热源同轴辅助搅拌摩擦焊热过程数值分析
2015-12-08封小松尹玉环马子奇
许 辉,封小松,尹玉环,马子奇
(上海航天设备制造总厂,上海200245)
热源同轴辅助搅拌摩擦焊热过程数值分析
许 辉,封小松,尹玉环,马子奇
(上海航天设备制造总厂,上海200245)
针对空间环境焊接修复与组装需求,提出热源辅助固相焊接方法,以避免高真空与微重力空间环境的不利影响。该辅助热源采用激光同轴加热中空搅拌头,间接为焊缝提供热输入。在对激光束于搅拌头小孔中的反射与吸收行为进行分析的基础上,建立复合焊接热源模型,对复合焊接过程温度场进行了数值计算。分析结果表明,加入激光辅助热源能将焊缝最高温度从394℃提高到511℃,激光热量主要加热搅拌针周围的材料,具有局部加热的特点;在相同条件下,辅助热源提高了焊接热输入,焊缝金属软化程度增加,为降低焊接作用力和提高焊接速度提供条件;仿真结果与实测结果对比的一致性说明复合焊接分析模型能够用于预测焊接过程的温度场,为优化工艺参数提供理论依据。
辅助热源;搅拌摩擦焊;同轴复合;数值模拟
1 引言
按照我国载人航天规划,将逐渐建成短期有人照料的空间实验室及长期有人参与的空间站,这些航天器服役时间从3~5年到10~12年不等。空间站等长时间运行,使得其在轨维护与修复变得十分必要。焊接作为一种永久性连接方法,是空间维修维护必不可少的一项工艺技术[1]。
但是空间环境特殊性(高真空、微重力、大幅度温度交变)限制了一般熔焊方法的使用[2]之一,搅拌摩擦焊(Friction Stir Welding,FSW)的固相连接特点能够有效规避重力和真空对焊接过程的影响,使其成为空间焊接的理想选择[3]。但是,搅拌摩擦焊对焊接设备的承载要求高,在空间环境中较难加载,需要降低搅拌摩擦焊对承载力的要求,提高焊接热输入被证明是可行的方法[4]。马歇尔空间飞行中心采用了提高转速的方法来增加焊接热输入,提高材料软化程度,从而降低焊接作用力,但高转速(超过10000 rpm)的不稳定带来了诸多问题[5],另一种增加热输入的方法是引入辅助热源加热。
辅助热源一般加载在搅拌头前方的工件上,提前预热待焊材料[6-9],但这种复合方式影响因素众多,且扩大了对工件的加热范围。因此,提出激光同轴加热辅助搅拌摩擦焊方法。
为了分析该新型方法的复合效果,本文采用有限元软件对复合焊接过程的温度场进行了模拟,在这一过程中,热源耦合效率与辅助热源热量分布、双热源能量匹配等参数相关。本文考察了搅拌头插入焊接工件原位摩擦和沿焊缝前进两个阶段的温度场,对复合焊接过程中的热过程行为进行了定量分析,研究结果将为深刻理解空间环境热源辅助搅拌摩擦焊的连接机制、优化焊接工艺提供支撑。
2 激光辅助搅拌摩擦焊过程分析
2.1 激光辅助搅拌摩擦焊原理
激光辅助搅拌摩擦焊的原理如图1所示。采用中空的主轴电机和搅拌摩擦焊工具,将激光能量引入搅拌头内部,在深而窄的搅拌头小孔内,实现对光能到热能的高效转化。辅助热能通过搅拌头传递给工件,与摩擦热一起,实现对工件的焊接热输入。该焊接方法额外施加了热源,能够在同等的搅拌摩擦焊参数下,是实现对工件狭小区域的高效加热,从而降低焊接过程作用力,便于实施空间环境焊接。
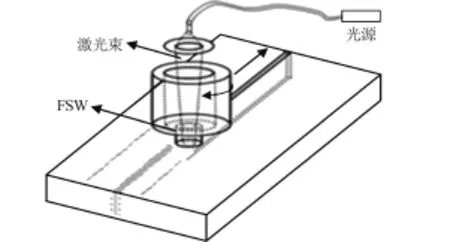
图1 激光辅助搅拌摩擦焊示意图Fig.1 Sketch of laser assisted FSW
2.2 搅拌摩擦焊接过程产热分析
常规搅拌摩擦焊的热量主要来源于搅拌头轴肩和搅拌针与工件的摩擦产热,如图2,以及金属塑性变形产热,由于塑性产热所占比例较低,模型中忽略不计,只考虑摩擦产热[10]。
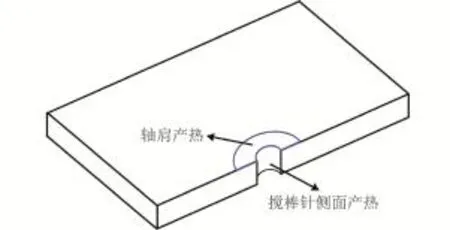
