八钢欧冶炉开炉生产实践
2015-12-25田宝山李维浩
田宝山,李维浩
(宝钢集团八钢公司炼铁分公司)
·新疆科协资助期刊·
八钢欧冶炉开炉生产实践
田宝山,李维浩
(宝钢集团八钢公司炼铁分公司)
八钢欧冶炉经过四年建设期及生产准备期,于2015年6月18日10∶16分点火开炉,首次采用粒钢代替DIR,用焦炭加枕木方式,实现了欧冶炉顺利开炉,开创了全新的欧冶炉烘炉、开炉模式。开炉后重点围绕铁水降硅、提高竖炉金属化率、确保系统稳定运行开展工作。进一步明确了欧冶炉的工作方向。
欧冶炉;烘炉;点火;生产
[编者按]:八钢欧冶炉是在奥钢联和德国科夫公司开发的一种熔融还原炼铁工艺技术(COREX3000炉)基础上,结合高炉炼铁工艺进行了30余项工艺及系统优化,形成的一种独特全新的非高炉炼铁工艺。八钢欧冶炉突破COREX工艺对燃料及配矿结构要求,采用疆内煤、焦资源,并配加高碱度烧结矿的炉料结构。为区别COREX炼铁工艺,采用中国古代炼铁鼻祖欧冶子的名字将这一炼铁工艺命名为欧冶炉。也代表了对中国炼铁文化的一种传承和创新。
在上海宝冶等30多家建设施工单位的共同努力下八钢欧冶炉于2015年6月18日成功点火。2015年8月16日铁水小时产量已达160t/h,达到了设计能力。
经过两年建设期、两年生产准备期,八钢公司欧冶1号炉于2015年6月18日10∶16分点火成功,19日06∶40分第一炉开口成功,顺利出铁。由此标志着新疆地区首次拥有代表世界炼铁最前沿的非高炉炼铁技术,八钢也在打造绿色钢企的道路上又迈进了一大步。
1 欧冶炉开炉情况
1.1 烘炉阶段
八钢欧冶炉烘炉方式既参考了罗泾COREX方式,也融入了高炉烘炉经验。2015年3月20日17∶00点火烘炉到4月10日18∶00点烘炉完成,烘炉曲线达到预期效果。具体对比见表1。
表1 八钢欧冶炉与罗泾COREX烘炉方式对比
从八钢欧冶烘炉结果来看,烘炉曲线基本按照预期要求完成。后期升温速率略慢,最终烘炉完成时间比计划晚25小时。八钢欧冶采用烘炉和开炉分段式操作,第一步烘炉完成后需要凉炉72小时,降至常温后重新装填料(包括人工铺设枕木)。
1.2 欧冶炉开炉装填料阶段
1.2.1 气化炉装填料
罗泾COREX开炉装填料是在烘炉进行至397小时开始装入碎电极,配合烘炉底部管氧气通入,电极引燃气化发热用于加热炉缸。由于碎电极高碳低灰分的特性(与焦炭相比),用于初期的平衡造渣,减少渣量有利于初次开口作业。在电极装入前,炉缸底还放入400mm高度的生铁块用于初期化铁,铺设100mm厚转炉渣用于初期平衡造渣和保护烘炉底部管,见图1。
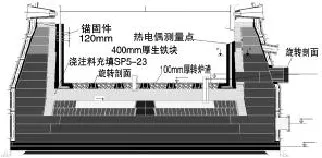
图1 罗泾COREX烘炉底部管及炉缸底部铺料图
八钢欧冶炉简化了以上步骤,炉缸安装底部导流管用于在烘炉阶段进行炉缸加热,凉炉后管路直接拆除割断后留于气化炉内,同时为了配合布料测试,采用气化炉缸纯焦炭装填,炉缸铺设枕木,用于焦炭引燃。
1.2.2 竖炉装填料
八钢欧冶炉竖炉装填料完全参考罗泾COREX装填料方式,因为考虑到粒钢堆密度高、粒度不均匀且有片状存在,对DRI螺旋排料会造成影响,故三段料层的焦炭体积比均提高,在实际运行中,确实发现DRI螺旋压力略偏高等现象,但总体竖炉排料稳定,说明焦炭体积比的提高起到了正面的作用。
1.2.3 开炉点火阶段
