色版色体系模型在跟色排染系统中的应用
2015-12-08黄娟秀文卓凌群民邓继勇
黄娟秀,文卓,凌群民,邓继勇
(1.湖南工程学院化学化工学院,湖南湘潭411104;2.东莞德永佳纺织制衣有限公司,广东东莞523130)
色版色体系模型在跟色排染系统中的应用
黄娟秀1,2,文卓2,凌群民1,2,邓继勇1*
(1.湖南工程学院化学化工学院,湖南湘潭411104;2.东莞德永佳纺织制衣有限公司,广东东莞523130)
根据印染行业的生产特点,以间歇式纯棉布染色实际生产以及排产为例,通过Datacolor测色配色仪测色版的三刺激值(L*、C*、h),建立了颜色跟色排染系统模型.试验结果表明该模型能快速、高效的解决了实际生产中人工跟缸染色不足的问题,同时模型判断的准确率高达99%,可为企业生产降低风险及成本提供参考.
色版色体系;模型;颜色跟色排染系统
跟缸是印染企业间歇式染色机的排产人员将颜色深浅、色光、鲜艳度相同或相近的产品尽可能安排在同一染缸染色,以减少清洗染缸的次数,提高企业的生产效率.目前,大部分企业跟缸完全由技术工人根据颜色深浅、色光、鲜艳度等因素人为的进行经验性的跟缸调度,很难保证统一性和标准性,存在不可避免的人为误差,同时这种人工染色跟缸费时、费力,而且很难囊括影响染色跟缸的所有因素[1-3].为了解决这一问题,本文以东莞德永佳纺织制衣有限公司纯棉布染色排产为例,依据孟赛尔色彩体系[4-5]和Datacolor的测色原理[6-7],在保证染色质量的前提下,探索一套自动跟缸模型并应用于实际生产.研究结果表明,此模型具有较高的灵活性,能快速、高效的解决实际生产中人工跟缸染色的不足,大大提高企业的生产效率.
1 色版色体系模型方程的建立
色版色体系模型依据L*a*b色空间平面图(如图1)和生产实际测得的颜色三刺激值(h、C*、L*)建立.由于纯净单一的染料的吸收峰往往为分段抛物线吸收曲线,而在实际生产中是由不同种染料根据同色异谱原理拼混出需要的色光,不同染料的吸收峰在K/S反射曲线中是不可能达到纯净染料的单一吸收峰.因此只能在该色光的最大吸收峰即实际h值周围建立仿真吸收峰曲线模型来表征该颜色在整个C*、h坐标曲线上的分布情况,故我们引入多项式函数的图像来讨论本文模型的建立.再根据工厂的生产用料沾色性质,并结合实际工厂跟缸经验,总结出该多项式为二项式时吻合度最高.然后利用上一缸生产颜色的三刺激值和原点求出二次项的各项系数.
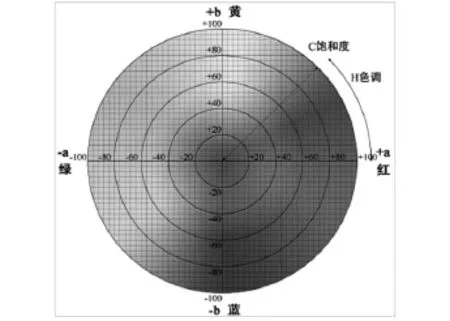
图1 L*a*b色空间平面图
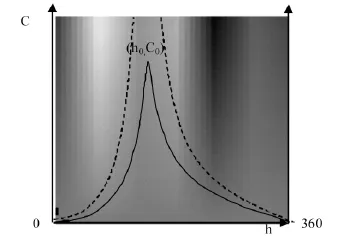
图2 孟赛尔体系h*C的平面图
由图2可知,当下一缸生产颜色的色相位于上一缸生产颜色的色相的左边时,由原点(0,0)和上缸颜色的刺激值(h0,C0),可得抛物线方程为:C1=(C0-w);当下一缸生产颜色的色相位于上一缸生产颜色的色相的右边时,由上缸颜色的刺激值(h0,C0)和端点(360,0),可得抛物线方程为C1=(C0-w)/(h0-360)2×(h1-360)2.考虑实际生产过程中允许存在一定的偏差带,需在上述模型方程右边加上(360-|h0-h1|)/y,另外当下一缸是红色或紫色时,需将色谱向右平移,即h′1=h1+360;否则h′1=h1.故所得模型方程为:

C值越大,表示颜色越鲜艳.而越鲜艳的颜色,根据实际生产经验,往往深度方面的提升力不足,因此如果单以L值作为深浅色跟色依据还不够,故针对鲜艳的颜色经验范围对L值进行修正,转换为L'进行色深度判断.当,当C<r,L′=L.
