统印花那样采用色块逐色对颜色进行调整,而必须对花稿的CMYK在计算机上进行全部或局部调色。目前,大部分的调色人员都是采用Photoshop软件中的曲线、可选颜色等色彩调整工具对花稿进行调色的,这种调整方法虽然在某种程度上满足了数码印花的调色需要,但同时存在很多缺陷。
1.1 分色方法
Photoshop软件中内置有多种分色解决方案[8],这些解决方案大部分是用于解决不同印刷生产工艺条件下的印刷分色的,并没有一种是完全适用于纺织品数码印花分色的,因此,现在诸多分色人员在进行RGB到CMYK分色时只能采用一种错误的分色方法进行分色[9](如:Japan Color 2001 Coated),然后再针对错误的CMYK进行逐步调整,多次重复地进行色彩更替,增加了工作量。纺织品的数码印花要想解决以上问题,必须根据印花工艺构建对应的分色方法,而这对于大多数纺织品数码印花企业存在困难[10]。上述的分色方法问题,还将会在相当长的一段时期内困扰着数码印花企业。
1.2 色彩感觉
数码印花采用了四分色(CMYK)方法,调图人员主要是通过显示器屏幕对CMYK进行色彩调整的[11],这就对显示器的显色准确性提出了很高的要求。而实际情况是,大多数的数码印花企业没有很好地解决这个问题,这就导致了花稿在显示器上再现时呈现完全不同的色彩效果。调色人员只能根据自己的经验对着花稿,进行大致的色彩调整。在屏幕上将色彩调整完成后,还要经过喷印、蒸化、水洗和整理一系列工序,而每道工序都会对颜色产生影响。另外,不同纤维织物,或同种纤维织物但组织结构、厚薄不一样,也会对颜色产生很大的影响。所以,一个花稿的颜色要调准,目前主要还是依赖调色员的经验。经验丰富的调色人员,可能经过2~3次调色就可基本达到要求;而经验欠缺的调色人员,则可能要5~6次甚至更多次的调色才能达到要求。
1.3 软件使用情况
数码印花的四分色调色方法要求调色人员使用Photoshop进行CMYK的色彩调整,而Photoshop软件功能非常强大,内含了大量的功能、菜单及色彩调整功能,每个参数的设置都能实现不同的功能,每一个功能的组合应用又能实现不同的效果,这就对操作人员的使用能力要求很高,因此,要想合理、快速地使用Photoshop进行调图,对调图人员掌握软件使用能力的要求是比较高的,其学习周期也是比较长的。
2 颜色重演性分析
众所周知,数码印花是由计算机控制的,一是数据非常精准,二是数据可保留,颜色重演性应该很好,但是在实际生产应用过程中却发现,活性染料数码印花的颜色受气候和工艺条件改变的影响很大,重演性并不是很好。其主要原因如下。
1)数码印花采用的是四分色印花原理,即用青、品红、黄和黑色拼混出各种不同的颜色。目前很多设备已经采用8色或9色喷印,加进了诸如浅青、浅品红、浅灰或宝兰、大红、橙色等一些辅助色,其目的只是增加四分色的色域而已,最核心的四分色原理没有改变。四分色的混色原理是通过青、品红、黄的反射光在空间混合后形成了二次色或三次色。因此,只要青、品红、黄中的3个颜色中有任何一个颜色改变的话,比如其中的一个颜色喷嘴部分被堵住,所混合出来的颜色就会产生很大变化。它不会像专色印花那样,少了部分颜色,只是颜色变浅一点,而是整个图像色彩发生严重偏差,如偏蓝、偏黄、偏红等。通常这样的变化,人的视觉就会认为颜色非常不准确了,因此,只要其中某个喷嘴喷墨的数据有些许改变(如喷嘴部分堵塞),就会使整个图像的色彩发生重大改变,甚至还会使色彩发生并级,让整个图形也发生改变。
2)目前在蛋白质纤维和纤维素纤维织物上的数码印花,国内大部分企业都是采用活性染料进行数码喷印的,活性染料又是选择高温型K型染料,这类染料对湿度的敏感度很高。在大量的实际应用中发现,同一块喷印后的面料,将其二等分,分别在晴天和雨天蒸化,由于空气中的湿度不一样,2块的颜色会产生很大的差别;同一块喷印后的面料,如果分成四等分,在上午、下午、晚上以及第2天上午的不同时间蒸化,由于蒸箱箱体内的湿度不一样,最后的4块样品颜色,也不会完全一致。特别是3个以上染料拼色的颜色,差别会更大,因此,只要织物上含湿量不同、蒸化时整箱的湿度不一致以及空气中相对湿度的不一样,都将引起产品色光的变化。