八钢欧冶开炉点火方式有别于罗泾COREX炉,采用风口配氧直接引燃方式。在实际操作过程中,风口点焦炭较为顺利,但因风口氧枪回装时间较长,同时氧气环管在前期吹扫后还留有部分氮气,导致前两个风口(26#,17#)在手动送氧时没有成功点亮。发现问题后立即排放氮气,氧气检测合格后于19日16∶13分16#风口正式点氧成功。
2 八钢欧冶炉开炉初期半个月生产情况
2.1 休风情况统计
半个月八钢欧冶炉总计休风6次(见表2),其中包括计划休风1次,主要工事为更换17个灌渣风口;非计划休风3次为外围因素影响,1次为炉前泥炮故障堵口失败,还有1次是设备因素;罗泾开炉前半月共计休风8次,其中计划休风1次。总体来说,八钢欧冶炉较罗泾COREX开炉初期的设备状态和作业状态要好。
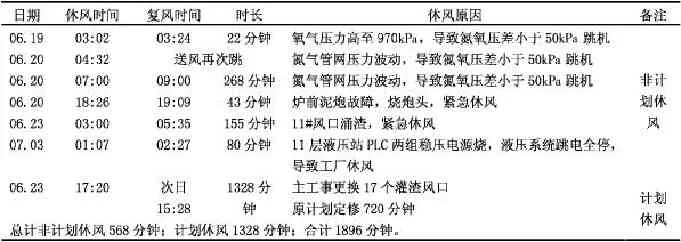
表2 八钢欧冶炉休风时间统计表
2.2 开炉初期工厂运行情况
2.2.1 竖炉易发生悬料
开炉初期就发生多次悬料(统计见表3)。6月21日因加压机跳机,导致进竖炉围管煤气温度上升超上限,导致热悬料;6月22日是因小锥位置反馈问题,导致煤气分配进竖炉,压差上升发生悬料。后几次均是在压差缓慢上升后发生悬料,为此在之后操作过程中采取了应对措施∶(1)停用冷煤气加压机,采用固定氮气兑入发生煤气管,同时严格控制拱顶温度,以此来达到竖炉围管入口温度的稳定;(2)下降管吹扫氮气自动控制,压制反窜煤气温度,防止螺旋上方直接结块;(3)通过调节顶煤气流量来控制。
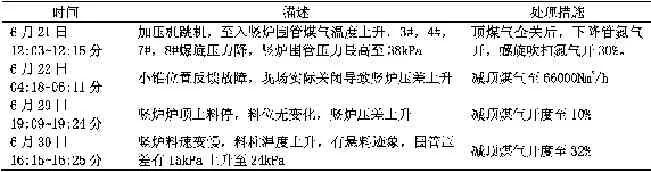
表3 竖炉悬料统计表
2.2.2 竖炉金属化率低
在投产后,气化炉冷煤气CO2稳定在30%,竖炉金属化率长期在0%~10%水平徘徊,竖炉料柱温度一直维持低位。分析认为竖炉和气化炉的还原效果处于恶性循环所致,原本由竖炉承担大部分气固相间接还原的任务,现在由气化炉来实现,生料在气化炉间接还原会产生大量CO2并吸热,拱顶温度下降导致粉尘线氧气投入燃烧产生更多的CO2,加剧了这一效果。为此,采取了应对措施∶(1)提高拱顶温度控制区间,使反应平衡最终有利于CO的产生;(2)提高竖炉围管入口温度,并提高控制精度,严格控制波动范围;(3)气化炉投入燃料粉,给拱顶提供一定的C,有利于CO生成,提高了发生煤气量,改善了CO2,并同比例置换了焦炭,实际上降低了吨铁成本;(4)通过风口添加氮气比例,降低风口前段理论燃烧温度,同时获得更高的发生煤气量。提高了金属化率。
措施实施后取得了明显效果,气化炉发生煤气CO2含量降低到15%,金属化率提高到30%水平。竖炉料柱温度(三个方向9个测温点)能稳定在700℃以上(比罗泾COREX低150℃),物理热和化学热得到充分利用。
2.2.3 竖炉易发生崩滑料
在配加烧结矿后,竖炉出现崩滑料,出现一些特征现象∶(1)重力除尘灰由原先的每天约1t上升到约10t,吨铁已经接近罗泾COREX炉填加30%块矿时矿石带来的铁损量,说明欧冶炉用烧结矿的粉化现象比较严重;(2)在使用烧结矿后竖炉最外圈布料时,每次压料均会有竖炉压差的一个台阶陡升,这跟竖炉边缘气流强也有关。
针对上述问题,采取了应对措施∶(1)降低烧结矿比例;(2)停用竖炉最外圈档位;(3)提高工厂压力,加强竖炉中心气流,后视情况继续提高;(4)将竖炉使用焦丁置换为部分冶金焦炭,提高透气均匀性措施实施后,崩滑料现象得到遏止。
2.2.4 气化炉冒尖幅度较大
