单纤维测试仪与前纺疵点控制标准的关系
2015-12-19周献珠
熊 伟,周献珠
(1.新疆沃普农业发展有限公司,乌鲁木齐 830011;2.新疆轻工职业技术学院,乌鲁木齐 830021)
1 概述
传统纺纱对前纺疵点都采用目测法控制,而对梳棉条、精梳条中的短绒采用罗拉排版法检测控制,因试验员目光不一致、手法不同而存在差异,所以,尽管纺纱厂配备了较多的试验人员,控制效果仍然不佳。还由于一年中对前纺短纤维、结杂的测试次数有限,而混配棉的不断变化要求前纺工序对除杂效率、排短纤维率、疵点的清除进行跟踪测试分析[1-2],作为传统的试验方法已经不适应现代纺纱快节奏的混配棉变化需要,不仅很难保证棉纱质量处于稳定状态,而且试验项目与次数都无法满足半制品质量的需要,经常造成半制品或棉纱质量波动。在混配棉变化和产品结构变化时,虽然众人参与,仍严重影响生产效率,导致用工成本上升,这些人工成本累积几年,比一台单纤维测试仪的价格还要昂贵,而且难以控制。
随着纺纱试验仪器的进步,单纤维测试仪的应用越来越广,不仅可以代替目测手拣,对前纺的相关工艺参数进行指导,还可以测试棉花的质量、性能。因此,真正了解单纤维测试仪性能之后,可以更好地将其应用在纺纱厂,对纺纱疵点测试、短纤维试验、工艺调整、设备维护维修、器材维护、保养、更换等都有很大的促进作用[3]。
目前,很多纺纱厂不使用单纤维测试仪或使用频率极低,关键是因为其技术人员未能充分理解单纤维测试仪质量指标的含义及其与传统实验数据的衔接和转换,也有可能是不知道单纤维测试仪在哪里使用,这样就导致偏见产生:一是认为单纤维测试仪对质量控制无帮助;二是认为测试的数据无指导意义;三是人为目测与单纤维测试仪测试数据无法建立对应关系。面对这种认识误区,必须采取措施加大对单纤维测试仪原理及应用方面的培训,做到高效率、高速度、高控制地运用单纤维测试仪进行检测与控制,这将是未来纺纱厂质量控制的最佳途径。
2 单纤维测试仪试验项目的含义