3)活性染料的青色墨水大都采用酞菁结构,这类染料的上色率和水洗色牢度较差,如果蒸化温度、湿度和时间不一致,将会使青色墨水的固色率发生改变;在皂煮水洗时,温度和时间有所改变,也会使其掉下来的颜色不一样。上染的青色不稳定,就引起了其他颜色拼色的变化,从而使每次的产品色光发生一定的改变。
对于喷嘴的部分堵塞、织物上含湿量以及染料固色率的一致性控制,是数码印花工艺中最难把握的。所以,这几个因素是导致数码印花颜色重演性不好的重要原因。
3 颜色鲜艳度分析
数码印花颜色鲜艳度问题,存在2种不同观点:一是认为鲜艳度比传统印花好;二是认为鲜艳度比较差。经研究发现,一个花型中的大部分颜色是一次色或二次色的鲜艳色,如品红、黄色、蓝色、紫色、橙色、绿色等组成,因为这些颜色只要用1种或2种墨水喷印出来,那么喷印后的产品色彩就比较鲜艳。而一个花型中的色彩如果是三次色的青灰、咖啡、墨绿等为主的话,也就是说一种色彩,需要青、品红、黄、黑中的3个或4个墨水拼混出来的,其喷印后的产品,表面就像有一层薄雾,颜色看起来就不鲜艳了。目前,大部分的数码印花产品中,第2类的颜色所占的比例多,因此就使得人们会感觉数码印花产品颜色鲜艳度比较差。
除颜色拼混引起的颜色鲜艳度差外,用活性染料进行数码喷印,也会引起颜色鲜艳度变差,原因有以下几点。
1)浆料问题。对于活性染料数码印花,织物的上浆都是采用海藻酸钠或羧甲基纤维素浆料。由于这2种浆料的吸水性都很强,但保水性又不是很好,所以在蒸化的过程中,相邻的颜色会因吸收蒸汽中的水分而引起相互渗化。渗化后如果形成三次色拼混,就使得颜色的鲜艳度下降。
2)面料和染料问题。活性染料所适应的面料,无论是丝绸,还是棉布(包括粘胶),都是吸水性很好的材料;活性染料本身也是水溶性染料,亲水基团很多,所以,在蒸化过程中,面料和染料也一起吸收蒸汽中的水分,加剧了颜色间的相互渗化。
3)染料色光纯度问题。数码印花是采用四分色原理进行颜色再现的。四分色原理很早就用在印刷领域来印制色彩,它们对印制的油墨和纸张,都有一套比较规范的标准,表1示出ISO 12647-2[12]中对标准油墨印制在铜版纸上时颜色Lab色度值规定。
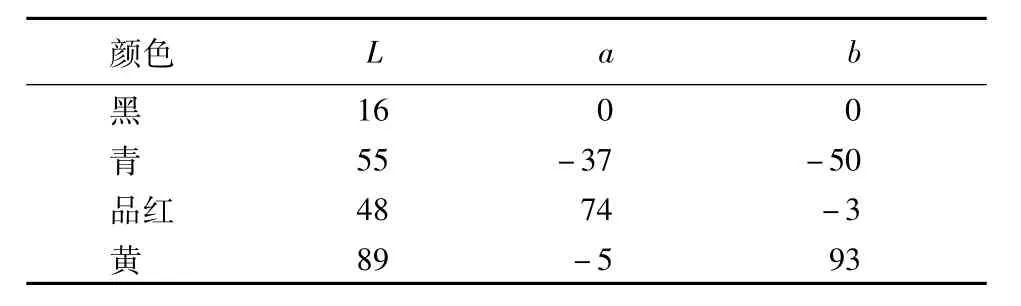
表1 标准油墨印制在铜版纸上时的Lab色度值Tab.1 Standard ink Lab chromatic value that printed on coated paper
如果所使用油墨符合规定的Lab色度值,色域越宽,重现的颜色就越多,颜色也会越鲜艳。四色印刷已经开展很早,研究也非常深入,所以青、品红、黄、黑4个油墨的色度标准已经广泛应用在生产过程中。而纺织品的喷墨四色印花发展只有十余年时间,标准的青、品红、黄、黑4个染料基本没有。特别是纺织品的染料还要考虑环保、色牢度等因素,所以这4个标准的染料选择余地就更少[13]。因此,不标准的4个颜色相混,就会没有或较少的二次色,更多地会出现三次色,那数码喷印后的产品,就能够看出颜色鲜艳度较差。实际生产时,如果使用了不同厂家的数码印花墨水后会发现,不同厂家的墨水打印后的色彩鲜艳度差别很大,这就是由4个标准色不一致引起的。
4)活性染料的黑色墨水问题。黑色K型活性染料在溶解时有一个极限,当超过一定浓度时,溶解后的染料就会凝聚产生色点,堵喷嘴的现象就会时常发生,但是,黑色墨水的浓度不够高时,往往由于喷印后的颜色不够黑,色彩层次感差。为保证墨水不堵喷嘴,墨水生产商大都采取染料低于凝聚点的浓度,因此,活性染料墨水喷印的产品,碰到黑色饱和度高、层次分明的图案,就会显得力不从心,无法实现。这也是数码印花与传统印花之间的差别,也是一个色彩不够鲜艳的因素。
4 墨滴精确度分析
现在市售的数码印花机,很多可以实现墨滴大小调节,调节范围甚至从5~72 pL之间。可是这种调节完全是整体喷嘴调节,即需要5 pL喷印时,所有喷嘴可按5 pL供给;需要50 pL喷印时,所有喷嘴墨滴大小全是50 pL。