八钢欧冶炉气化炉相对稳定,全焦带来的炉缸透液比较均匀,但每次出现冒尖现象都比较剧烈。分析认为主要有两个原因∶(1)大小锥前调节阀跟踪灵敏度较罗泾COREX炉要低,每次气化炉冒尖后由于阀动作滞后导致大量煤气无法迅速通过过剩线排走,导致气化炉憋压冒尖幅度大。同时大冒尖还影响竖炉,大量煤气被压入竖炉,导致竖炉压差陡升后陡降,等同于一次坐料,危害比较大。(2)在6月24日气化炉料线达到最低位,煤气阻损小而易直接穿透料层,发生管道而冒尖,之后将料线恢复后冒尖现象和幅度均有减小。
2.2.5 铁水硅含量高
欧冶炉开炉运行至今,铁水硅含量一直居高不下,半个月总计出铁100个铁次。从出铁实绩看(见图2)。炉温控制水平要高于罗泾开炉初期,温度控制区间在1480~1520℃,除第一段气化炉出现低料线和风口灌渣休风等因素导致炉温低(第一个圈内),第二段为了降硅尝试将炉温控制到1470℃以下(第二个圈),其余为了应对设备异常或可能休风,而将炉温控制在偏高的水准。
由于全焦冶炼和竖炉金属化率低等因素,导致铁水硅含量一直居高不下,从开炉初期10%硅含量降到5%以内共用了15个铁次,之后气化炉低料线导致一段时间低硅高硫。25日至7月2日出于稳定期,但硅含量一直在5±1%波动,直至7月3日首次将硅降到3%以内。
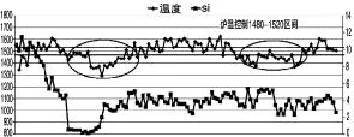
图2 开炉铁水温度和Si含量趋势图
对于降低铁水硅含量,采用了多项措施∶
(1)煤线布料档位外扩。(2)为配合布料外移,降低鼓风风速与罗泾基本相当。从铁水硅反馈来看,稳步下降,档位外扩有到一定作用,但决定因素很多,影响有多大,还需要在今后工作中搜集更多的数据进行回归分析。煤线布料指数趋势见图3。(3)提高发生煤气量,让竖炉接受更多的还原煤气,同时气化炉煤线加入燃料粉,提高还原煤气质量。
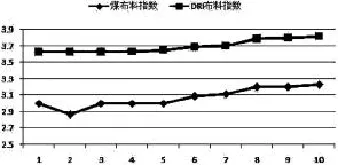
图3 煤线布料指数趋势图
2.2.7 气化炉低料线
因气化炉开炉后04621/22/23/24/25五个放射性料位计,以及新增气化炉顶雷达料位计均不能正常运行,气化炉一直亏料线未能及时发现。导致气化炉风口氧和加入碳不匹配,特别是气化炉CO2低,直至24日中午发现,已较开炉时料线亏了6m,于是采取提高DRI和煤螺旋转速来补料位,料线的迅速提高和生料入炉,引起气化炉工况一系列的变化。
2.3 设备运行情况
从八钢欧冶炉开炉设备运行状态总体比罗泾COREX要好,但也存在炉前设备运维和作业不理想的问题。对工艺主线影响较大,多次故障引起大幅度减风,甚至发生过一次紧急休风。将是今后改进的重点。
2.3.1 关于工艺主设备
(1)竖炉围管进口测温热电偶、部分热旋风热电偶、顶煤气流量计、围管压差(两个压力计)等均存在接错或计量不准确现象;(2)大小锥前两个调节阀灵敏度欠缺,定修时需调整;(3)7月3日11层液压站PLC两组稳压电源烧,液压系统跳电全停,导致工厂休风。
2.3.2 关于运转/煤气作业区设备
(1)四阀组03阀存在限位反馈异常问题,经常发生报警;(2)因现场信号接线松动,导致冷煤气压缩机多次跳机;(3)上料系统称量中间料斗体积不够,影响上料能力。
2.3.3 关于公辅作业区设备
(1)6月20日因炉前铁水渗漏造成底部冷却壁水管部分漏水,导致紧急更换2根冷却壁支管;
(2)6月22日因渣铁未出尽,风口涌渣导致紧急休风,灌渣17个风口。23日原本计划定修全部更换,结果发现16个风口捅开,仅更换1个风口,其余处理后全部回装;
