如何保证铣削加工中的零件精度
2015-12-19蔡洪
蔡洪

摘 要:随着科学技术的进步和社会的迅速发展,机械产品日趋复杂,社会对机械产品的质量要求和生产效率也越来越高。数控机床是现代机械制造系统中重要组成设备,一台高精度数控机床体现在其硬件的高精度和对零件进行合理的工艺分析。
关键词:刀补;切削液;加工工艺;机床
随着我国机械行业日新月异的高速发展上,在对零件上的尺寸要求也越来越高!而在加工中有许许多多的因素干扰着加工中的零件精度,比如刀具的磨损、加工时的切削热、数控机床的定位精度、加工的工艺安排等等。
1 合理利用刀补保证加工精度
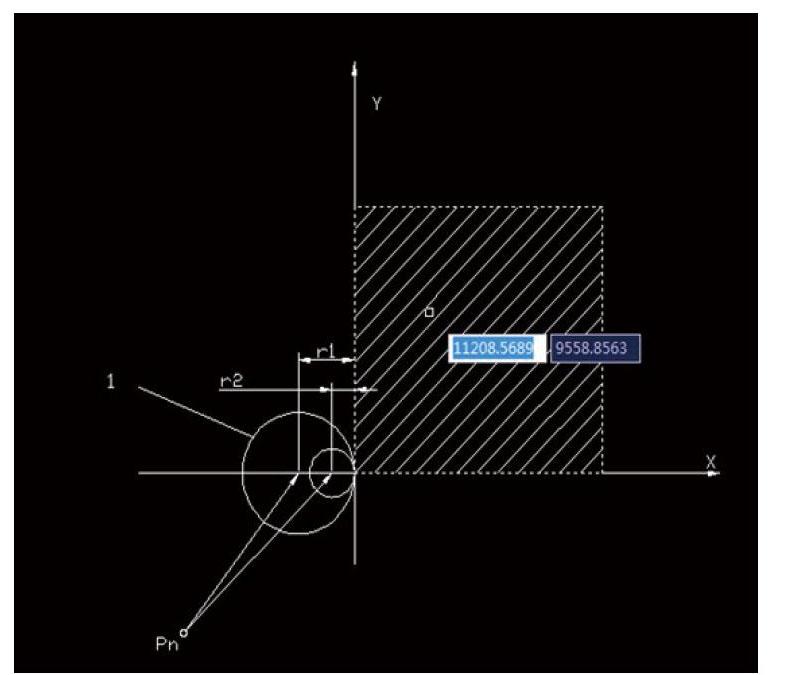
刀补:就是刀具补偿,是由程序控制刀具行走的轨迹和实际刀具切削刃口切削出来的形状并不重合,为此就需要根据实际加工的形状尺寸算出刀具到位点的轨迹坐标并进行补偿。
1.刀具补偿又分为长度补偿跟半径补偿
(1)长度补偿:补偿刀具长度方向尺寸的变化
(2)半径补偿:补偿刀具半径对轮廓尺寸的加工影响
2.刀具补偿的方法
(1)人工补偿:人为的在编辑程序的时候把刀具半径加进
(2)自动补偿:是在数控机床里面具有刀具补偿功能
3.刀补的作用
在加工过程中刀具对工件切削时刀具也在渐渐的磨损,使得加工零件时刀具不锋利,出现“让刀”现象,使刀具切削线路偏离原来指定切削路径,让零件的精度达不到指定要求。这时我们就得人为的算出刀具在切削过程中刀具偏离切削位置的大小,利用同一个程序同一把刀,通过用这个数值设置不同大小的刀具补偿的半径值从而逐步的減小切削余量的方法使得实际切削路径与指定切削路径重合。
2 确定合理的加工工艺保证加工精度
定义:是指用机械加工的方法改变毛坯的形状、尺寸、相对位置和性质使其成为合格的零件的全过程。(加工工艺是工人进行加工的一个依据)。
1.首先要读懂图纸,熟悉你所要加工的产品的技术要求,质量检验标准,适用的产品范围和是否表面热处理过,要搞清楚哪方面是该产品要求最高最重要的。
2.对零件进行加工分析时注意零件的装夹,在保证零件尺寸精度要求的前提下尽可能减少装夹的次数。
3.遵循切削加工顺序的安排原则:先粗后精、先主后次、先面后孔、基准先行。
4.例如下图:
5.根据图示要求确定加工工艺
① 加工方式:采用立铣;
② 加工设备:数控系统的立式加工中心;
③ 毛坯材料:材料45#钢,规格:170mm×130mm×39mm;
④ 加工刀具:Φ80盘铣刀、Φ12立铣刀、Φ10立铣刀、Φ8.5钻头、Φ9.8钻头、M10的丝锥、SR10铣刀;
⑤ 切削用量:如下表所示;
⑥ 工艺路线:如下表所示;
⑦ 夹具选用:采用平口钳装夹零件;
6.填写工序卡(省略)
在这上面如果不分粗精加工的话,很难保证直接铣出成品出来,为此我们通常分层加工,使精加工时的切削量很小,不易使得道具和工件变形,尺寸变得跟容易掌控,从而保证其加工精度。
3 合理选用切削液保证加工精度
1.切削液
是一种用在金属切削、磨加工过程中,用来冷却和润滑刀具和加工件的工业用液体,切削液由多种超强功能助剂经科学复合配伍而成。
2.切削液按油品化学成分分为两大类
(1)非水溶性(油基)
(2)水溶性(水基):
①乳化液
②半合成切削液
③全合成切削液
3.切削液的作用
粗加工的时候刀具切削工件的切削量大,转速低,容易产生高温使得工件热胀冷缩工件或者刀具退火、淬火、回火改变工件或者刀具的强度和硬度,在这种情况下我们选用水溶性的切削液对切削部位进行冷却,减少工件的热变形,来保证零件的精度。
精加工的时候刀具切削量小,转速高,进给速度快,容易使得工件产生毛刺,这种情况下我们选用非水溶性的切削液对切削部位进行润滑。从而减少毛刺的产生,来保证其加工精度。
4 使用高精度机床保证加工精度
1.众所周知精度越高的机床它所能保证加工的加工精度也就越高,老一辈的人说了这么一句话:“中国人保证尺寸精度是靠个人感觉跟技术,外国人保证精度是靠优秀的高精度机床。”这也从侧面说出了国外的高精度的机床的先进!现在的机床电机是伺服电机,测点是用红宝石感应测点。
国外有好几家高精度机床生产商:
德国:西门子、基德曼、通快、因代克斯、巨浪、伊玛格、格劳伯
美国:MAG(辛辛那提)、哈斯
日本:马扎克、OKUMA、森精机、牧野、FANUC
瑞士:百超
韩国:DOOSAN
2.机床的精度越高其机床本身的定位、测量、伺服系统等等一系列的精度也随之增高,为了达到零件所需求的粗糙度,这又使得机床的主轴转速增高,在工件上切削的线速度加快从而让粗糙度达到零件指定要求。
5 结束语
综合上述,为了更好加工的产品而达到零件的要求的精度以上方法是完全可以解决其加工精度要求高的零件。
参考文献
1.《数控加工工艺与技能训练》.盐城技师学院.徐国权 主编 2012.9
2.《机械制图》.苏州大学出版社.汤习成 黄士群 主编.2011.6