多参数对T型焊接接头残余应力的影响研究*
2015-12-18江克斌
杨 磊,江克斌,邵 飞,马 超
(解放军理工大学 野战工程学院,南京210007)
多参数对T型焊接接头残余应力的影响研究*
杨 磊,江克斌,邵 飞,马 超
(解放军理工大学 野战工程学院,南京210007)
为了研究多参数对T型焊接接头残余应力的影响,运用ANSYS有限元分析软件对手工电弧焊T型焊接接头进行焊接数值模拟,分析不同参数变化对于接头残余应力的影响规律。研究结果表明:焊接结构的残余拉应力随焊缝长度的增加而增加,随腹板厚度、底板厚度的增加而减小;焊接速度对于焊接结构残余应力也有较大影响,在靠近焊缝中心位置,焊接速度越快产生的残余拉应力峰值越小。
焊接;T型接头;ANSYS;残余应力
近年来,数值模拟技术应用广泛,在各种焊接过程中的能量传递、组织相变、应力应变、焊接缺陷以及焊接接头力学性能等的分析中均有应用[1]。接头焊接残余应力分布规律对于焊接结构的承载能力有较大影响,而在焊接结构中,T型焊接接头有一定的代表性[2-3]。ANSYS有限元分析软件有强大的热结构耦合及瞬态、非线性分析能力,已经在焊接模拟中有较成熟的应用[4-6]。本研究主要通过ANSYS软件分析研究不同几何参数(底板厚度、腹板厚度、焊缝长度、焊接速度等)对T型焊接接头残余应力的影响规律,对于T型焊接接头在工程中的应用提供指导。
1 高斯热源模型
通过相关文献可知,对于手工电弧焊,采用高斯热源可得到较好的结果[7],因此本研究采用高斯热源模型。设引弧点的坐标为0(x0,y0),则热源的分布函数[8]为

η—焊接热效率;
U—电弧电压;
I—焊接电流;
v—焊接速度;
r—焊接电弧有效半径。
其中,焊接电弧有效半径应满足

2 T型焊接数值模拟
2.1 建模程序设计
在焊接过程中,温度场对应力场的影响比较大,而应力场对温度场的影响较小,可以忽略不计,所以本研究不考虑温度场和应力场的耦合影响[9]。先对有限元模型进行热分析,然后将热分析的载荷步结果作为载荷施加到结构应力分析中去,采用ANSYS软件内嵌的APDL语言编程实现。
2.2 T型焊接接头构件的有限元模型
研究多参数变化对T型焊接接头残余应力的影响规律,会产生多个有限元模型。T型焊接接头有限元模型如图1所示,材料为Q235钢。用于分析的焊接工艺参数为:环境温度26℃,焊接电流200 A,焊接电压28 V,焊接速度5 mm/s,焊接效率0.75。
物联网作为我国战略新兴产业,在国民经济中有着举足轻重的地位。在新的经济背景下,物流网也迎来了前所未有的发展良机。同时,也面临了诸多的挑战。在新的历史条件下,要通过完善发展规划和产业技术标准体系,加强物联网核心技术的研发、推动技术创新,建立物联网安全保障体系,加大物联网产业财政投入力度,从而促使物联网产业实现平稳健康发展。
2.3 材料热物理性能参数
T型焊接接头以Q235钢为例,Q235钢的物理参数和力学性能参数[10]见表1。

