虚拟仿真技术在数控加工中的应用研究
2015-12-19王丽君杨承涛
王丽君,杨承涛
(西安工程大学 机电工程学院,西安 710048)
0 引言
在纺织机械加工领域,数控机床正逐步取代传统的加工设备,其普及率日益提高。尽管数控机床的自动化程度高、加工精度高,但也存在对操作人员技术水平要求高、设备昂贵、投资成本高等问题。为此,如何提高数控机床的利用率、减少设备的故障和停机时间,已是我国工程技术关注的课题之一,而虚拟制造技术和仿真技术正是解决这类问题的有效途径。笔者在此撰文简单介绍已开发利用的数控镗铣床虚拟仿真技术,希望能有助于从事国内相关专业的同行参考。
1 虚拟仿真数控机床的建模
依据企业现有的三坐标数控镗铣床用CATIA软件进行机床部件的三维实体造型建模,如主轴、床身、导轨、刀库等;接着以STL格式输入到VERICUT软件系统中进行组装,组装时应把握其装配约束关系(即几何约束关系、运动约束关系和排斥约束关系)设定机床坐标系、部件坐标系和它们之间的关系,然后根据机床的拓扑关系进行装配。
虚拟仿真数控机床建模完成后,要设置各运动部件的运动参数,如工作行程范围、刀具补偿等,其中主轴中心到主轴端面的距离和主轴线的偏移距离参数较为重要,应正确设置,以免影响仿真结果的正确性。图1为应用VERICUT软件建立的虚拟仿真数控机床模型。
图1 虚拟仿真数控机床模型
2 虚拟仿真数控镗铣床应用研究
通过虚拟仿真数控机床的建立,除对机床的运动进行论证和虚拟设计好所应用的机床夹具外,主要是对数控加工过程进行仿真论证,以解决刀具运动轨迹错误、刀具干扰选择错误等问题,图2为虚拟仿真数控镗铣床仿真加工的流程示意图。同时,利
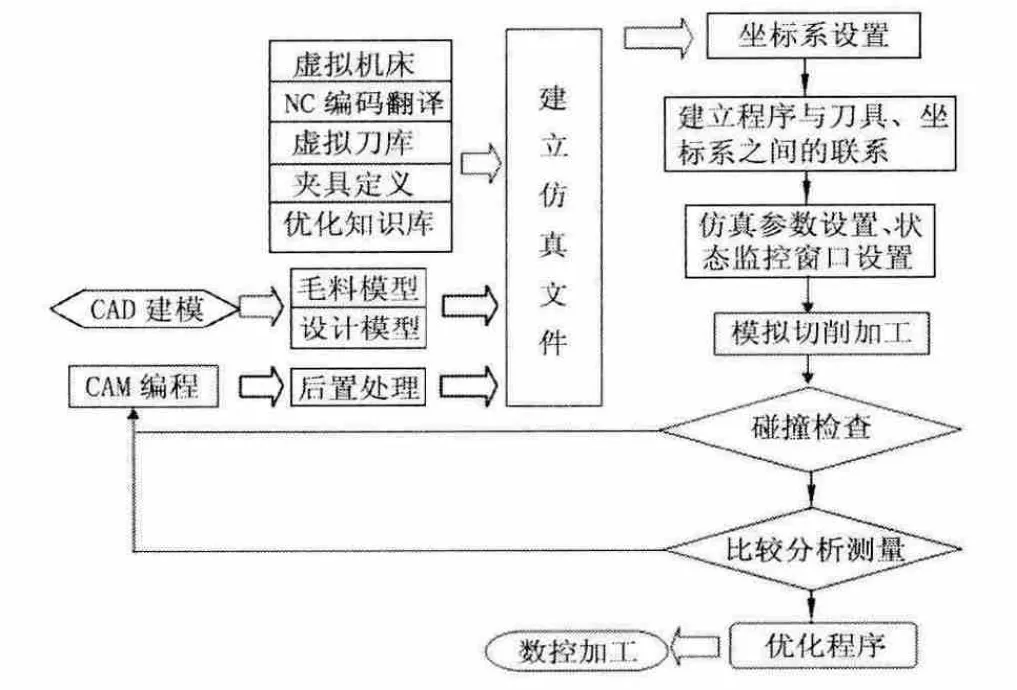
图2 虚拟仿真数控镗铣床仿真加工流程
用虚拟仿真技术可以进行加工过程的优化,以充分利用机床和提高生产率。
2.1 验证数控加工过程的错误
进行仿真验证时,通过CAD/CAM系统应用MasterCAM、Keller等软件将零件的加工信息转换为STL格式输入到仿真加工系统生成数控加工程序,最后进行仿真加工,验证程序轨迹是否存在错误。在实际工作中,由于输入数据有误造成仿真加工时零件形状错误与输入图形信息不符,如刀具未进行补偿、未抬刀、啃刀等,此时可返回原图形信息输入模拟数据,进行检验校正干涉碰撞错误,这是数控加工经常产生的错误之一。验证时观察刀具对非加工部件,如对工作台、夹具等的干涉、碰撞及对工件非加工表面的碰撞,也可对经常发生的干涉现象进行专门的验证。
2.2 优化数控加工程序
应用VERICUT软件时,其带有在知识库基础上建立的优化模块(OPITPATH),根据所加工小样的类型选择加工机床参数、应用刀具参数、金属切削数据库等知识进行加工过程的优化,其优化内容主要为粗加工、精加工及高速切削加工时的优化。
2.2.1 粗加工优化