上述各参数分别为:C1:下一缸生产颜色的彩度;C0:上一缸生产颜色的彩度;h1:下一缸生产颜色的色相;h0:上一缸生产颜色的色相;L1:下一缸生产颜色的明度;L0:上一缸生产颜色的明度;x:深浅偏差接受的偏差范围值;y:通过色相校正彩度后接受的偏差范围值;z:浅色跟色接受偏差范围值;r:颜色深度较正系数接受偏差范围值;w:曲线斜率校正系数.其中x,y,z,w,r值由工厂生产实际颜色刺激值导出(公司实际排产数据中随机选取50张不同颜色全棉布类颜色刺激值见表1),结果依次为19,7,65,15,40.整理后结合上述公式进行计算机程序跟色三级判断:第一级判断深浅偏差(x)是否可达到跟色要求;第二级判断彩度偏差(C1)是否可达到跟色要求;第三级进行绝对浅色(z)是否可达到跟色要求判断.
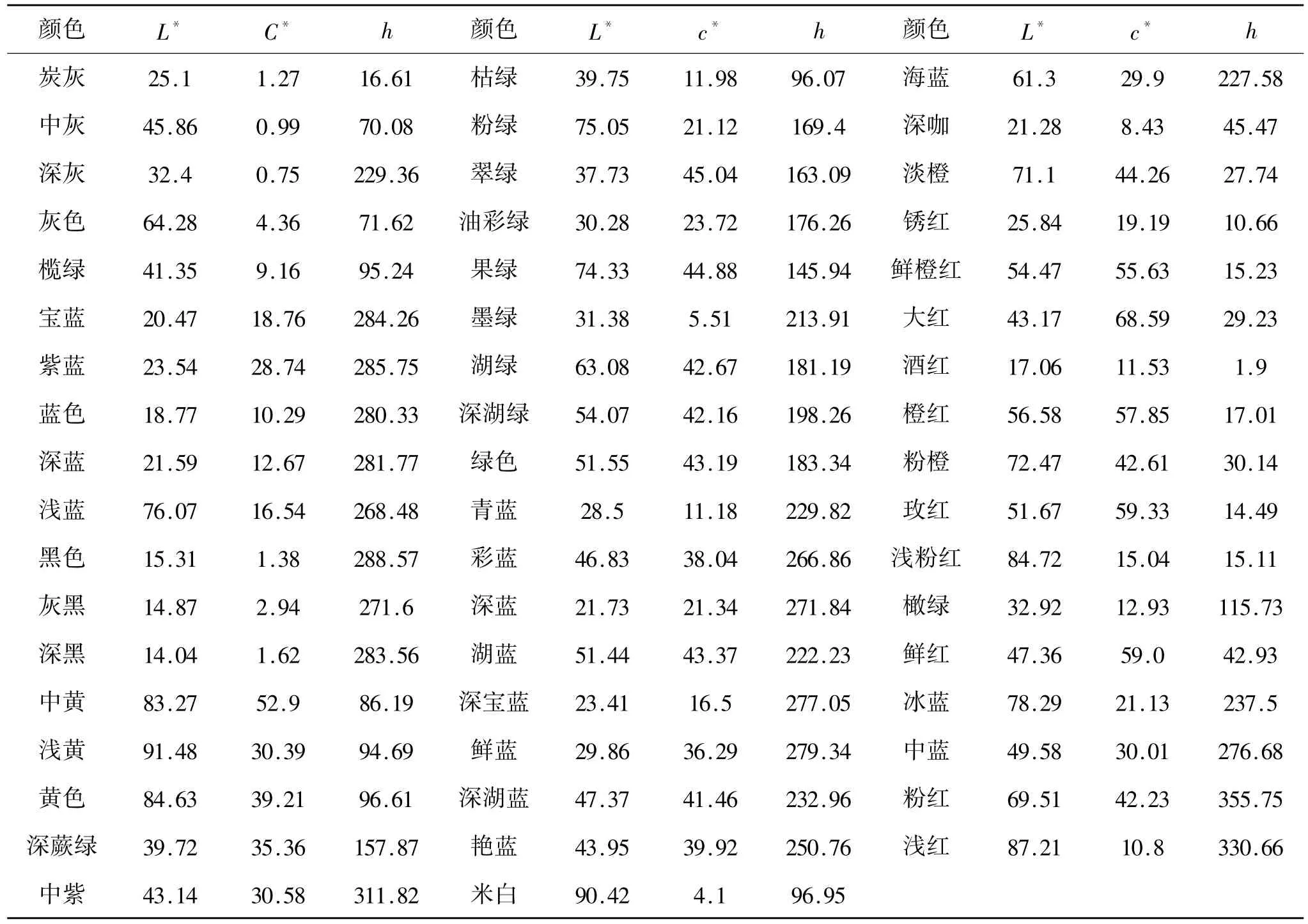
表1 试验选样的三刺激值
2 仿真实验
从公司染布工厂中随机选取10个全棉布类样本,样本的配方信息如表2,用Datacolor测色配色仪在D65灯下测其L*、C*、h值,结果如表3.工厂实际操作和根据模型计算得出的跟缸结果分别如表4、表5.

表2 样本的配方比例

表3 样本的三刺激值
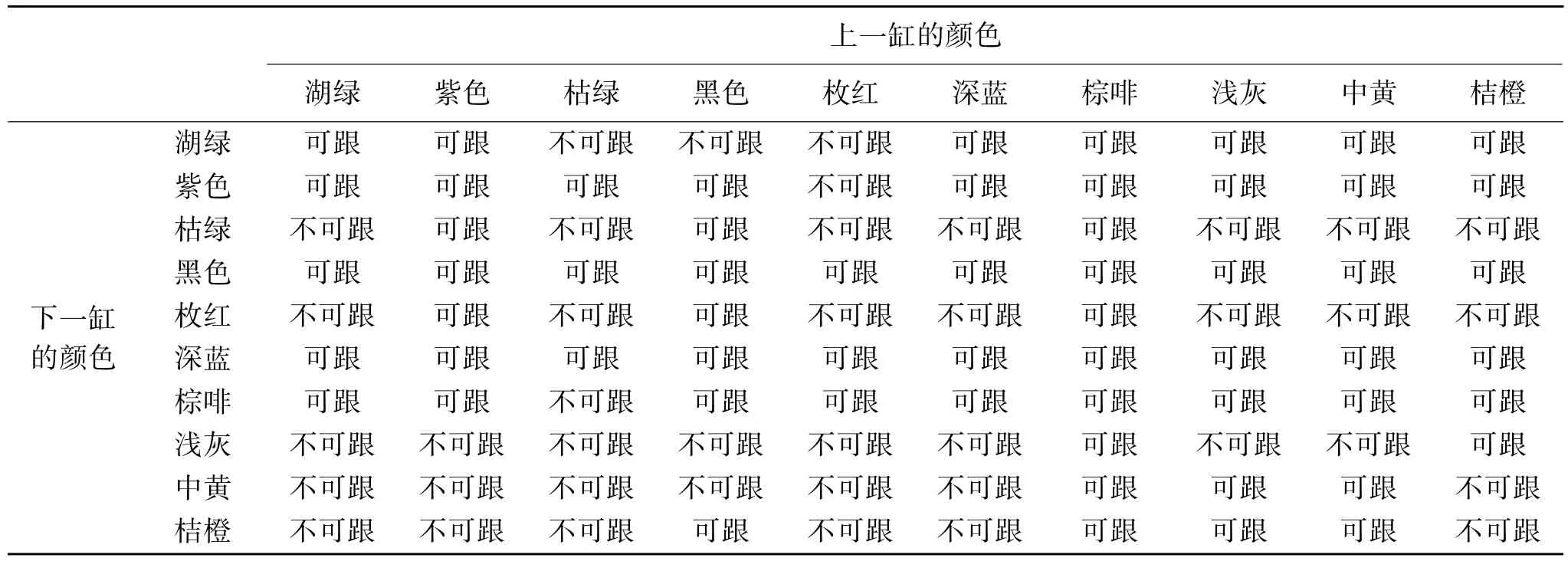
