X80长输油气管道闪光对接焊技术研究
2015-12-18高建文胡建春宋晞明傅建楠
高建文,胡建春,宋晞明,李 洁,傅建楠
(中国市政工程华北设计研究总院有限公司,天津300074)
X80长输油气管道闪光对接焊技术研究
高建文,胡建春,宋晞明,李 洁,傅建楠
(中国市政工程华北设计研究总院有限公司,天津300074)
针对长输油气管道建设对焊接质量的要求,对X80管线钢的闪光对接焊工艺进行了研究。通过对长输管道用X80管线钢化学成分及力学性能进行分析,结合选定的焊接方法和焊接工艺,对该管线钢进行了焊接,并对其焊接接头的力学性能进行了测试。结果表明,闪光对接焊得到的焊接接头性能良好,接头的强度、硬度、韧性等性能均满足X80管线钢管的安全要求。所选用的焊接方法和工艺参数可用于该管材的现场焊接。
X80;油气管道;焊接;闪光对焊;焊接工艺;力学性能
目前,世界油气管道的建设正朝着长距离、大直径、高压力方向发展。在管道建设中,焊接技术是其中最为关键的一环,管道接头的焊接质量关系到整个管道的长期安全运行和使用寿命,因此,焊接方法的选择对保证接头的焊接质量至关重要。
国外油气管道建设广泛采用自动化焊接技术,我国目前的管道焊接主要以焊条电弧焊和半自动焊为主,存在焊接质量难以保证、焊接易受外界环境影响、生产效率较低等问题。相比以上焊接方法,自动化程度高的闪光对接焊技术具有焊接质量好且稳定、无需使用焊接材料、野外施工不受气候因素影响、焊接时间短、可一次成型、生产效率高等优点,在轨道建设、建筑钢结构及其他行业已得到广泛应用,但闪光对接焊在油气管道建设方面的研究和应用较少。本研究结合现场施工需要,在焊接工艺参数试验的基础上,对X80高强度管线钢焊接接头的一系列性能进行了研究,为其在长输管线建设中的应用提供必要的理论参考和技术支持。
1 闪光对接焊原理
闪光对接焊原理如图1所示。焊件在夹紧力Fc作用下被夹紧,并在夹紧装置中装配成对接接头,在可移动夹具控制下,两焊接端面距离逐渐缩小至形成微小接触点,接触点通过电流而产生电阻热,使接触点迅速融化,从而形成闪光,产生强烈飞溅,此后通过移动夹具对焊接施加顶锻压力Fup,使接头迅速闭合并将液体金属及杂质层挤出,在顶锻力作用下接头发生强烈的塑性变形,使金属在高温下重新结晶,从而形成牢固接头。理论上,闪光越剧烈,对接焊效果越好。

图1 闪光对焊示意图
2 试验材料和试验方法
2.1 试验材料
试验用管材选用高强度和良好抗延性断裂能力的X80管线钢管,规格为φ1 219 mm×18.4 mm,其化学成分和力学性能分别见表1和表2。
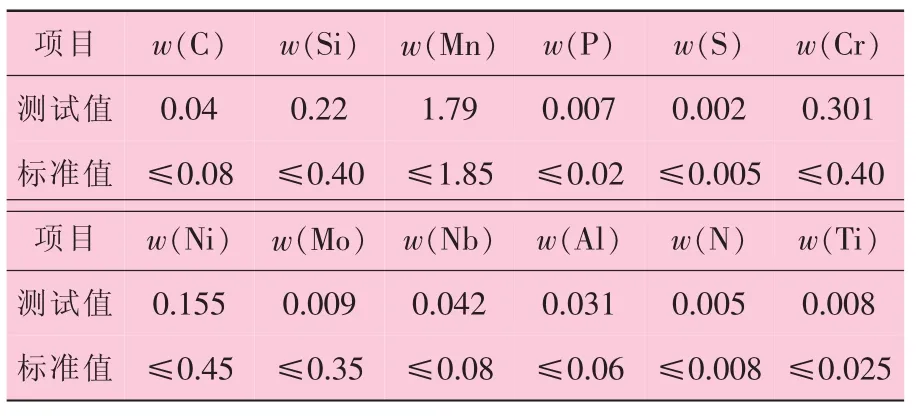
表1 X80管线钢化学成分 %