单纤维测试仪测试的项目有近20个,很多表述与传统存在差异,理解起来困难且枯燥。其测试项目有:重量平均纤维长度,重量长度变异系数,重量短绒率,上四分之一分位长度,根数平均长度,根数长度变异系数,根数计短绒率,根数计5%纤维长度,根数计2.5纤维长度,纤维线密度,纤维成熟度百分比,未成熟纤维百分含量,纤维直径,棉结,棉结面积大小,带纤维籽屑,带纤维籽屑面积大小,杂质,杂质面积大小,微尘,微尘面积大小,异物率。这些项目对疵点的表述为棉结、带纤维籽屑、杂质、微尘,与传统表述的棉结、带纤维籽屑、破籽、僵片、软籽表皮、不孕籽、杂质、含杂率、索丝在定义上存在明显不同。单纤维测试仪测试的棉结、带纤维籽屑、杂质、微尘在清花工序即包含了棉结、带纤维籽屑、杂质、僵片、不孕籽、破籽、软籽表皮、索丝,因为清花工序的开松、除杂已将破籽、软籽表皮、僵片等疵点清除掉90%以上,而残留于棉絮、棉层、棉网中需要参与梳理的疵点包含索丝在内,都已经变成了棉结、带纤维籽屑、杂质和微尘类疵点;因此,单纤维测试仪对梳棉条、精梳条中的疵点表述与传统的疵点表述相同,只是单纤维测试仪将杂质等级分得更细致,有了“杂质”和“微尘”之分;而对纤维长度和短绒率的表述有了“重量计”和“根数计”之分,其中还含有重量计的“上四分之一分位长度”和根数计的“5%纤维长度”,与传统的“纤维长度”的表述存在很大区别,而短绒率的表述有“小于12.7mm”、“小于16.0 mm”、“小于20.0mm”好几个等级,还存在“根数计”和“重量计”之分,也未能分辨清楚二者关于纤维长度的作用在哪里,这也就成为很多纺纱厂技术人员难以理解和不愿意接受这些概念转换的原因。
其实只要仔细分析一下就会明白,重量计纤维长度和短绒率的侧重点主要是对于棉层、棉絮、棉网而言,都是针对梳棉以前的工序进行有效分析;而采用根数计纤维长度和短绒率,主要是针对有牵伸系统出现的工序设置,根数计的短绒率和纤维长度更有利于牵伸元件对浮游纤维的控制和牵伸分配的设置、不同长度的短绒率设置,有利于不同号数、不同质量、不同纤维长度的半制品质量和棉纱质量控制。单纤维测试仪测试指标增加了纤维线密度、纤维直径、成熟度百分比、未成熟纤维百分含量,这些指标在半制品中的出现弥补了传统半制品测试本身存在的不足,既有利于半制品梳棉条、精梳条的短纤维和未成熟纤维质量指标的控制,也有利于后工序成纱和清纱、增大卷装棉纱毛羽、毛刺、毛球、死棉的控制以及棉纱染色性能的控制。
