自由端板铸造工艺优化与实践
2015-12-16屈洪李春孙法俊
屈洪,李春,孙法俊
(中车戚墅堰机车有限公司铸钢公司,江苏常州213011)
自由端板铸造工艺优化与实践
屈洪,李春,孙法俊
(中车戚墅堰机车有限公司铸钢公司,江苏常州213011)
分析了铁路机车自由端板铸钢件存在的缩孔、气孔、粘砂等铸造缺陷,为了保证铸件质量,改进了铸造工艺,重新设计了浇注系统,并将发热冒口引入到新工艺当中。按新工艺生产的铸件内部及表面质量都有了较大的提高。
铸钢件;工艺改进;发热冒口;浇注系统
自由端板为铁路机车柴油机的关键零配件之一,该产品的最大轮廓尺寸为1 082mm×513mm× 162mm,最小壁厚10mm.材质为B级低合金钢,结构如图1所示,力学性能如表1所示。
在机加工后,要求对油道进行1M P a水压试验,不得渗漏。

表1 力学性能
1 原工艺方案及存在问题
自由端板原工艺方案如图2所示。在两个M20及R C2螺纹孔上方均采用的是带冒口颈的圆明冒口,冒口尺寸为φ120mm,冒口颈φ90mm;机加工后螺纹孔约30%存在缩孔问题,见图3.
原工艺方案中浇注系统采用的是两层阶梯式浇注系统,如图4所示。在铸件底部的四道内浇道附近存在大面积粘砂,如图5所示。
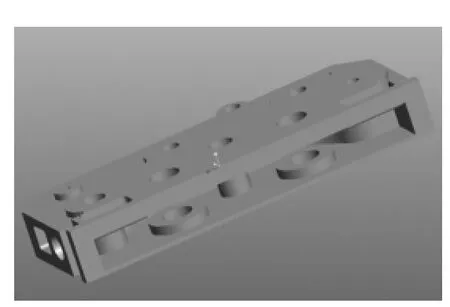
图1 产品三维图
2 铸造工艺改进
2.1 冒口改进
M20及R C2螺纹孔下方热节较大,原工艺的冒口虽然较大,但是带有冒口颈,导致冒口的有效模数减少,使得冒口与铸件之间没有足够的补缩通道,不利于冒口的补缩。

图4 浇注系统简图
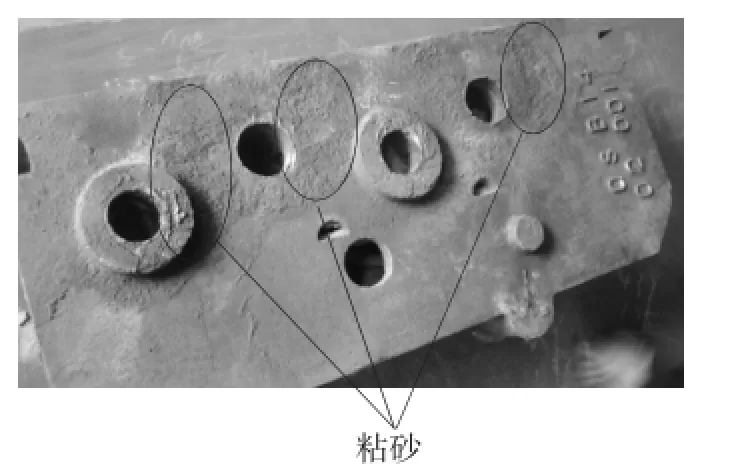
图5 浇口处粘砂
2.1.1 螺纹孔处热节分析
模数法是冒口设计当中的常用方法,铸钢件冒口计算通常采用简化模数法,然后再用补缩液量法校核[1]。
经过分析,两个M20螺纹孔处热节可以按板类件计算,其几何模数M1=δ/2=4.7/2=2.35 cm.
R C2螺纹孔处热节可以按圆柱体件计算,故几何模数M2=b/4=9/4=2.25 cm.
明冒口的冒口颈处的几何模数M3=b/4=9/4=2.25<M1,因此不利于冒口补缩。考虑到石灰石砂对钢水有激冷作用,根据经验值取有效模数M有效=M/1.2,所以M1有效=M1/1.2=2.35/1.2=1.96 cm,M2有效= M3/1.2=2.25/1.2=1.88 cm.
2.1.2 冒口型号选取根据公式MR=f×Mc[1].式中:MR——冒口有效模数;
M c——被补缩部分铸件模数;
f——扩大系数。选择发热保温顶暗冒口,故f取1.1;
MR1=MR2=f×MC1=1.1×1.96 cm=2.156 cm
MR3=f×MC3=1.1×1.88 cm=2.068 cm
所以选择发热保温冒口的型号为P r o y er 2008A811(冒口有效模数为2.25 cm,冒口容积420 cm3).
2.1.3 补缩液量校核
通过冒口有效补缩距离计算,找出铸件的冒口补缩范围[2],通过P r o-E软件分别计算得出需要补缩的铸件体积为VC1=1 270 cm3,VC2=1 370 cm3,VC3= 1 000 cm3.根据公式Vcmax=(η-ε)VR/ε,
式中:
Vcmax——可被冒口补缩的铸件最大体积;
η——为冒口的补缩效率,这里取35%;
ε——为钢水的体收缩率;
VR——为冒口容积。
由此可得:Vcmax=1 680 cm3,
即Vcmax>VC1,Vcmax>VC2,Vcmax>VC3,即冒口能够提供铸件收缩时所需的钢液。故该冒口的体积是满足冒口设计要求的。采用该种冒口生产的自由端板,螺纹孔机加工后不存在缩孔等铸造缺陷,满足图纸设计要求,采用发热冒口得到的铸件如图6所示。
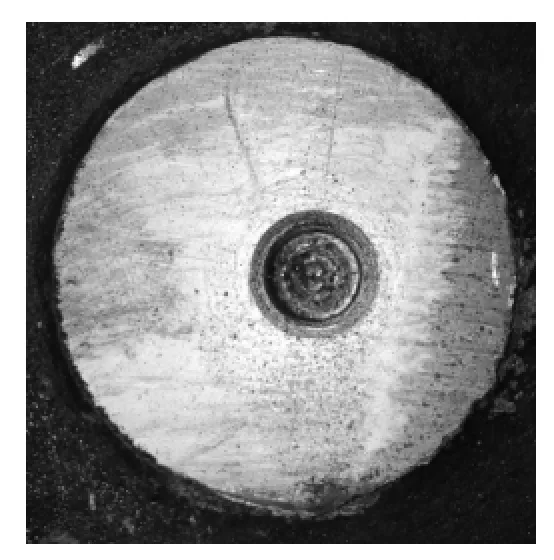
图6 采用发热冒口得到的铸件
2.2 浇注系统改进
考虑到底层内浇道附近存在大面积粘砂,首次改进直接把底层浇注系统去掉,采用单层顶注式浇注系统。经过试验发现,虽然解决了浇道附近粘砂问题,但是这样易造成浇不足问题(图7).
由于底平面壁厚薄,面积较大,浇注时因钢水流动性差,易造成分散薄层液流,不利于钢液充型,容易造成冷隔或浇不足缺陷。为解决该问题,选用倾斜浇注系统,倾斜角取10°,如图8所示。经过试验,该工艺解决了浇不足铸造问题,得到了表面质量较好的铸件生产铸件,如图9所示。