但是,印花的花样千变万化,特别是在一个花样里,既有大块面图案,也有线条细茎图案。大块面图案为使颜色均匀不露白,需要给予比较多的墨水;线条细茎为使精细度好,墨水给予就要少一些。如果在传统印花中,通常会选用不同规格的筛网来解决。例如块面大的图案,选用网孔大的筛网,使印花时色浆能够透过多一些,达到颜色均匀、不露白等;印线条细茎时,选用网孔小的筛网,使印花时色浆透过少一些,减少渗化,提高精细度。然而,数码印花却无法根据花型的不同情况,自动按块面和线条的不同部位来更改变喷墨量的大小。要么采用大墨滴,满足块面颜色均匀性,让细茎泥点花型变粗;要么采用小墨滴,满足细茎泥点的精细度,而降低块面颜色均匀性。这样,就无法满足花样不同部位的差异性,会损害花型的美感。
这种只能统一调大墨滴或调小墨滴喷印的状况,在做丝绸的某些特殊产品时,也会遇到很大的麻烦。例如乔其纱织物印花,因为乔其纱织物经纬纱采用强加捻纱,组织规格又比较疏松,因此在生产或使用中,经纬纱易反转,反面的丝会翻转为正面,正面的丝也会翻转为反面,俗称“翻丝”。如果这时正反面的颜色不一致,“翻丝”后就会使局部颜色不一致,造成不良的外观,形成次品,因此,印花颜色正反面要基本一致。因为颜色一致后,产生“翻丝”就看不出来了,次品被消除;再如丝绸印花围巾,由于用途的特殊性,要求它的正反面颜色也要越一致越好。上述的这2种产品,为能够做到正反面颜色一致,就需要用很大的墨滴喷印才能达到要求。但是,用了大墨滴喷印,正面有细茎泥点的部位,细茎已经不细,泥点已经模糊成一片了。
5 上浆体系分析
活性染料印花前,所喷印的织物都要先进行上浆处理,保证数码墨水喷印后花型不会渗开[14-16]。现在丝绸织物上浆的设备一般有4种:手工台版、连续印花机、拉幅机和专用上浆机,使用后效果均不佳。
手工台版上浆,控制纬斜较好,但是上浆均匀性较差,上浆质量极易受人为的因素所影响,而且上浆速度慢,劳动强度大;连续印花机上浆,速度快,劳动强度低,但上好浆的织物,在烘干时造成平挺度差,纬斜严重,而且发生纬斜后,不易纠正。由于平挺度不好,浆层厚薄不一致,容易产生颜色不均匀;拉幅机上浆,速度快,劳动强度低,但纬斜较严重,而且双面上浆,浆料浪费较多。速度快使浆糊在运动的过程中有气泡产生,气泡被轧车压破后,由于没有浆层在织物上,喷印后就会产生次品;专用上浆机上浆,劳动强度低,但浆层薄,左中右浆层均匀性较差,有色差产生,速度虽不快,仍然也有纬斜产生。
由于各种上浆设备都各自有缺点,所以数码印花上浆次品的占比还是很高的。特别是上述的4种上浆方法,不管喷印花型大小,有无喷印墨水,全都是满匹上浆。这样,不但糊料的浪费比较大,在清洗阶段,还加大了对水体的污染。
另外,上浆的浆料和助剂等也存在很多缺陷。数码印花上浆所用的浆料和助剂,到目前为止基本是沿用传统印花的产品,还没能根据数码印花的特点,开发出与之相适应的浆料和助剂。如上述提到的需要保持线条、泥点精细度,不太会渗化的糊料;需要织物正反双面渗透都较好的渗透剂;能保证每个颜色都均等固色的缓冲碱剂等等。
6 结语
本文提出了目前活性染料直喷数码印花存在不科学的调色方法、颜色重演性较差、颜色鲜艳度不够高、墨滴大小无法按花型调节、上浆体系不够完善等5大问题。在这些问题中,既有设备方面的,也有工艺方面存在的问题。在数码印花技术以后发展的过程中,需要通过不断地完善和改进,开发出可按照花型不同部位要求,自动调节墨滴大小的喷嘴;开发出质量更好的上浆设备和助剂,完善上浆体系;研究出科学的调色方法,降低对调色人员经验的依赖程度;研究出一套完善的工艺技术和专用助剂,使数码印花的颜色重演性和鲜艳度得到提高。通过克服这些不足,相信数码印花技术能够成为真正引领21世纪的纺织品印花新技术。
[1] 中国印染协会.中国数码喷墨印花产业现状与发展前景[J].纺织服装周刊,2012(5):30-33.China Dyeing and Printing Association.Current situation and development prospect of China's digital ink-jet printing industry [J]. Textile Apparel Weekly,2012(5):30-33.