(3)关键水系统过滤器排污阀关不到位,造成频繁补水,对查漏带来不利因素;
(4)塔体密闭系统HIC阀关不严,手动阀失控(打不开)状态,存在隐患。
2.3.4 炉前设备
(1)因安装因素,炉前泥炮行程不够,在开炉前紧急修改图纸,加焊一段炮头,目前使用来看正常;
(2)因炉前液压设备油温高,影响特殊作业情况下重叠开堵口;
(3)炉前开口机问题多,漏油导致开口机多次无法顺利开口,冷却水/气介质经常堵塞,导致在开口末期钻杆发红软化无法将铁口打开。开口准点率和成功率低导致主线减风减压,影响炉况顺行;
(4)钻杆末插销端加工精度偏差较大,导致安装或卸载困难,一定程度影响开口准点率。
3 结语
八钢欧冶炉在罗泾COREX炉基础上经过大量优化、改进和创新,开炉比较顺利。
(1)欧冶炉实现稳产高质低耗。开炉及运行生产表明,欧冶炉可以实现稳产,110~120t/h熔炼率下炉热基准、炉热调节手段明确。目前主要受限于铁水硅含量居高不下,需要提高燃料粉比置换焦比,降低冷煤气CO2含量,提高煤气发生量。通过改善竖炉从根本上改善气化炉冶炼。竖炉提高顶煤气单耗,提高金属化率,稳定竖炉排料。杜绝悬料、坐料和崩滑料(处理发现及时,降低危害)现象的发生。
(2)因原燃料结构的改变,风口鼓风动能和布料档位配合降硅需要进一步摸索。
(3)炉前作业水平和设备运维水平需进一步提高,当前开口准点率和一次开口成功率不到30%,如能达到70%的水平,将有利于主工艺操作和炉况顺行。
Production Practice of Blowing-in OY Furnace of Bayi Steel
TIAN Bao-shan,LI Wei-hao
(Ironmaking Branch,Bayi Iron&Steel Co.,Baosteel Group)
After a 4-year construction and production preparation period,the OY furnace of Bayi steel is put into production in Jun 4,2016,10∶16AM.It is the first application of grain steel,instead of DIR and also combining coke and crosstie so that it could blow in smoothly.It initiates a new drying-out and blow-in mode and puts the emphasis on the decreasing of silicon content of hot metal,the improvement of shaft furnace metallization ratio and ensuring the system could run steadily.The direction of later period is explicit further.
OY furnace;hearth drying;ignition;put into production
TF557
B
1672—4224(2015)04—0001—04
联系人:田宝山,男,40岁,高级工程师,乌鲁木齐(830022)宝钢集团八钢公司炼铁分公司第一炼铁分厂
E-mail:tianbs@bygt.com.cn