图2 搅拌摩擦焊接过程产热分析Fig.2 Heat generated during FSW process
2.3 激光能量吸收特点分析
搅拌头设计成中空形式,在搅拌针中心加工盲孔,如图3所示。
激光聚焦后,光束通过中空搅拌头进入该小孔内部,将会在孔内表面上发生多次反射,使激光能量转化为热能,激光在小孔内的传播过程如图4。
根据几何光学计算激光能量在孔底和孔壁的分配。激光聚焦后,焦点距离搅拌针内孔上边缘z0,通过调节z0使在内孔上边缘处的光束直径等于小孔的直径,这样可以保证光束全部进入小孔内。中心的光束由于入射角较小,会优先到达孔的底部,如图5。假设光束为圆锥体,到达孔底部时,理论光斑半径为rb,rb可以表示为式(1):
式中:H为孔深;d为孔直径;z0为焦点与搅拌针内孔上边缘的距离。z0可表示为式(2):

式中:r1为小孔上边缘的光束直径,其值等于d/2;F为焦距;r0为聚焦前光束半径。
假设光束横截面能量分布为Gauss分布,则圆形光斑水平截面任意一点的激光功率为式(3):

式中:P为激光功率;r为圆形光斑内任一点到光斑中心的距离。对孔底吸收部分的能量密度积分,可得到该区域吸收的激光能量P1如式(4):

以激光功率P为例进行计算,聚焦前的光束直径为48 mm,小孔直径为1 mm,小孔深度H=3 mm,焦距F=680 mm,计算可得孔底吸收部分的能量P1=0.74P,在理想条件下,假设能量被小孔全部吸收,可得孔壁部分的能量为0.26P。从计算结果可以看出激光能量在小孔内的分布并不均匀,近3/4的激光能量集中在小孔的底部。
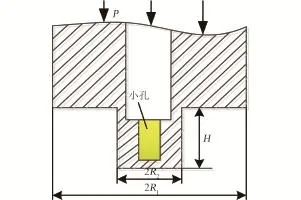
图3 搅拌头形状Fig.3 Geometry of the welding tool
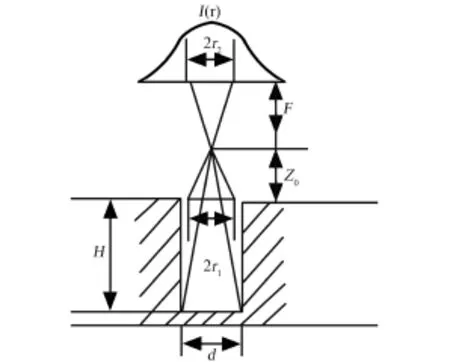
图4 内孔光线分布示意图Fig.4 Sketch of laser transmission
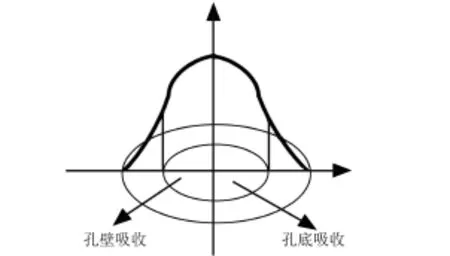
图5 光束截面能量分布示意图Fig.5 Sketch of the laser energy distribution
3 温度场计算模型建立
3.1 几何模型
根据对称关系取1/2工件进行几何建模,如图6所示。工件的尺寸为50 mm×100 mm×3 mm,搅拌头针部为圆柱体状,直径3 mm,长度3 mm,轴肩直径12 mm。搅拌针部位的激光能量吸收孔直径为1 mm,深度2 mm。
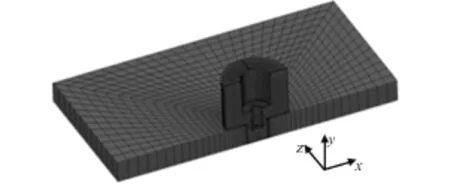
图6 对称几何模型Fig.6 Symmetrical geometry
参考铝合金锻造过程中接触换热系数的实际测量,将搅拌头与工件的换热系数定义为常数[11]。接触对定义为刚柔接触,搅拌头为热传导刚体,工件为变形体。利用Marc局部自适应网格划分定义接触部分的单元,提高计算精度。利用Marc有限元软件建立分段线性化的“温度-性能”表来考虑温度对6061铝合金和搅拌头材料的热物理性能的影响。
3.2 热源数学模型
1)激光加热热源模型
激光能量向材料内部的传递是从表面进行,激光热源可视作表面热源。基于对激光加热能量传递过程的分析,表面热源主要分为两部分:孔底面热源和孔壁面热源,孔底面热源为高斯分布,孔壁面热源比重较少,假设为均匀分布。
2)搅拌摩擦焊热源模型
搅拌头的形状如图3,轴肩直径2R1,搅拌针直径2R2,搅拌针长度H,旋转速度N,角速度ω,焊接压力P,焊接过程中,轴肩产热功率为:2/,其中,ω=2πN;圆柱体搅拌针侧面产热功率为:2πμωPR22H。轴肩与板上表面的接触面,产生摩擦热,视作表面热源,热流密度沿径向呈线性增加,搅拌针侧面简化为均匀的面热源[12]。
