毛坯铸件型腔压力检测装置
2015-12-16刘天平刘杰安少妮
刘天平,刘杰,安少妮
(共享装备股份有限公司,宁夏银川750021)
毛坯铸件型腔压力检测装置
刘天平,刘杰,安少妮
(共享装备股份有限公司,宁夏银川750021)
铸造行业内对一些有腔体结构的铸件,通常在精加工后再进行腔体压力检测,如果腔体有渗漏缺陷而报废,会造成精加工成本的浪费,本论文仅针对腔体为两端开口,且两端开口面正对,但上下开口面不平行,或者铸件腔体为通孔,且其中一端开口孔为小台面的铸件设计一套压力检测装置,实现了铸件在毛坯状态下的型腔压力检测,避免了因为型腔渗漏造成的精加工成本浪费。
铸件;型腔;压力检测装置
铸造行业内一些带有腔体的铸件,腔体一般作为油腔、循环水腔、压缩腔等,因此在质量检测时要对其进行压力检验,以确保腔体密封性良好,没有渗漏的风险。目前对于这类铸件型腔的压力检验是在铸件完成精加工以后,在型腔开口法兰面加工螺栓孔,用螺栓将平板和腔体的开口部连接,再进行水压检测。但对于毛坯铸件其腔体开口部位表面粗糙不平,用此方法进行压力检测时,在腔体开口处会出现漏水、漏气导致无法进行压力检测。铸件在全部精加工完进行压力检验,对于铸件制造方的风险成本大,尤其是铸铁件,发生渗漏,铸件将被报废,造成精加工成本的浪费。笔者通过现场实践设计一种用于毛坯铸件腔体开口上下法兰面不平行时的压力密封装置,用于检测毛坯铸件腔体有无渗漏缺陷,同时也适用于腔体一端开口孔为小台面的铸件的腔体压力检测,实现了铸件在毛坯状态下的型腔压力检测,避免了因为型腔渗漏造成的精加工成本浪费。
1 腔体开口上下法兰面不平行的铸件压力检测装置
1.1 装置结构及工作原理
该装置的结构如图1所示。
随形拉板11实现对腔体无法兰面一端开口的密封,腔体内设置锥块9,可通过灌入密封胶提高腔体的密封性,压板3通过橡皮垫2与毛坯铸件的腔体开口法兰面接触,实现毛坯铸件腔体口法兰面的密封,螺母5和强拉螺杆6使整个检测装置和铸件腔体口压紧密封。当利用气体检测时,13和14为进气管和出气管,所述压力表12为气压表。如果该压力检测装置利用水检测时,13和14为进水管和出水管,所述压力表12为水压表。从进水管13向铸件腔体内注入水,当水注满腔体时,水从出水管14溢出,通过压力表显示的水压值判断铸件腔体是否有渗漏,起到腔体压力检测的作用。压环7压紧油绳4,可防止在水/气压检测时,水/气沿强拉螺杆6向外溢出,影响压力检测的准确性。
1.2 装置的装配方式
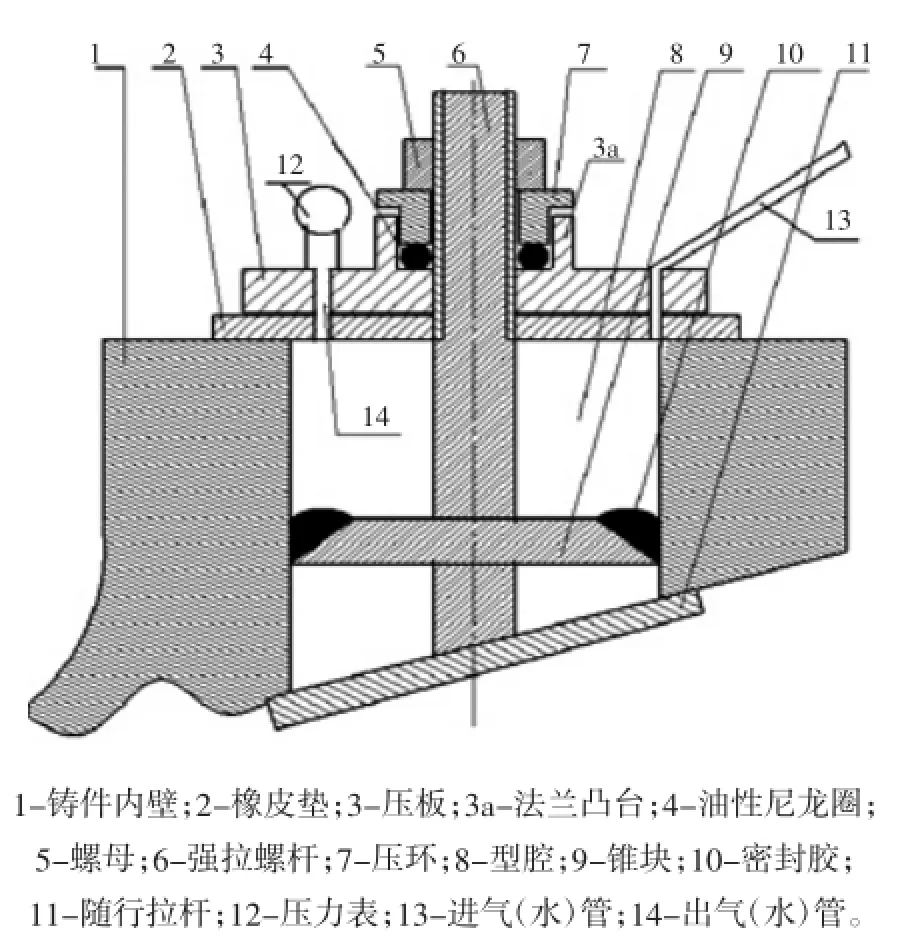
图1 腔体开口上下法兰面不平行的铸件压力检测装置和待检铸件装配示意图