表2 X80管线钢力学性能
2.2 材料准备
闪光对接焊属于电阻焊的一种,要保证焊件与电极的良好接触,使电流通畅,以获得良好的焊接效果,因此焊前要打磨X80管线钢表面,去除其表面的氧化膜、油渍和锈蚀等,以减少管道与电极之间的接触电阻。焊接时要调整管道,尽量避免两管道间的错边并确保焊接过程中管道不滑动,在焊接过程中固定顶锻力和夹紧力等参数不变。
2.3 试验方法
焊接试验设备选用乌克兰K584Ch型管道闪光焊机,该焊机主要包括焊机、油泵站、控制柜、电源柜、油泵连接管和电缆5个部分。采用该设备对钢管进行焊接,经过多次焊接工艺试验,最终确定的焊接工艺参数见表3。

表3 闪光对接焊工艺参数
3 焊接接头性能测试结果及讨论
焊接完成后,首先对焊缝外观进行检查,采用闪光对接焊的接头焊缝无任何分解裂纹、未焊透、烧穿等缺陷,符合API外观检验标准要求。对接头焊缝进行100%射线探伤检测,经评定为Ⅱ级合格。然后将合格的焊接接头按照API 1105—2005《管道及相关设施焊接规范》的检测标准要求进行相关性能测试。
3.1 拉伸性能
根据API 1105—2005《管道及相关设施焊接规范》的要求,每个试样的抗拉强度必须大于或等于管材的名义抗拉强度,但不需要大于或等于管材的实际抗拉强度。试样拉断后,应观察断裂位置。如果试样断在焊缝或熔合区,其抗拉强度大于或等于管材的名义抗拉强度时,且断面无缺陷或缺陷类型和尺寸符合相关的无损检测要求,则该试样也合格[1-2]。因此,对X80钢闪光对接焊焊接接头进行拉伸试验,其基本要求是焊接接头的抗拉强度不低于母材的名义抗拉强度(621 MPa)[3-4]。如果试样断在焊缝区,其断面无缺陷或缺陷类型和尺寸还应符合相关的无损检测要求。据此要求,在试件上垂直焊缝取焊接接头横向板状拉伸试样,在试验机上进行拉伸试验,试验结果见表4。

表4 焊接接头拉伸试验结果
从表4可以看出,焊接接头的抗拉强度最小值为677.5 MPa,最大值为694.1 MPa,所有强度值均大于X80钢的名义抗拉强度621 MPa,且试样均在母材处断裂。对断口进行观察发现,断裂处均出现颈缩现象,属于典型的韧性断裂。试验结果表明,X80钢采用闪光对接焊可以得到较好力学性能的接头。
3.2 硬度测试
焊接接头热影响区的软化是高强度、细晶粒钢焊接时普遍存在的现象[5-6]。为了考察闪光对焊接头的硬度值和热影响区软化程度的影响,采用维氏硬度计对闪光对焊X80钢焊接接头的硬度进行了测量。图2给出了闪光对焊焊接接头心部及边部硬度值。

图2 焊接接头心部及边部硬度值分布图
从图2可以看出,焊缝区的硬度值明显低于热影响区的硬度值。心部焊缝区的硬度值最低,只有190 HV。边部焊缝区的硬度值较高,为196 HV,几乎等于心部母材硬度。从焊接接头心部硬度分布曲线可以直观地看出,热影响区的硬度值要高于心部母材的硬度,不存在软化现象。焊接接头边部热影响区硬度与母材硬度相当,也不存在软化区。
焊接接头边部热影响区和母材的硬度值都明显高于心部热影响区和母材,这与X80钢的轧制工艺有关。X80钢母材区域组织虽然都是铁素体和珠光体,但珠光体含量却自心部向外逐渐增多,使得超细晶粒X80钢的硬度值分布呈现上述特点。
3.3 冲击韧性试验
为了考察焊缝金属和热影响区的冲击韧性水平及其韧脆转变温度范围,对焊接接头在不同温度下的冲击韧性进行了试验。V形缺口位置分别位于焊缝和热影响区,试验温度为0~-40℃。表5为焊缝及热影响区在不同温度下的冲击功AkV和断口剪切面积SA试验结果。

