基于多变异分析的烟支物理质量影响因素研究
2015-12-06舒芳誉马明旻
舒芳誉,罗 靖,马明旻
厦门烟草工业有限责任公司,福建省厦门市海沧新阳工业区新景路1号 361022
基于多变异分析的烟支物理质量影响因素研究
舒芳誉,罗 靖,马明旻
厦门烟草工业有限责任公司,福建省厦门市海沧新阳工业区新景路1号 361022
为提升烟支物理质量的均质化水平,运用嵌套析因设计,考察分析了卷制生产过程中5个可能的变异来源(班别、班次、卷烟机台、烟丝批次和抽样时间)对烟支物理质量稳定性的影响。结果表明:①卷烟机台和烟丝批次是显著影响烟支物理指标、样本方差和样本广义方差的变异源;②在烟丝物理质量一定的情形下,同一卷烟机台对烟支物理指标的影响不随抽样时间变化;③班别、班次不是显著影响烟支物理指标、样本方差和样本广义方差的变异源。因此,为了使卷制过程烟支物理质量均匀、稳定,要提升烟丝批次内和批次间的物理质量稳定性,提升同类型卷烟机间工作状态的一致性。
嵌套析因设计;多变异分析;烟支物理质量;样本方差;样本广义方差
多变异分析(Multi-variation Analysis,MVA)是一种分析工序或过程质量特征值变异规律的方法[1],也是一种嵌套设计(Nested design)试验方法。近年来,科研人员不仅提出了工序质量分析与控制中的多变异来源的分析方法[2-7],而且还将方法应用于对休哈特控制图的改进[8-11],提升了多变异分析方法的实用性。同时,何桢等[12]将方法运用于机械制造的轴加工过程,结果表明它能够克服传统休哈特控制图控制多变异来源的不足;史金飞等[13]在晶圆生产中的实际应用,以及仲高艳[14]在机械制造专业大四学生综合能力测试环节的实际应用,都得出多变异分析方法能够较为真实地反映生产和教学过程质量状况;彭晓楠[15]以PCB板丝网印刷工序为例,说明了在多变异分析的基础上设计控制图和计算控制限将大大减少第一类错误。从这些文献可知,多变异分析方法非常适用于具有多变异来源的过程质量的分析与控制。烟支卷制过程是装配性生产过程,影响烟支质量的因素是典型的多变异来源因素。因此,运用嵌套析因设计(Nested-factorial design),考察卷制生产过程中可能存在的5个变异来源(班别、班次、卷烟机台、烟丝批次和抽样时间)对烟支物理指标(质量、圆周、吸阻、总通风率、长度、硬度、滤嘴通风率和卷烟纸通风率)及其稳定性的影响,旨在为提升烟支物理质量的均质化水平提供技术支撑。