将图1中随形拉板11、锥块9和强拉螺杆6做成一体,从铸件腔体下部开口处放入,从铸件腔体上开口处向锥块9与铸件内腔壁之间形成的凹槽处灌入密封胶10,将橡皮垫2中部穿过强拉螺杆6压在铸件腔体开口的上法兰面上,将压板3穿过强拉螺杆6压在橡皮垫2上,再向法兰凸台3a与强拉螺杆6之间形成的凹槽中放入油性尼龙圈4,将压环7套入强拉螺杆6后嵌入法兰凸台3a与强拉螺杆6之间形成的凹槽中,压在油性尼龙圈4上,将螺母5套入螺杆内旋紧并压在压环7上,向压板3和橡皮垫2的两侧分别插入进气(水)管13和出气(水)管14,并在出气(水)管14的上部安装压力表12,此时压力检测装置全部安装完毕。
其中强拉螺栓6的材质为中碳钢,淬火处理,配套螺母5选取标准件;锥块9和随形拉板11材质为中碳钢,成型调质处理;压板3的材质为低碳钢。
2 腔体一端开口孔为小台面的铸件的腔体压力检测装置
2.1 装置结构及工作原理
该装置主体结构如图2所示主,由锥体10、强拉螺杆6、螺母5、压板3、橡皮垫2、油性尼龙圈4、压环7、锥形橡。皮垫9、压力表11、进气(水)管12、出气(水)管13组成。
从图2可看到锥体10卡在有小台面的开口孔处,并通过锥形橡皮垫9密封一端口,压板3通过橡皮垫2与毛坯铸件的腔体开口法兰面接触,实现毛坯铸件腔体口法兰面的密封,螺母5和强拉螺杆6使整个检测装置和铸件腔体口压紧密封。当利用气体检测时,12和13为进气管和出气管,所述压力表11为气压表。如果该压力检测装置利用水检测时,12和13为进水管和出水管,所述压力表11为水压表。从进水管12向铸件腔体内注入水,当水注满腔体时,水从出水管13溢出,通过压力表显示的水压值判断铸件腔体是否有渗漏,起到腔体压力检测的作用。压环7压紧油绳4,可防止在水/气压检测时,水/气沿强拉螺杆6向外溢出,影响压力检测的准确性。
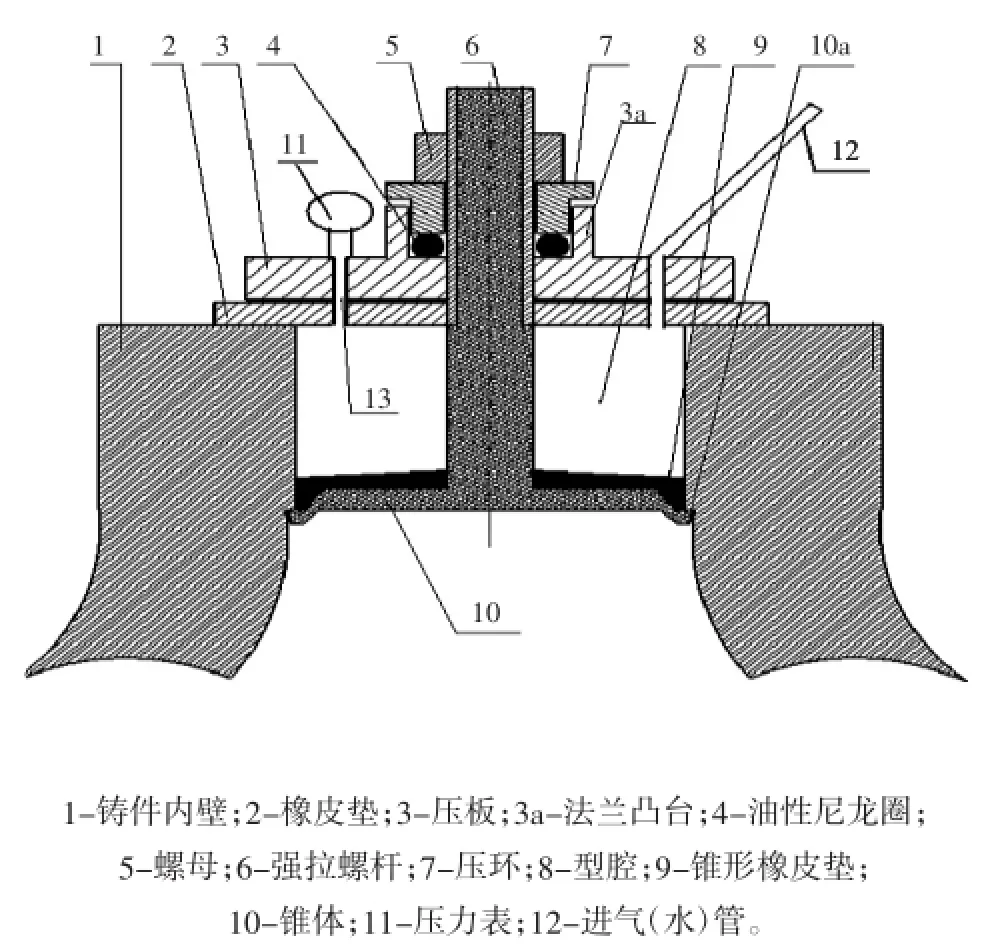
图2 腔体一端开口孔为小台面的铸件的腔体压力检测装置和待检铸件装配示意图
2.2 装置的装配方式
其安装使用过程如下:将锥形橡皮垫9穿入强拉螺杆6,并嵌入锥体10的锥角内,锥体10和强拉螺杆6焊接成一体,从铸件腔体下部开口处放入腔体,确保锥体10的凸台挡块10 a卡在腔体开口端的小台阶上,将橡皮垫2中部穿过强拉螺杆6压在铸件腔体开口的上法兰面上,将压板3穿过强拉螺杆6压在橡皮垫2上,再向法兰凸台3a与强拉螺杆6之间形成的凹槽中放入油性尼龙圈4,将压环7套入强拉螺杆6后嵌入法兰凸台3a与强拉螺杆6之间形成的凹槽中,压在油性尼龙圈4上,将螺母5套入螺杆内旋紧并压在压环7上,向压板3和橡皮垫2的两侧分别插入进气(水)管12和出气(水)管13,并在出气(水)管13的上部安装压力表11,此时压力检测装置全部安装完毕。
3 效果验证
1)压力检测装置,压板与铸件腔体开口法兰面之间安装橡胶垫,避免了因为腔体开口法兰面粗糙导致密封不严的问题;
2)压力检测工装在使用过程中,可以向锥块中灌密封胶,使锥块和腔体壁彻底密封,提高了检测的准确率;