图1 T型接头有限元模型
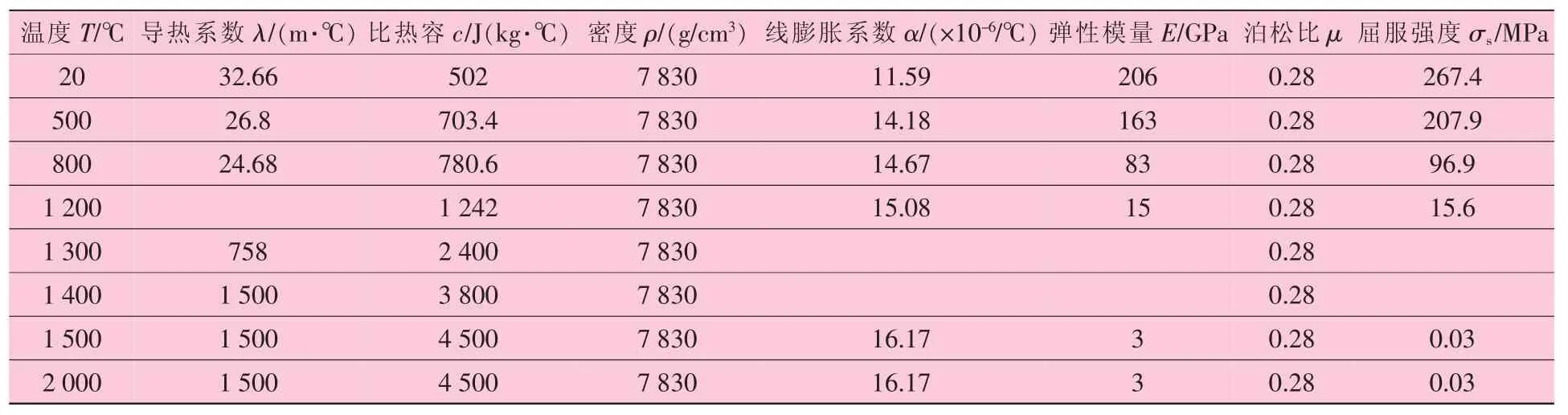
表1 Q235钢性能参数
3 多参数对T型焊接接头残余应力的影响
3.1 焊缝长度的影响
将焊缝长度作为残余应力的影响因素进行研究,不同焊缝长度对残余应力的影响结果如图2和图3所示。焊缝长度分别取30mm,40mm,50 mm和60 mm。

图2 不同焊缝长度对垂直焊缝方向残余应力的影响

图3 不同焊缝长度对沿底板焊趾方向残余应力的影响
从图2可以看出,沿着垂直于焊缝方向,随着焊缝长度的增加,纵向残余应力中拉应力区的范围在增大,横向残余应力在靠近焊缝中心线处,拉应力和压应力区基本相等,但随着离焊缝中心距离的增加,拉应力区随焊缝长度的增加有所减小,焊缝长度越长,拉应力区越小且变化越缓和。原因是焊缝长度较短时,焊缝始端和焊缝末端较近,应力变化明显,引起焊接变形较大,在约束作用下产生的应力较大。随着焊缝长度的增加,应力区范围增大,应力变化平缓。
从图3可以看出,沿着底板焊趾方向,不同焊缝长度纵向残余应力在靠近焊缝中心处有较大拉应力,随距离的增加,拉应力平缓减少。横向残余应力在焊缝始端和焊缝末端是压应力,焊缝中间为拉应力区,不同焊缝长度应力变化趋势类似。通过分析可知,焊接结构的残余拉应力随焊缝长度的增加而增加。
3.2 腹板厚度的影响
将腹板厚度作为残余应力的影响因素进行研究,不同腹板厚度对残余应力的影响结果如图4和图5所示。腹板厚度分别取5 mm,8 mm,10 mm和12 mm。

图4 不同腹板厚度对垂直焊缝方向残余应力的影响

图5 不同腹板厚度对沿底板焊趾方向残余应力的影响
从图4可以看出,在垂直于焊缝方向,不同腹板厚度横向残余应力和纵向残余应力变化曲线基本相同。腹板厚度为5 mm时,由于腹板厚度较小,残余拉应力受板厚的影响较大,故残余拉应力区域较大,随腹板厚度的增加,残余拉应力区域逐渐减少。
从图5可以看出,在沿着底板焊趾方向,腹板越薄纵向残余应力区越大,但横向残余应力受腹板厚度影响较小,不同腹板厚度残余应力区变化不大。通过分析可知,焊接结构的残余拉应力随腹板厚度的增加而减小。
3.3 底板厚度的影响
将底板厚度作为残余应力的影响因素进行研究,不同底板厚度对于残余应力的影响结果如图6和图7所示。底板厚度分别取5 mm,8 mm,10 mm和12 mm。