[2] 陈浩杰,王金乐.浅析数码印花技术[J].丝网印刷,2007(11):37-39.CHEN Haojie, WANG Jinle. Analyseson digital printing technology[J].Screen Print,2007(11):37 -39.
[3] 凌蓉,陈松,蒲宗耀,等.纺织品数码喷墨印花技术及发展趋势[J].纺织科技进展,2012(3):1-4,55.LING Rong,CHEN Song,PU Zongyao,et al.Digital ink jet printing technology of textiles and development trends[J].Progress in Textile Science and Technology,2012(3):1 -4,55.
[4] 宋晓明,尤朋.喷墨印花技术[J].印刷工业,2010(3):39-41.SONG Xiaoming, YOU PENG. Ink jetprinting technology[J].Printing Industry,2010(3):39 -41.
[5] 房宽峻.中国数码喷墨印花设备的现状与发展趋势[J].纺织导报,2011(1):65-67.FANG Kuanjun.Current situation and development tendency of digital inkjet printing machines[J].China Textile Leader,2011(1):65 -67.
[6] 黄谷.张庆.数码印花技术在印染工业中若干问题的探讨[J].丝网印刷,2013(1):39-43.HUANG Gu,ZHANG Qing.Exploration of the digital printing's issues in printing and dyeing industry[J].Screen Print,2013(1):39 -43.
[7] 楼凡.印花分色制版设计原理用于数码提花织物开发[J].丝绸,2011(6):37-39.LOU Fan.Research on Digital jacquard fabrics with the principle of color separation plate-making[J].Journal of Silk,2011(6):37-39.
[8] 孙继奎.大幅面喷墨打印机分色算法研究[D].郑州:中原工学院,2011:37 -42.SUN Jikui.Research on the color separation algorithm about large format inkjet printing[D].Zhengzhou:Zhongyuan University of Technology,2011:37-42.
[9] 金崇超,沈会良,邵思杰,等.一种彩色喷墨打印机的颜色特性化方法[J].光学学报,2011,31(12):308-312.JIN Chongchao,SHEN Huiliang,SHAO Sijie,et al.A color characterization method ofcolorinkjetprinting[J].Acta Optica Sinica,2011,31(12):308 -312.
[10] 曹朝辉.多色印刷分色模型研究[D].郑州:解放军信息工程大学,2007:25-31.CAO Zhaohui.Research on multicolor printing color separation model[D]. The PLA Information Engineering University,2007:25 -31.
[11] 鲍璐.数码印花的颜色调色法[J].丝网印刷,2010(7):38-40.BAO Lu.The color palette of digital printing[J].Screen Print,2010(7):38 -40.
[12] 严岩.基于ISO12647-2的印刷标准化实现方法对比研究[D].南京:南京林业大学,2012:1-20.YAN Yan.Base on ISO 12647-2's printing standard to do comparison reserchment[D].Nanjing:Nanjing Forestry University,2012:1 -20.
[13] 付少海,关玉,吴敏,等.纺织品喷墨印花墨水的研究进展[J].纺织导报,2012(4):33-38.FU Shaohai,GUAN Yu,WU Min,et al.Research on textile ink of ink jet printing[J].China Textile Leader,2012(4):33-38.
[14] 沈一峰,江崃,陈国洪.真丝绸活性染料喷墨印花预处理工艺研究[J].丝绸,2012(1):11-13.SHEN Yifeng,JIANG Lai,CHEN Guohong.Study on pretreatment process in digital printingfor silk with reactive dyes[J].Journal of Silk,2012(1):11 -13.
[15] 关芳兰,王建明,闫彩艳.桑蚕丝织物的数码印花工艺[J].纺织学报,2012,33(3):89-92.GUAN Fanglan,WANG Jianming,YAN Caiyan.Digital pringting ofsilk fabrics[J]. JournalofTextile Research,2012,33(3):89 -92.
[16] 林旭,苏春涛,项志齐.丝绸数码印花的前处理工艺研究[J],丝绸,2013(1):29-32.LIN Xu,SU Chuntao,XIANG Zhiqi.Research on pretreatment process of digital printing of silk[J].Journal of Silk,2013(1):29-32.