4 结果及分析
4.1 搅拌头原位旋转温度场
对焊接过程施加激光热源辅助,是期望通过辅助热源与摩擦热的耦合,为焊接提供更多的热输入,提高焊缝金属塑性,从而降低搅拌摩擦焊所需的作用力。图7是将搅拌头插入焊缝原位旋转摩擦的情况下,加入激光辅助热源得到的温度场分布,在整个横截面温度分布中,搅拌头中心的盲孔底部为温度最高区域,激光热量传递到搅拌头外表面后与摩擦热源耦合共同成为焊接热输入。

图7 复合焊接温度场Fig.7 Temperature field of hybrid welding
图8 给出了旋转速度为3000 rpm时,不加入激光和加入功率350 W激光的温度场分布比较。从图8(a)中可见,焊缝上表面温度最高,达到了394℃,轴肩摩擦热为主要热源。图8(b)是加入激光辅助热源的温度场分布,焊缝整体温度得到提高,最高温度为511℃,相比前者提高了117℃,从温度云图看,两者温度场分布很相似。
图9给出了摩擦界面处焊缝沿厚度方向的温度分布,对施加和未施加辅助热源的两种情况下温度场分布进行了比较。从图9中可见,两种情况下沿厚度温度降低幅度和趋势相似,上表面比下表面高大约25℃,这与热传递过程以及工件下表面接触支撑板有关。

图8 焊缝温度场分布Fig.8 Temperature distribution
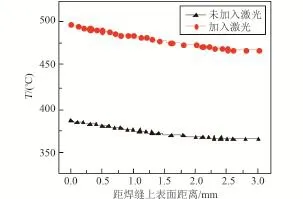
图9 焊缝厚度方向温度分布Fig.9 Temperature distribution along the weld thickness
对于传统的焊接过程,焊缝底部容易出现由于热输入不足、材料流动性差引起的未焊合等缺陷,图10给出了是否加入辅助热源两种情况下焊缝底部距离搅拌针中心不同距离时的温度分布情况。

图10 远离焊缝中心的温度分布Fig.10 Temperature distribution away from center
从图10中可见,在靠近搅拌针处,加入激光得到的焊缝温度超过了475℃,比未加入激光的高100℃左右,这有利于提高焊缝底部金属的软化程度,增加材料的流动能力,从而降低焊缝底部缺陷的发生率。在离搅拌针中心较远的区域,两者的温度分布趋势相同,这表明辅助热源加热范围限定在搅拌头周围很小的区域内,具有局部加热的特点。
4.2 焊缝动态温度场分析
以上是在搅拌头停留旋转的状态下对激光加热过程作的分析,基于常规搅拌摩擦焊温度场分析模型以及以上对复合焊接过程的分析,对辅助热源模型作进一步简化,经过多种尝试后发现,施加在搅拌针中心的高斯圆柱体热源可以很好地模拟激光辅助加热的情况,图11是加载热源后得到的温度场,可以明显发现复合焊接峰值温度较高,且焊接热输入影响范围更宽。
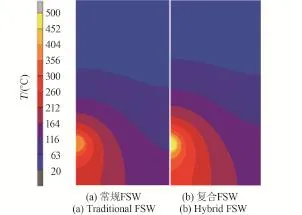
图11 焊缝上表面温度云图Fig.11 Temperature distribution on the weld surface
图12 是激光功率为300 W,搅拌头旋转速度为3000 rpm,不同焊接速度对应的焊缝峰值温度,随着焊接速度的提高,焊缝峰值温度逐渐下降,在相同焊接速度下,辅助热源能够提高焊缝的温度,从而提高搅拌摩擦焊的焊接速度。
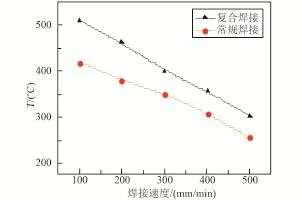
图12 焊接速度对焊缝峰值温度的影响Fig.12 Effects of welding speed on peak temperature
4.3 焊缝焊接效果对比
图13是焊接参数为旋转速度3000 rpm,焊接速度400 mm/min,对于有没有加入激光的焊接效果进行了对比。