很多拥有单纤维测试仪的纺纱厂家,目前只对梳棉条、精梳条控制的棉结和带纤维籽屑比较关注,对其他指标都不关心,其实这些指标对棉纱质量仍有特别关联:棉结面积大小和带纤维籽屑棉结大小,影响后工序棉纱短粗节、棉结数量的多少;短绒率、未成熟纤维百分比、微尘、异物率,对梳棉条、精梳条的质量、后工序棉纱质量都会因为棉纱品种不同而受到不同程度的影响。在实际生产过程中,单纤维测试仪还可以很好地测试棉絮、棉层、棉网、棉束等,不仅可以了解混配棉的疵点和危害性纤维,还可以了解开棉、清棉工序棉絮、棉层、棉网的疵点和危害性纤维情况,所以,建立单纤维测试仪测试指标在混配棉、开棉、清棉、梳棉、精梳多工序的物理指标标准,是前纺工序有效工作的关键,充分发挥单纤维测试仪作用的企业可以根据最终棉纱质量和面料质量确定混配棉到精梳条的单纤维测试指标标准,实现纺纱过程控制标准化。由于对棉纱质量和纺纱品种的要求不同,因此在前纺各工序的标准要求不同。细绒棉和长绒棉纺纱的标准对于单纤维测试仪指标存在明显差距,建立单纤维测试仪纺纱流程质量指标分类,是纺纱厂合理开松、除杂、除短绒和梳理、清除危害性纤维的合理选择,也是控制相关工序棉絮、棉层、棉条质量的关键,还是控制纺纱流程中不同工序梳理效率、梳理效果的主要因素[4-6]。
3 单纤维测试仪原料、混配棉质量标准
目前,纺纱厂对纤维的测试以大容量测试仪的项目指标为标准,但是未对纤维中危害性纤维和疵点进行合理分类检测与分析,而单纤维测试仪对原料、混配棉危害性疵点、危害性纤维的分类测试,可以根据纺纱质量控制需要对原料、混配棉危害性纤维和疵点划分不同的等级。表1是单纤维测试仪划分的原棉、混配棉质量标准等级。

表1 原棉、混配棉质量标准等级
4 单纤维测试仪清棉工序质量标准
清花工序的开松、除杂、除短绒采用重打击,纤维易损伤,短纤维数量增加,形成大量弯钩纤维,导致在清除大杂质、开松纤维束、大量清除短绒和未成熟纤维的同时,造成小杂质数量增加和有效纤维的损伤[7-8],利用单纤维测试仪测试清花工序清棉质量指标,是防止危害性纤维和危害性疵点数量在清棉工序超出标准范围的有效手段,对清花工序根据原料、混配棉质量选择开松、除杂、混合、除短绒的工艺设置、纺纱器材的维护维修具有指导作用。单纤维测试仪划分的清棉质量标准等级见表2。