表4 工厂实际经验所得的跟缸结果
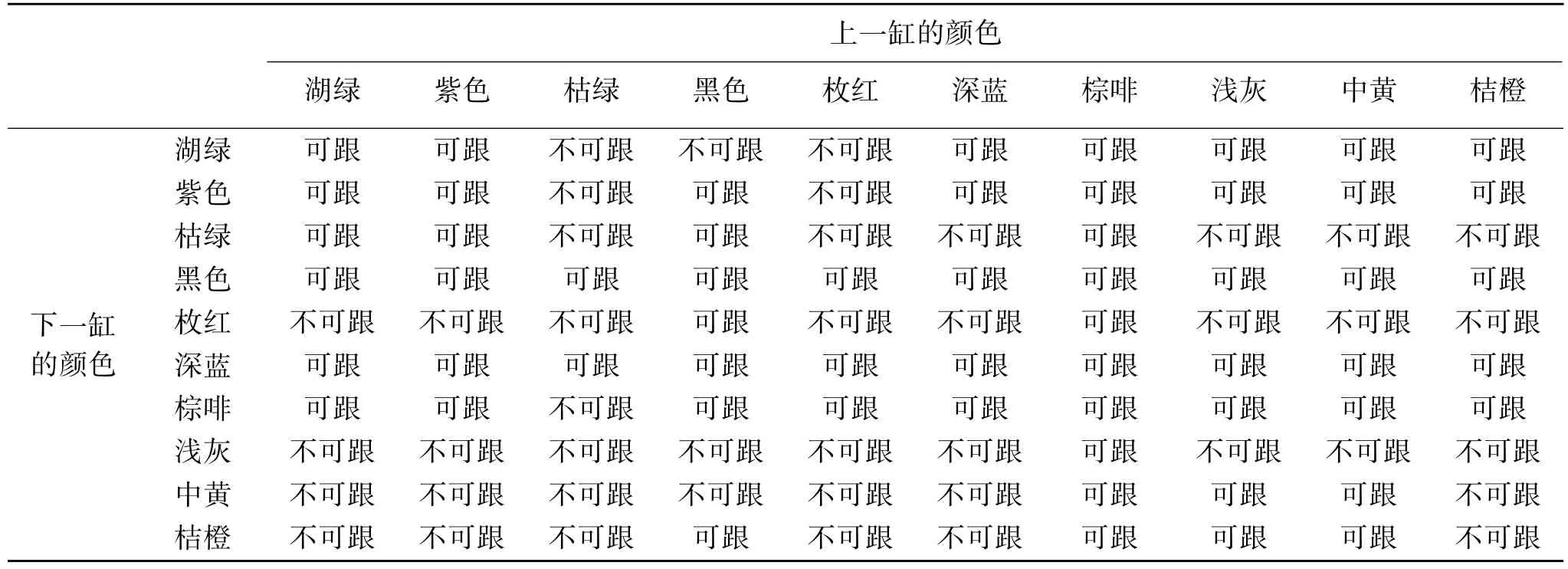
表5 根据模型计算得出的跟缸结果
3 结果分析
由表4、5可知,模型计算得出的跟缸染色结果与工厂实际操作的跟缸吻合度为96%,符合工业生产要求,但紫色跟湖绿、玫红跟紫色、枯绿跟黑色、浅灰跟枯绿有偏差.为了解决这个偏差,选用50 Kg缸进行实际跟缸实验,测量第二缸与第三缸的色差值(ΔE)来判断是否可跟.因为行业能接受的色差范围是ΔE≦0.5,所以当ΔE≦0.5时,视为可跟,否则为不可跟.实际跟缸实验结果如表6所示.