为提高生产效率、达到尽快去除粗加工余量的目的,根据已给出的进给量对刀具走刀路径上应去除的金属材料进行速度优化,实现粗加工安全、稳定、高效率。
2.2.2 精加工优化
切削力的变化是影响加工尺寸精度和表面粗糙度的主要因素,为此在刀具切入、切出时应调节进给率,使其切削力产生较小的变化,减少振动,从而提高加工质量、延长刀具的使用寿命。值得注意的是,在用球状铣刀加工倾斜面或曲面时进给量会有较大影响,加以适当调节则可使切削平滑、顺利地进行。
2.2.3 高速切削加工优化
在工件刀具不产生振动的前提下,高速切削是切削加工的发展方向,通过高速切削不仅可提高生产效率,同时会降低工件的表面粗糙度值。减少切削力的优化方法主要是控制进给量,保持较为稳定的切削力和切屑去除率,通过实际应用对球状铣刀加大进给率,提高主轴转速进行精加工的效果较好。当然也可采用优化切削速度,即对主轴转速进行精加工优化,达到提高表面质量的目的。
3 应用特点
利用虚拟仿真技术对数控加工进行仿真试验,通过一段时间应用获得较为显著的效益,主要表现在以下几方面。
3.1 提高生产效率
通过仿真切削加工的优化,提高了加工过程的合理性,针对不同加工对象优化切削速度和进给量,使其达到最优切削状态,减少刀具的非正常损坏,从而减少辅助时间,提高加工效率。
3.2 提高加工质量
据统计,飞机制造业新机研制过程中加工废品的30%是由于工人操作不当造成,60%是由于数控程序错误造成,10%是其他原因而形成;为此,利用该仿真系统可模拟加工过程,提高了数控编程的正确性,可以大大减少废品的产生。
3.3 减少数控机床事故
数控加工时,刀具的碰撞、干涉会导致较大的损失,采用虚拟仿真技术可以避免并减少机床和刀具在加工时不必要的损失。
3.4 缩短新产品的研制周期
新产品研发时,加工出合格的关键零、部件是其中重要环节之一。传统方法试制单一零件耗时费力,容易出现废品,而通过虚拟仿真技术则可基本上验证了所编数控程序的正确性和可靠性,为新品试制节省了大量时间,降低了新品试制的成本和研发周期。
4 结语
随着自动化制造技术的不断发展,数控加工已成为机械加工的主流加工手段之一,数控机床的应用已日益普及,在数控加工中开发和应用虚拟仿真技术,提高了价值昂贵的数控机床利用率,减少了机床故障及辅助时间,提高了产品零件的加工质量,并有利于企业员工的继续教育和培训。而这些经实践证明已取得显著经济效益,笔者希望通过该文的介绍能对国内从事数控加工技术的同行有所裨益。
[1]杨承涛.柔性制造系统[M].西安:西安地图出版社,2006.
[2]陈丽萍.虚拟仪器技术在数控仿真中的应用[J].组合机床与自动化加工技术,2002(4):11-14.
[3]盛亮.基于实体的数控加工仿真关键技术的研究与实现[D].南京:南京航空航天大学博士论文,2005:97-98.
[4]张树生,杨茂奎,朱名铨,等.虚拟制造技术[M].西安:西北工业大学出版社,2006:334-344.