3)图2的压力检测工装在使用过程中,螺母和强拉螺杆不断拧紧,可使锥体和锥形橡皮垫向上挤压,彼此间封闭牢固,提高了检测的准确率;
4)压板和螺母之间安装压环,使螺母安装平稳,可以完全压实压板和橡胶垫。压环凹槽中放入油性尼龙圈,螺母旋紧过程中油性尼龙圈具有一定的弹性和黏性,不断下压油性尼龙圈,密封强拉螺杆螺纹间隙,防止油性尼龙圈以下气(水)从强拉螺杆螺纹间隙中渗出,密封很牢固,提高了检测的准确率。
4 结束语
该压力检测装置非常适用于毛坯铸件腔体的压力检测,之前的压力检测需要铸件精加工后才能进行,而此检测装置铸件在毛坯状态下就可以进行压力检测,一旦发现腔体有渗漏,就不再对铸件进行精加工,节省精加工成本,但本装置目前只适用于腔体开口上下法兰面不平行的毛坯铸件,或者腔体一端开口孔为小台面的铸件。
Pressure Detection Device for Cavity of Rough casting
LIU Tian-ping LIU Jie AN Shao-ni
(KOCELMACHINERY CO.,LTD.,Yinchuan Ningxia 750021,China)
In foundry industry,the cavity pressure test of castings with cavity structure often are carried out after finish machining.The castingswith the leakage defect are rejected,whichmaymake the waste of the finishing cost.Aimed at the casting with the openings on both ends,moreover both the opening surface are directly faced,the top and bottom surface is not parallel or the casting cavity is opening,and one of it has small surface,the pressure testing device was developed to test the cavity pressure in workblank state,without the finishing costwaste caused by the cavity leakage.
casting,cavity,pressure testing device
TG247
A
1674-6694(2015)06-0039-03
10.16666/j.cnki.issn1004-6178.2015.06.013
2015-09-07
刘天平(1974-),男,汉族,宁夏中宁县人,副高级工程师,现从事铸造行业产品质量改进工作。