表6 实际跟缸实验结果
由表6可知,在有偏差的四种跟缸操作中,人工判断只有一缸正确,其余三缸都属于模型判断正确.模型判断虽然仍有一缸判断错误,但主要是由于染料的沾色性能表现的多样性引起的.再因所选的50缸试验样本中包涵了行业中公认的沾色高风险性的湖蓝色系,导致在筛选模型的最佳参数时比较保守,所以此不足不会造成质量问题,只会使排产趋于一种低风险型模式.
4 结论
(1)根据颜色的三刺激值即L*、C*、h,得出模拟实际生产的染色跟缸的数学模型,即

(2)通过模型得出的跟缸判断结果的准确性高达99%,比人为经验性的跟缸判断效率高,降低了企业的跟缸风险和生产成本.
[1]孙兆伟,李智.基于遗传算法的针织染色生产调度方法[J].青岛大学学报,2008,6(2):53-57.
[2]蒲宗耀,陈松.印染行业节能减排技术现状及发展方向[J].纺织科技进展,2007,35(9):1-4.
[3]戴智杰,宋执环,宋春跃.基于遗传算法的浸染生产排缸策略[J].运筹与管理,2006,15(2):149-153.
[4]色研.色立体的主要学派应用色彩体系[J].江苏纺织,2011(8):35-40.
[5]莫思特,刘天琪,李碧雄.基于HSL颜色空间的自动白平衡算法[J].四川大学学报,2013,45(6):95-99.
[6]严瑛.颜色数据化管理及Datacolor的测色原理简介[J].染整技术,2012(5):47-49.
[7]左凯杰,孙伟.Datacolor测配色系统在化验室配方调整中的应用[J].针织工业,2009(11):36-38.
Study on the Application of Color Version System in Vat Arrangement
HUANG Juan-xiu1,2,WEN Zhuo2,LINGQun-min1,2,DENG Ji-yong1*
(1.Department of Chemistry and Engineering,Hunan Institute of Engineering,Xiangtan,Hunan 411104;2.Dongguan Texwinca Textile&Garment LTD,Dongguan,Guangdong 523310)
Vat system in dyeingmodelwas established according to the production characteristics of printing and taking actual production of cotton dyed with batch dyeing for instance by using tri-stimulus value(L*,C*,h)of datacolor in this paper.The experimental results show that thismodel can quickly and efficiently solve vat arrangement problem of insufficient artificial in the actual production,while its accuracy can reach up to 99%.Thus the risk of vat arrangement and production cost have been reduced.
color version system;model;vat arrangement
TS195.644
A
1671-9743(2015)11-0050-04
2015-10-09
黄娟秀,1989年生,女,湖南邵阳人,硕士研究生,研究方向:染整与纺织化学.
*通讯作者:邓继勇,1967年生,男,湖南常德人,教授,博士,研究方向:有机功能材料.