1 材料与方法
1.1 设备与仪器
PROTOS-M5型卷接机组(德国Hauni公司);DT综合测试台(美国KC Automation公司)。
1.2 样品采集与检测
对烟支卷制生产过程而言,通常是固定的机台由固定的人员进行生产操作,即人员和机台因素对过程产品质量的影响是混杂的。在不考虑卷包生产过程的环境温湿度及检验室测量系统对产品质量影响的条件下,选择影响卷制质量可能的5个变异来源:班别(X1=甲班、乙班、丙班)、卷烟机台(X2=机台1、机台2、机台3)、抽样时间(X3=时1、时2、时3,等时间间隔)、班次(X4=早班、晚班)和烟丝批次(X5=批1、批2、批3、批4),并设计试验与采集方案(表1)。
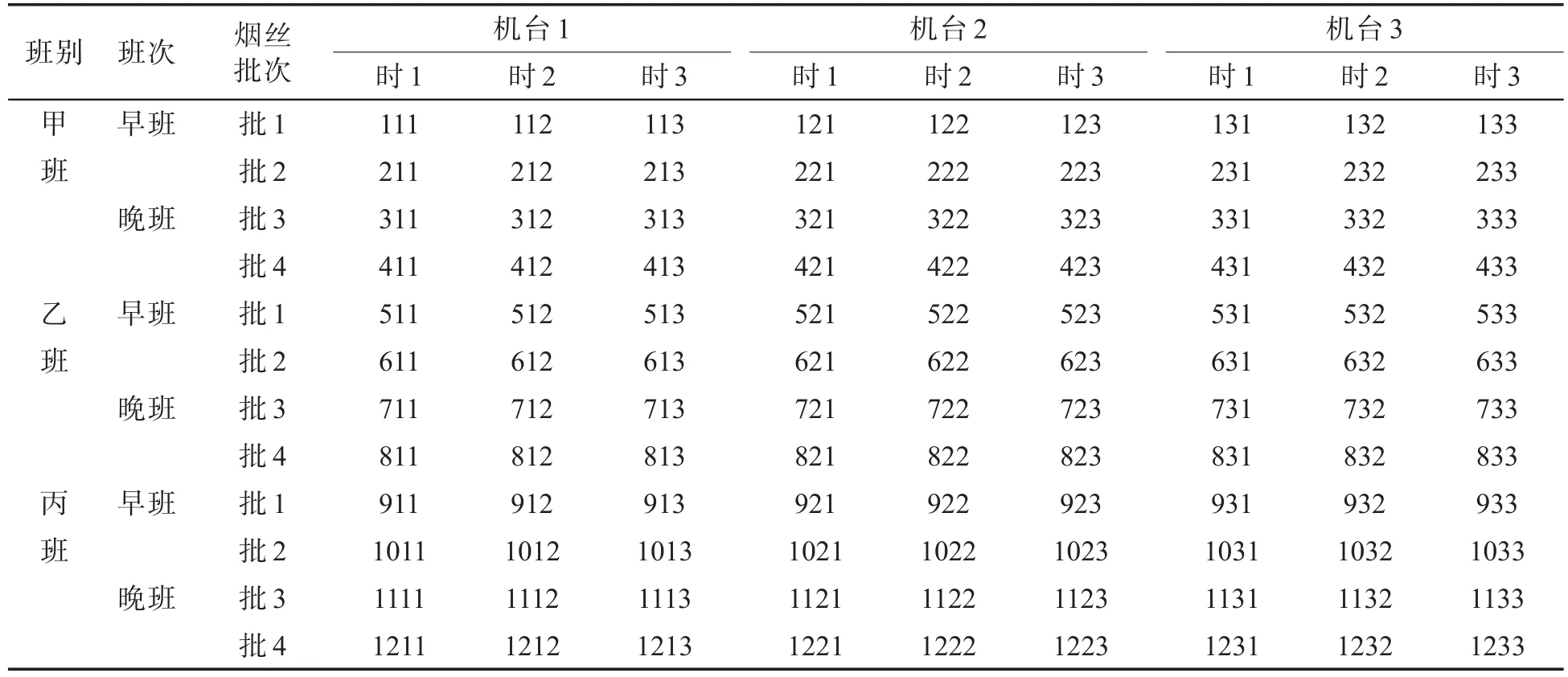
表1 试验方案及样本编号
在正常生产条件下,随机选择12个批次某牌号烟丝,并在选定的3台M5型卷接机组进行生产,每间隔1 h(即时2=时1+1 h,时3=时2+1 h)进行样本采集(每样本中烟支数量不少于100支),同时按表1要求对样本编号待检。
从所采集的每个样本中随机选取30支烟支,按GB 5606.3—2005《卷烟 第3部分:包装、卷制技术要求及贮运》要求,检测烟支的各项物理指标。在由DT综合测试台获取检测数据时,同时输出烟支的“滤嘴通风率”和“卷烟纸通风率”。
1.3 实验方法
1.3.1 统计模型
对表1试验方案,运用嵌套析因设计的原理,考察班别、班次、烟丝批次、抽样时间和卷烟机台等5个变异来源对烟支物理指标及其稳定性的影响。其中,班别和卷烟机台为固定效应因子。班次、烟丝批次和抽样时间为随机效应因子。班次嵌套于班别,烟丝批次嵌套于班次,抽样时间嵌套于卷烟机台。且由于卷烟机台对过程产品质量的影响不随班别、班次和烟丝批次变化,故班别、班次、烟丝批次与卷烟机台间均不存在交互作用。又因随机选定抽样时间进行取样,班别与抽样时间和班次与抽样时间也不存在交互作用。因此,在不考虑三因素及以上交互作用的情形下,可得式(1)为该试验方案的混合线性模型。