表5 焊缝及热影响区在不同温度下冲击韧性试验结果
由表5可知,热影响区的冲击功及断口剪切面积普遍高于焊缝区金属,即使在-40℃的试验条件下,热影响区的冲击功也处于一个较高的水平,稳定性良好。-20℃试验温度下,焊缝和热影响区的冲击功最小单值分别为96 J和116 J,平均值分别为111 J和132 J,满足《X80管线钢应用工程焊接施工及验收规范》单值不小于60 J、平均值不小于80 J的要求。另外,从断口剪切面积数值来看,50%断口剪切面积韧脆转变温度较低,焊缝区在-20℃以下,热影响区在-30℃以下,表明焊接接头具有良好的低温韧性[7-10]。
图3为-20℃试验温度下焊缝和热影响区冲击断口表面形貌的扫描电子显微镜照片。从图3可以看出,高倍电镜扫描照片中都是韧窝形貌,说明断裂类型为韧性断裂,这与拉伸试验所得结论一致。

图3 焊缝和热影响区冲击试验断口表面SEM照片
4 结 论
根据API 1104—2005对X80管线钢闪光对焊工艺进行了研究,通过多次试验,最终得到的焊接接头力学性能良好,其抗拉强度、硬度与母材等强匹配,热影响区的软化现象不明显,并且具有良好的低温韧性。选用的焊接工艺合理,采用该工艺可以得到性能良好的焊接接头。
[1]黄福祥.国产X80管线钢焊接技术研究[D].天津:天津大学,2008.
[2]黄继强,李明哲,邹勇,等.工程建设中的管道焊接自动化[J].电焊机, 2010, 40(10): 73-76.
[3]李九生,杜则裕.石油管线的焊接工艺方案[J].焊接技术, 2001, 30(1): 22-23.
[4]隋永莉.国产X80管线钢焊接技术研究[D].天津:天津大学,2008.
[5]胡建春,陈龙,廖井洲,等.西气东输二线工程X80钢自动焊焊接工艺[J].压力容器, 2012, 29(4): 76-80.
[6]胡建春,陈龙,廖井洲.大直径X80油气输送管道焊接技术[J].焊管, 2012, 35(8): 19-22.
[7]张德芬,王进,景亮,等.热输入对X80管线钢焊接粗晶区组织与性能的影响[J].金属热处理,2014,39(2): 47-50.
[8]张楠,陈延清,王凤会,等.微合金X80管线钢焊接热影响区韧性与纤维组织[J].电焊机,2015,45(2):1-6.
[9]胡建春,张萍,李伟,等.长输管线用X80高强钢焊接技术研究[J].管道技术与设备,2012(6):30-35.
[10]董俊明,毛秋英,毕宗岳,等.X100和X80管线钢组织与冲击性能分析[J].焊管,2014,37(12):16-21.
Research on Flash Butt Welding Process of X80 Long-distance Oil and Gas Pipeline
GAO Jianwen,HU Jianchun,SONG Ximing, LI Jie,FU Jiannan
(North China Municipal Engineering Design&Research Institute Co.,Ltd.,Tianjin 300074,China)
According to the welding quality requirements of long-distance oil and gas pipeline construction,the flash butt welding process of X80 pipeline steel was studied.Through analyzing the chemical composition and mechanical properties,combined with the selected welding process and welding method,the welding was carried out for X80 pipeline steel,and the mechanical properties of its welded joints were tested.The results showed that the flash butt welding performance of X80 steel is very good,and the strength,hardness and low temperature toughness can meet the safety requirement of X80 grade pipeline steel.The welding method and the technological parameters can be used for site welding.
X80; oil and gas pipeline;welding;flash butt welding;welding procedure;mechanical properties
TG457
A
1001-3938(2015)10-0028-04
高建文(1967—),男,天津人,高级工程师,学士学位,主要从事燃气工程设计方面的工作。
2015-05-08
李红丽