图13 焊缝横截面对比图Fig.13 Cross section of weld
从图13可以发现,加入600 W的激光后,焊缝孔洞缺陷消失,说明,激光的加入增加了焊缝的温度,提高了材料的塑性软化,有助于消除焊接缺陷。
4.4 仿真结果与实测结果对比
图14是搅拌头停留在焊缝中原位旋转情况下,距焊缝中心不同距离处的仿真结果与实际测量的温度场分布对比,可以看出仿真结果与实测曲线形状十分相近,随着远离焊缝中心距离的增加,焊缝温度的大小和变化的速率几乎一致。
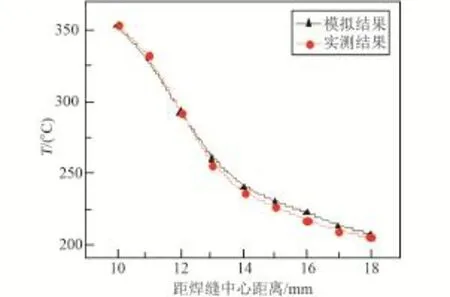
图14 搅拌头原位旋转焊缝温度分布Fig.14 Weld temperature distribution during the welding tool rotation stage
图15是试板上表面距焊缝中心10 mm处的特征点仿真结果与实际测量的热循环对比,无论升温段、峰值温度和降温段都吻合良好。
5 结论
1)原位旋转温度场分析表明,激光辅助热源能够将搅拌摩擦焊的焊缝的最高温度从394℃提高到511℃,激光热量与摩擦热源具有原位耦合的特点;
2)将激光辅助热源的模型简化加载后,可以很好的模拟复合焊接过程,焊缝温度的提高,可极大降低焊接过程所需作用力,能够适应空间环境的搅拌摩擦焊低负载要求;
3)焊接结果表明,激光的加入能够提高焊接热输入,改善焊缝质量,仿真结果与实测结果对比的一致性说明,复合焊接分析模型能够用于预测焊接过程的温度场,为优化工艺参数提供理论依据。
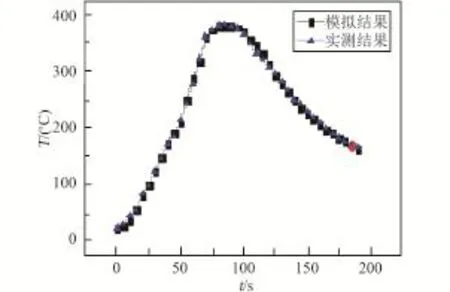
图15 距焊缝中心10 mm处的热循环Fig.15 Thermal cycle of the point 10 mm away from the weld center
(
)
[1]吴林,冯吉才,高洪明,等.空间焊接技术[J].航空制造技术,2005(5):32-35.Wu Lin,Feng Jicai,Gao Hongming,et al.Welding Technology In Space[J].Aeronautical Manufacturing Gechnology,2005(5):32-35.(in Chinese)
[2]邱惠中.空间焊接的现状和发展前景[J].航天制造技术,1990(6):011.Qiu Huizhong.Current status and prospect of welding in space [J].Aerospace Manufacturing Technology,1990(6):011.(in Chinese)
[3]关桥.搅拌摩擦焊——未来的连接技术[C]//工程前沿——香山会议文集.2004,1.Guan Qiao.Firction Stir Welding—The Future Connection Technology[C]//Frontiers of Engineering—Xiang Shan Conference.2004,1.(in Chinese)
[4]Sinclair P C,Longhurst W R,Cox C D,et al.Heated friction stir welding:an experimental and theoretical investigation into how preheating influences process forces[J].Materials and Manufacturing Processes,2010,25(11):1283-1291.