式中:yijklmn是烟支物理指标的检测值或其稳定性值;μ是总均值;τi是第i个班别的效应且满足β是第j个卷烟机台的效应且满足jγ 是在第 j个卷烟机台水平内第 k个时k(j)间点的效应,其均值为零,方差为 V(γk(j))=σγ2;θl(i)是在第i个班别水平内第l个班次的效应,其均值为零,方差为是在第 i个班别第 l个班次水平内第m个批次的效应,其均值为零,方差为是烟丝批次与抽样时间的交互作用,其均值为零,方差为ε(ijklm)n是误差项,其均值为零,方差为V(ε(ijklm)n)=σ2。当分析5个变异来源对烟支物理指标的影响时,n=30,是每个样本被检测的烟支数量;当分析5个变异来源对烟支物理指标稳定性的影响时,n=1,即每个样本的样本方差或样本广义方差只重复1次。
1.3.2 变异源对烟支物理指标的影响分析
依据式(1),由期望均方的计算法则[16],可得表2所列的变异源对烟支物理指标影响的期望均方,以及由此构造的F检验统计量。
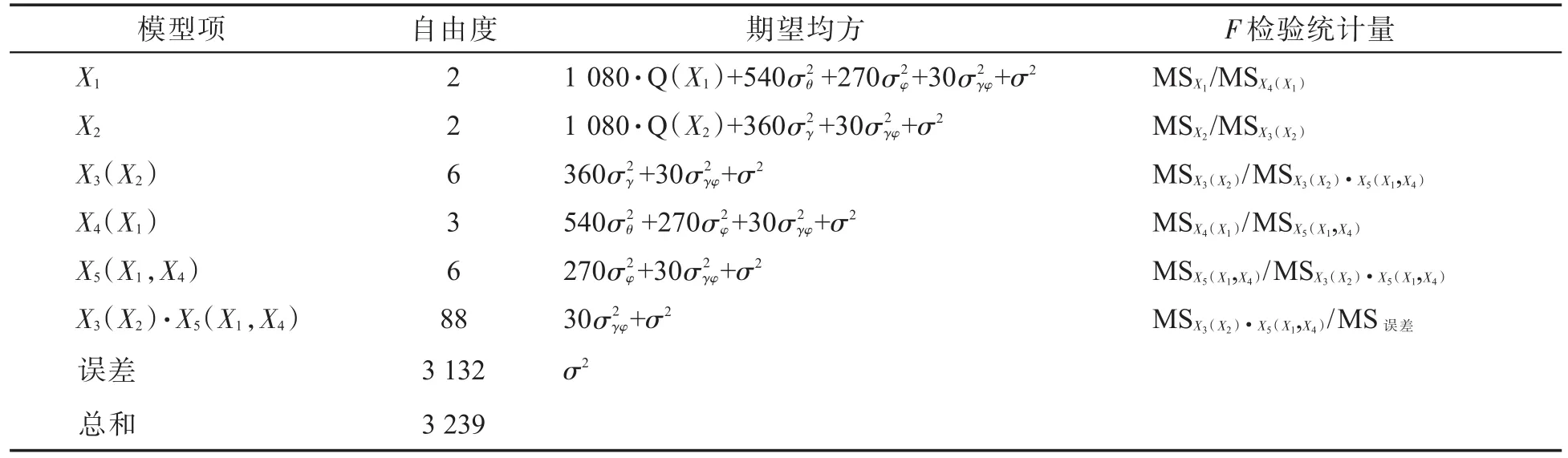
表2 变异源对烟支物理指标影响的期望均方及F检验统计量①
1.3.3 变异源对烟支物理指标的样本方差及样本广义方差的影响分析
由于对数变换能有效地稳定样本方差(或标准偏差)分布的变异性[16],因此,对每个烟支物理指标的样本方差(S2)进行-ln(S2)(0≤S2≤1)或ln(S2)(S2>1)转换后,再将转换后的数据代入式(1)进行相应分析。
从DT综合测试台检测原理看,卷烟纸通风率等于总通风率减去滤嘴通风率,因而,在计算样本广义方差时,不包含卷烟纸通风率指标值。同时,因烟支物理指标间的量纲不同,故对原始样本数据进行标准化变换后,计算样本广义方差│S│[17],并分析变异源对烟支物理指标的样本广义方差的影响。
同样依据式(1),可得表3所列的变异源对烟支物理指标的样本方差及样本广义方差影响的期望均方及相关的F检验统计量。
