AHTS艉推基座制作、装焊工艺
2015-12-14徐建德卓慈承
李 苗,徐建德,卓慈承
(浙江造船有限公司,浙江宁波 315400)
AHTS艉推基座制作、装焊工艺
李 苗,徐建德,卓慈承
(浙江造船有限公司,浙江宁波 315400)
SPA80 AHTS锚作拖带供应船是具有高技术含量、高附加值的新型船舶,因其艉推基座直径大、面板板厚,而又平面度要求高,对装配、焊接等施工带来了一定难度。本文通过对基座下料及焊接、工艺孔开设、基座四周结构的装焊等步骤、工艺的明确,顺利解决了上述难题,给同类型结构的施工积累了经验。
艉推进器;装焊
0 引言
浙江某造船有限公司所承建的SPA80 AHTS是一艘具有高科技含量的小型三用工作船,采用全电力推进系统,配置三台柴油发电机级及艉部的多个推进器,具备DPII动力定位能力,同时添加了无人机舱控制功能,这些配备保证了其即使在恶劣的环境下,仍具有卓越的可靠性和操控性。文章介绍了SPA80 AHTS锚作拖带供应船艉推基座制作、装焊工艺。
1 基座下料及焊接
1.1 基座面板制作
本船共由3个艉推基座构成,每个基座有3块80mm厚的板对接而成,其件号分别为:a)102-3D0-1D247、102-3D0-1D248、102-3D0-1D266;b)102-3D4000A-1N215、102-3D4000A-1N216、102-3D4000A-1N238;c)102-3D4000Q-1N215、102-3D4000Q-1N216、102-3D4000Q-1N238。开 X型对接坡口。
基座面板焊接前要求预热至约 150℃,采用CO2多层焊,反面清根出白后再进行烧焊。
在电焊过程中应防止焊接变形,要求在平整的胎架或平板上进行施焊,并采用对称焊接和适当的刚性固定措施(不允许在自由状态下进行施焊)[1]。
这三个基座外径尺寸分别为:a)船中:Ø1720±3mm;b)两舷:Ø1970±3mm;c)两舷:Ø1970±3mm。并要求3基座内径尺寸最小为:a)船中:Ø1380+2mm;b)两舷:Ø1630+2mm;c)两舷:Ø1630+2mm。为避免焊接变形等因素影响基座内径尺寸,对基座板预放了一定的余量。此部分余量要求在基座对接烧焊完毕、平整度等达到要求后,按上述内径尺寸要求,进行修正并确保基座内径的正圆度及线型光顺。
电焊完工后,要求对烧焊处进行回火,并保温4小时以上。对其基座表面进行测量,平整度控制在±1mm之内,如超差,必须矫正。
对接焊缝磨平,焊缝100%UT检验。
1.2 基座腹板(筒体)制作
这三个艉推基座筒体分别由:e)102-3S997R、102-3S998R、102-3S999R;f)102-3S994R、102-3S995R、102-3S996R;g)102-3S994R、102-3S995R、102-3S996R对接而成,按要求下料、并开好对接坡口及与基座面板的角接坡口。
按要求进行拼板,并进行烧焊,要求制作完成后筒体外径为:e)船中:Ø 1450±2mm;f)两舷:Ø 1700±2mm;g)两舷:Ø 1700±2mm。
焊缝100%UT检验。
1.3 基座面板与筒体焊接
在水平胎架上,固定好面板,调平后(±1mm),四角刚性固定,基座中心要求与筒体中心一致。
为减少基座变形,焊接顺序如图1所示,采用退步焊和对称施焊(先烧焊内侧);CO2多层焊:打底焊电流不能超过 220A,盖面焊电流不要超过250A[2]。
内侧烧焊完工后,对基座表面进行测量,若变形较大应停止继续施工并采取一些相应的措施。
腹板外侧焊缝须进行清根,并检验合格后方可施焊,焊接要求同上。
电焊完工后,对基座表面平整度进行再次测量,合格后方可转入下道工序。
焊缝100%UT检验。

图1 焊接顺序
2 基座及周围结构装焊
在分段制作过程中,按图2所示将主甲板三个艉推设备吊装工艺孔开掉。
待分段拉线完工后,根据要求将筒体下口余量割除与船体外板进行焊接,要求连续焊、全焊透,焊脚高度7mm,焊接顺序如图1[3]。
装焊基座四周加强材。由于T型材结构局部空间狭小、无法烧焊,现对其烧焊步骤和方法明确如图2和图3所示。

图2 主甲板工艺孔
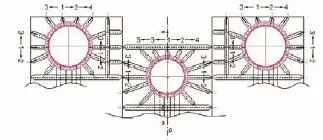
图3 “T”型材装焊顺序
如图3所示,每边的T型材要求从中间往两侧装焊,要求连续焊、焊脚高度7mm。对无法进行双面焊的区域,要求对腹板开坡口,单面焊双面成型,具体要求如图4所示。
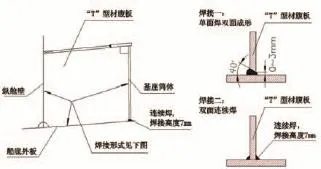
图4 焊接要求
3 总结
SPA80 AHTS系列船艉推基座因其板材厚、直径大,而整体平面精度要求高的特点,对装配焊接提出了较高的要求,本文通过明确对艉推基座下料、基座面板及筒体的装配、焊接及基座周围结构的焊接等步骤的工艺,有效地控制了艉推基座在装焊过程中可能产生的变形,为后续精加工提供了良好的先决条件,也为其他船类似结构的装焊积累了经验。
[1]中国船级社.钢制海船入级规范[S].北京:人民交通出版社,2006.
[2]黄浩.船体工艺手册[M].北京:国防工业出版社,2013.
[3]中国船舶工业总公司CB/T3190-1997.船体结构焊接坡口形式及尺寸[S].1997.
Production and Installation Process of Stern Thruster Foundation of SPA80 AHTS
Li Miao,Xu Jian-de,Zhuo Ci-cheng
(Zhejiang Shipbuilding Co.,Ltd.,Zhejiang Ningbo 315400,China)
SPA80 AHTS(anchor handing/tug supply vessel)is a new type of ship with high technology and high value.Because of the large diameter of the stern thruster foundation,the thick flange and the high requirement of the levelness,it is difficult to assemble and weld.The paper defines the steps of the foundation of nesting and welding,art work hole cutting and the assembling and welding of the structure around the foundation,which is successfully solved in the work.The process may accumulate experience for the work of similar types of structures.
stern thruster; assemble and weld
U664.3
A
10.14141/j.31-1981.2015.06.006
李苗(1982-),女,工程师,研究方向:船舶设计。