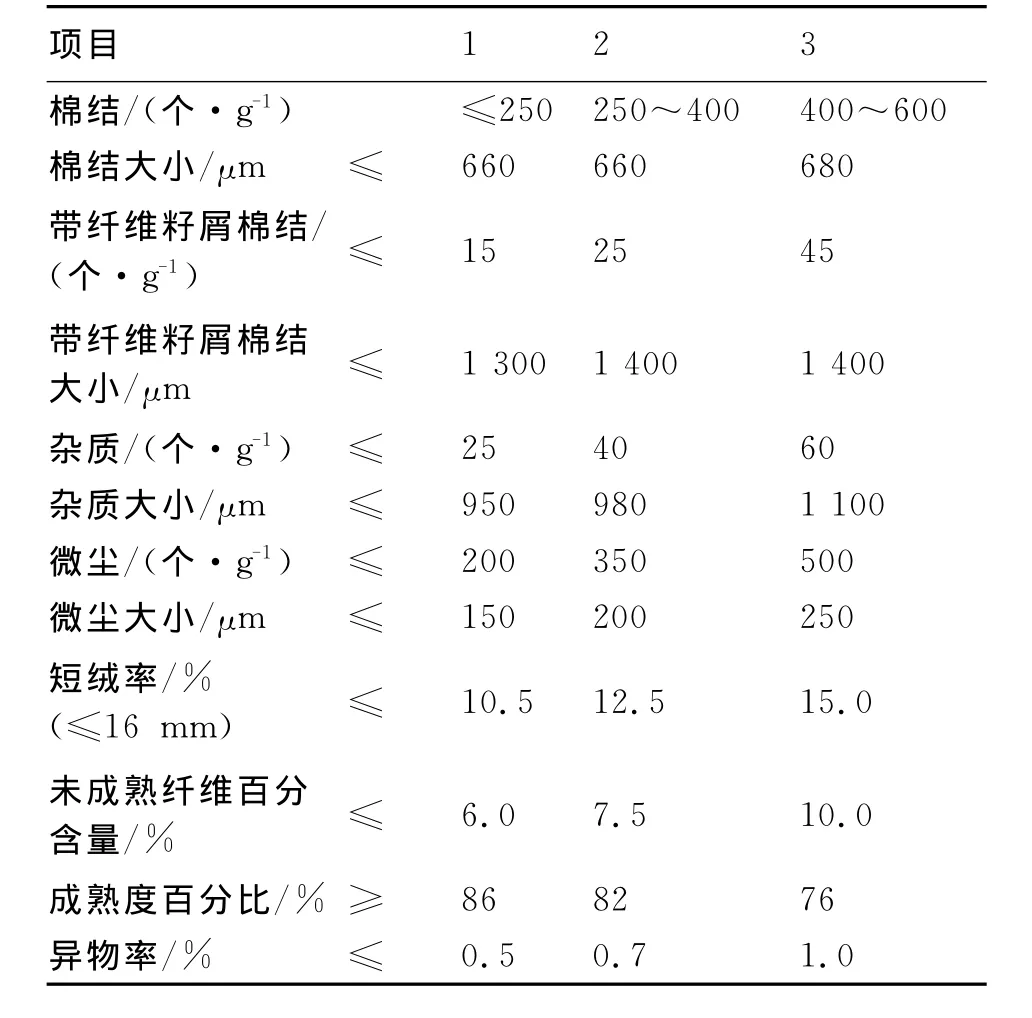
表2 清棉工序质量标准等级
5 单纤维测试仪梳棉条、预并条、条并卷质量标准
梳棉工序是所有纺纱工序清除危害性疵点和危害性纤维的关键,尽管已经确定混配棉质量经过清花工序清除了部分疵点和危害性纤维,同时也制造和增加了危害性的疵点、纤维,其本质差异只是大小不同、对后工序的危害程度不同。建立梳棉工序单纤维测试仪梳棉条质量标准,既可以控制梳理效率与质量,又可以为普梳棉纱疵点、危害性纤维控制起决定性作用,还可以为精梳的准备工序提供帮助。单纤维测试仪划分的梳棉质量标准等级见表3。

表3 梳棉工序质量标准等级
6 单纤维测试仪精梳条、并条、粗纱质量标准
建立精梳条、并条、粗纱的单纤维测试仪测试质量标准,是决定精梳棉纱质量优劣的关键。精梳机梳理后的精梳条纤维伸直度好、分散状态好,在并条、粗纱的并合、牵伸、加捻过程中容易造成少部分分散性纤维脱离纤维束主体运动变成浮游纤维,造成精梳条到并条再到粗纱的生产中,并条、粗纱的危害性疵点、危害性纤维增加,尤其是危害性疵点在这一过程中特别容易呈现增加趋势。根据最终控制织物质量、棉纱质量疵点的需要,制定精梳机单纤维测试仪各项质量标准,见表4。
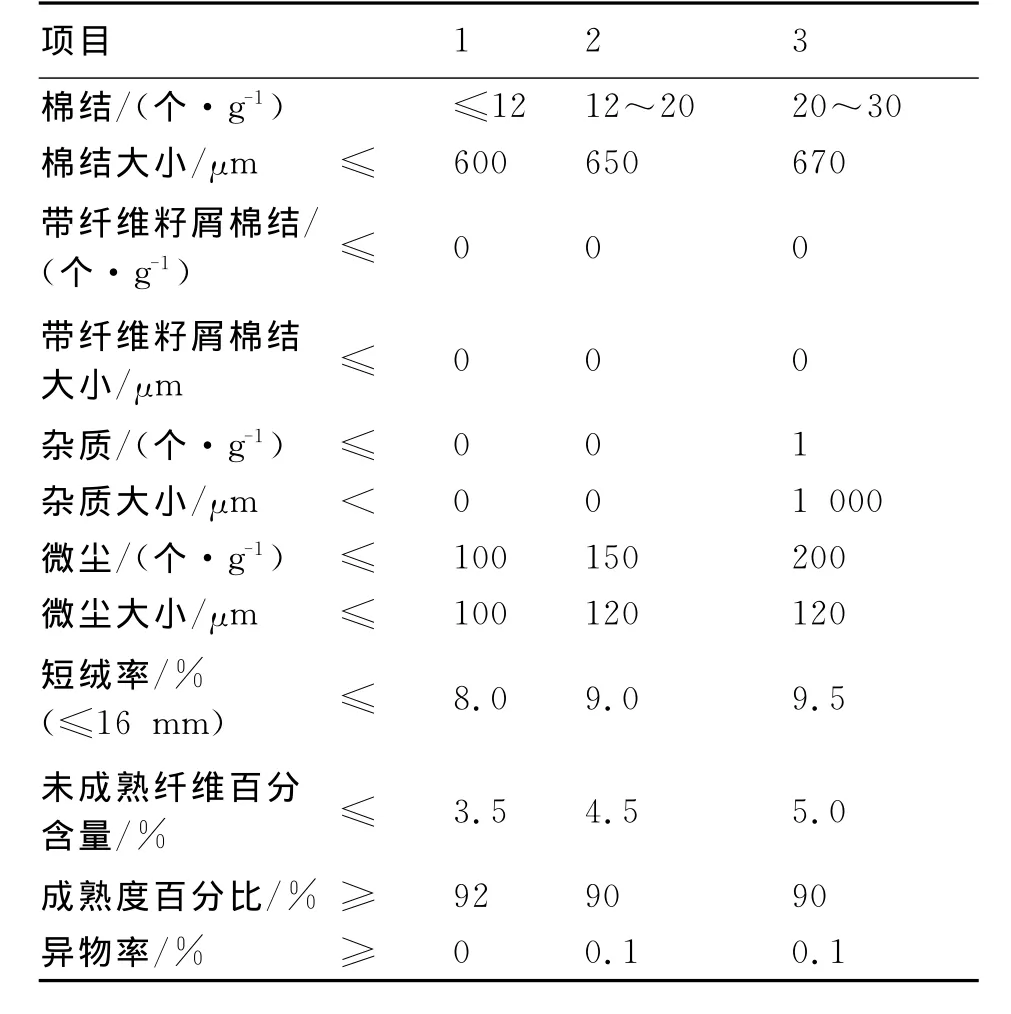
表4 精梳、并粗工序质量标准等级
7 综合分析
7.1 单纤维测试仪对原料、混配棉质量指标的制定,补充了纤维大容量测试仪测试纤维指标时存在的不足。
7.2 单纤维测试仪对纤维、棉絮、棉层、棉条疵点质量标准的制定,可减少目测棉结存在人为因素的影响,使检测更可靠。
7.3 单纤维测试仪对前纺工序质量指标等级的建立,充分显示了其在半制品测试中的重要性,半制品的试验频率与工序增加,是更加有效控制半制品质量和棉纱质量的重要环节。
7.4 单纤维测试仪建立的梳棉条、精梳条控制质量标准,既可以防止前、后工序危害性疵点的增加,又可以为改进前、后工序的器材管理与工艺控制提供数据参考和指导。