[5]Ding J,Carter B,Lawless K,et al.A decade of friction stir welding R and D at NASA's Marshall Space Flight Center and a glance into the future[R].NTRS 544-2700,2006.
[6]Liu H J.Friction stir welding assisted by micro-plasma arc [J].Science and Technology of Welding and Joining,2009,3(14):193-195.
[7]Sun Y F,Konishi Y,Kamai M,et al.Microstructure and mechanical properties of S45C steel prepared by laser-assisted friction stir welding[J].Materials and Design,2013(47): 842-849.
[8]Merklein M,Giera A.Laser assisted Friction Stir Welding of drawable steel-aluminum tailored hybrids[J].International Journal of Mater Form,2008(1):1299-1302.
[9]Casalino G,Campanelli S,Ludovico A D,et al.Study of a fiber laser assisted friction stir welding process[C]//SPIE LASE.International Society for Optics and Photonics,2012: 823913-823913-7.
[10]张立文,朱德才,邢磊,等.铝合金与5CrMnMo模具钢界面接触换热系数实验研究[J].大连理工大学学报,2009 (1):60-64.Zhang Liwen,Zhu Decai,Xing Lei,et al.Experimental measurement on thermal contact conductance coefficient between aluminum alloys and 5CrMnMo die steel[J].Journal of Dalian University of Technology,2009(1):60-64.(in Chinese)
[11]Song M,Kovacevic R.Thermal modeling of friction stir welding in a moving coordinate system and its validation[J].International Journal of Machine Tools and Manufacture,2003,43(6):605-615.
[12]王大勇,冯吉才,王攀峰.搅拌摩擦焊接热输入数值模型[J].焊接学报,2005,26(3):25-28.Wang Dayong,Feng Jicai,Wang Panfeng.Numerical model of heat input from rotational tool during friction stir welding [J].Transactions of the China Welding Institution,2005,26 (3):25-28.(in Chinese)
Numerical Analysis of Thermal Behavior in Heat Coaxially Assisted Friction Stir Welding
XU Hui,FENG Xiaosong,YIN Yuhuan,MA Ziqi
(Shanghai Aerospace Equipments Manufacturer,Shanghai 200245,China)
According to the requirements of repair welding and assembly in space,a welding method of heat assisted solid-state welding was proposed to avoid the adverse effects of high vacuum and microgravity environment.The assisted heat source using laser heated hollow welding tool coaxially provided heat for welding.On the basis of the analysis of the behavior of laser energy absorbed in the small hole,the model of hybrid welding was established.The temperature field of hybrid welding process was calculated and analyzed using finite element method.The results showed that,laser heat source could increase the maximum temperature of FSW welds from 394℃ to 511℃,and the heating effect mainly focused on the material around the pin.The simplified model of laser-assisted heat was a good simulation of hybrid weld.With the same heat input,hybrid weld could improve the welding speed.Comparison between simulation results and measured results showed that,the establishment of the model was rational,and could be used to predict the hybrid welding temperature field,and to provide a theoretical basis for the optimization of process parameters
assisted heat;friction stir welding(FSW);coaxial hybrid welding;numerical simulation
TG453.9
A
1674-5825(2015)03-0243-06
2014-12-01;
2015-03-25
载人航天预先研究项目(050201);国家自然科学基金项目(51305272);国家国际科技合作专项项目(2013DFR0420)
许辉(1989-),男,硕士研究生,研究方向为搅拌摩擦焊技术。E-mail:ixuhui@sina.com