图6 不同底板厚度对垂直焊缝方向残余应力的影响

图7 不同底板厚度对沿底板焊趾方向残余应力的影响
从图6和图7可以看出,在垂直于焊缝方向上,不同底板厚度对残余应力的影响较小。但在沿着底板焊趾方向上,不同底板厚度对横向残余应力和纵向残余应力影响较大,尤其在焊缝始端和末端,不同底板厚度横向残余应力和纵向残余应力变化明显。在焊缝始端,底板厚度越小纵向残余应力越大。对于此方向上的横向残余应力,在焊缝始端和末端附近均为压应力区,中间为拉应力区。底板厚度越小,拉应力区越大。通过分析可知,焊接结构的残余拉应力随底板厚度的增加而减小。
3.4 焊接速度的影响
将焊接速度作为残余应力的影响因素进行研究,不同路径上不同焊接速度对于残余应力的影响结果如图8和图9所示。焊接速度分别取5 mm/s,8 mm/s和 10 mm/s。从图8可以看出,在垂直于焊缝方向,靠近焊缝中心线位置,焊接速度越快,焊接残余拉应力峰值越小。从图9可以看出,在沿着底板焊趾方向,不同焊接速度在焊缝始端和末端焊接残余应力变化显著,在焊缝中段焊接残余应力变化平缓。

图8 不同焊接速度对垂直焊缝方向残余应力的影响

图9 不同焊接速度对沿底板焊趾方向残余应力的影响
4 结 论
(1)横向残余应力在焊缝始端和末端是压应力,焊缝中间为拉应力区,不同焊缝长度,应力变化趋势类似。焊接结构的残余拉应力随焊缝长度的增加而增加。
(2)焊接结构的残余拉应力随腹板厚度、底板厚度的增加而减小。
(3)焊接速度对于焊接结构残余应力也有较大影响,在靠近焊缝中心位置,焊接速度越快产生的残余拉应力峰值越小。
[1]赵明,罗德通,王海燕,等.CO2气体保护焊温度场与焊缝成形的有限元分析[J].机械工程学报,2013,49(14): 80-85.
[2]黄小叶.基于ANSYS的T型焊接接头温度场数值模拟[J].铸造技术, 2009(3): 1-6.
[3]肖冯,米彩盈.T型角接头焊接热源模型研究[J].电焊机, 2010, 40(6): 41-45.
[4]杨凯朝,李春福,王雁群,等.ANSYS有限元法在焊接温度场分析中的应用[J].铸造技术,2012,33(6):718-720.
[5]毛卫平,宁吉平,刘贵维,等.不锈钢薄板激光对接焊有限元仿真分析[J].热加工工艺,2009,38(19):122-125.
[6]高耀东,何雪.基于ANSYS单元生死技术的焊接模拟[J].热加工工艺, 2010, 39(7):120-122.
[7]孙盼,李文,姬庆玲.分体式捣镐的焊接有限元模拟[J].机械, 2013, 40(11): 39-42.
[8]WEI Y H,LIU R P,DONG Z J.Software package for simulation and prediction of welding solidification cracks[J].Science and technology of Welding and Joining,2003, 8(5):325-333.
[9]李冬林.焊接应力和变形的数值模拟[D].武汉:武汉理工大学,2003:3.
[10]《机械工程材料性能数据手册》编委会.机械工程材料性能数据手册[M].北京:机械工业出版社,1995.
Influence of Multiple Parameters on T-joint Welding Residual Stress
YANG Lei,JIANG Kebin,SHAO Fei,MA Chao
(The Field Engineering College,PLA University of Science and Technology,Nanjing 210007,China)
In order to study the influence of multiple parameters on T-joint welding residual stress,it used ANSYS finite element software to carry out numerical simulation for T-joint of arc welding,and analyzed the influence rule of different parameter change on welded joints residual stress.The results indicated that the residual stress of weldment will increase with the increase of weld length,when the thickness of web and bottom slab increases,the residual stress of weldment decreases.The welding velocity also has a significant impact on the residual stress of weldment,when the welding velocity increases,the residual stress peak decreases on the location of weld center.
welding;T-joint;ANSYS;residual stress
TG407
A
1001-3938(2015)10-0014-05
国家重点基础研究发展计划(973计划)项目(2014CB046801)。
杨 磊(1989—),男,汉族,陕西兴平人,在读博士,主要研究方向为焊接工艺。
2015-05-10
黄蔚莉