7.5 单纤维测试仪控制质量标准的建立,改变了以往测试仪测试时间长、测试数据不准确的缺点,为短绒率、未成熟纤维在原料、混配棉、棉层、棉絮、棉条中的控制常态化建立了可行的基础。
7.6 单纤维测试仪建立的原料、混配棉、棉层、棉絮、棉条标准,由于仪器本身测试样本容量较少的局限,必须增加其试验次数才能够提高标准与试验结果的准确性。
7.7 单纤维测试仪原料、混配棉、棉层、棉絮、棉条质量标准的测试控制无法对棉结疵点、死棉白星、杂质疵点、软籽表皮和僵片的类型等进行甄别。
7.8 单纤维测试仪测试原料和前纺半制品时会将弯钩纤维识别为棉结疵点,引起棉结数量或纤维长度发生变化,给纺纱厂原料和半制品标准的制定带来一定的不便。
7.9 单纤维测试仪存在的绝对误差与不同的单纤维测试仪间的相对误差,导致不同的单纤维测试仪测试数据相差较大,这是导致不同纺纱厂的单纤维测试仪控制标准差异明显的主要原因。
7.10 不同的纺纱厂单纤维测试仪测试环境的不同,导致测试的很多质量指标存在较大差异,是造成半制品、棉纱质量、织物质量控制疵点和控制标准波动的主要因素之一。
[1]熊伟,谭绍海.棉纤维的回潮率与纺纱工艺的关系[J].新疆纺织,2002(3):36-38.
[2]熊伟,徐志武,周献珠,等.纱疵与织物结构关系分析探讨[J].新疆纺织,2004(4):14-17.
[3]熊伟,孔庆平,宁新民,等.工艺元件与偶发性纱疵间的关系[J].纺织器材,2006,33(2):31-33.
[4]熊伟,李荣,张冶.原棉混配与织物外观质量的关系[J].棉纺织技术,2001,29(8):22-24.
[5]张冶,崔玉梅,穆征.棉纤维成熟度的测试与分析[J].棉纺织技术,2000,28(10):32-34.
[6]熊伟.E7/5与E7/6精梳机的纺纱相关工艺配置[J].纺织学报,1999(2):91-95.
[7]王学元.梳理度与梳理强度的探析[J].纺织器材,2014,41(1):55-59.
[8]王学元.道夫转移率的简易测定方法[J].纺织器材,2013,40(3):39-41.