图7 浇不足缺陷
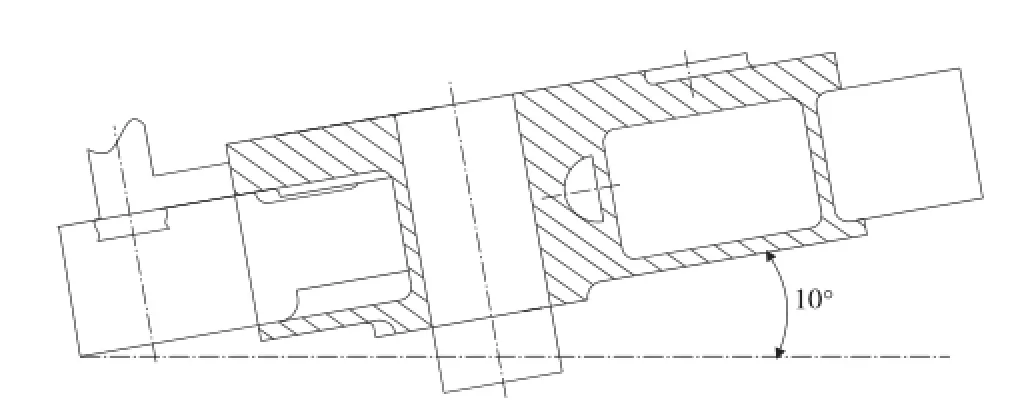
图8 倾斜浇注工艺简图
3 改进效果及经济效益
经统计,按新工艺投产后,螺纹孔缩孔发生率由以前的30%降至5%,与改进前相比,出现缩孔的概率大大降低了,机加工后的返工成本明显降低。
新工艺能有效提高工艺出品率和降低生产成本。原工艺浇冒口重215 kg,改进后浇冒口重160 kg,节约钢水55 kg,工艺出品率由原来的55%提高到62%.

图9 倾斜浇注效果
4 结语
使用发热保温冒口套,可大大延长冒口凝固时间,提高冒口的补缩效率,减少铸造缺陷的发生,降低生产成本。
浇注系统的优化可以有效的减少粘砂、浇不足等铸造缺陷,得到表面质量较好的铸件。
冒口系统的优化可以有效地提高产品的铸造工艺出品率。
[1]中国机械工程学会铸造分会.铸造工艺[M]//铸造手册:第5卷.北京:机械工业出版社,2003.
[2]王文清,李魁盛.铸造工艺学[M].北京:机械工业出版社.2002.
Optim ization and Practice for the Free End Plate Casting Process
QU Hong LIChun SUN Fa-jun
(Cast Steel company of CRRC Corporation Limited.,Changzhou Jiangsu 213011,China)
This paper systematically analyzes the problems of the free end p late steel castings in railway locomotive,such as shrinkage,porosity,burnt-on sand and so on.The pouring system was designed and the exothermic riser was used to improve the casting quality.The inner and surface quality of the casting produced by the new casting process has beenmuch improved.
steel casting,process optimization,exothermic riser,gating system
TG24
A
1674-6694(2015)06-0023-03
10.16666/j.cnki.issn1004-6178.2015.06.007
2015-08-26
屈洪(1988-),男,助理工程师,工学学士,主要从事铸钢件铸造工艺工作。