2 结果与讨论
2.1 变异源对烟支物理指标的影响
班别、卷烟机台、抽样时间、班次和烟丝批次5个变异源分别对烟支质量、圆周、吸阻、总通风率、长度、硬度、滤嘴通风率和卷烟纸通风率的影响见表4。在置信水平α=0.05时,从方差分析的结果可知:①对8个烟支物理指标来说,班别和班次是不显著影响因素,即甲、乙和丙班生产的烟支物理指标总体上趋于一致。②不同卷烟机台生产的烟支在圆周、吸阻、总通风率、长度、硬度和滤嘴通风率方面有显著差异,这是由卷烟机实际工作状态(如磨损程度、设备参数设置的差异性、机器运行速率、工人操作手法等)不同造成的。③抽样时间对8个烟支物理指标不是显著影响因素,表明在烟丝物理质量(如烟丝含水率、烟丝转化率和三丝混配均匀性等)一定的情形下,卷烟机台对烟支物理指标的影响不随时间变化。④烟丝批次变化不是影响烟支圆周和长度的显著因素,表明烟支圆周和长度波动是设备机械作用的结果;烟丝批次变化是影响烟支质量、吸阻、总通风率、滤嘴通风率、卷烟纸通风率和硬度的显著因素,这可能是由不同批次间烟丝物理质量波动造成的;烟丝批次与抽样时间的交互作用对8个烟支物理指标均有显著影响,表明在生产同一批次烟丝时,同一机台不同时间点上生产的烟支物理指标值存在明显差异,这可能是由同一批次内烟丝物理质量波动造成的。

表3 变异源对烟支物理指标的样本方差及广义方差影响的期望均方及F检验统计量①
2.2 变异源对烟支物理指标样本方差的影响
班别、卷烟机台、抽样时间、班次和烟丝批次5个变异源分别对烟支物理指标的样本方差的影响见方差分析表5。在置信水平α=0.05时,从方差分析的结果可知:①对8个烟支物理指标的样方差来说,班别和班次不是显著影响因素,即甲、乙和丙班生产的烟支的物理质量波动性总体上趋于一致;②不同卷烟机台生产的烟支在圆周、长度和滤嘴通风率方面的波动性有显著差异;③在同一机台,不同抽样时间点的烟支硬度和卷烟纸通风率的波动性有显著差异,这可能是由于同一批次内烟丝物理质量波动和卷烟纸质量波动单独(或共同)造成的;④烟丝批次变化是影响烟支总通风率波动性和滤嘴通风率波动性的显著因素,这可能是由于不同批次间烟丝物理质量波动造成的结果。
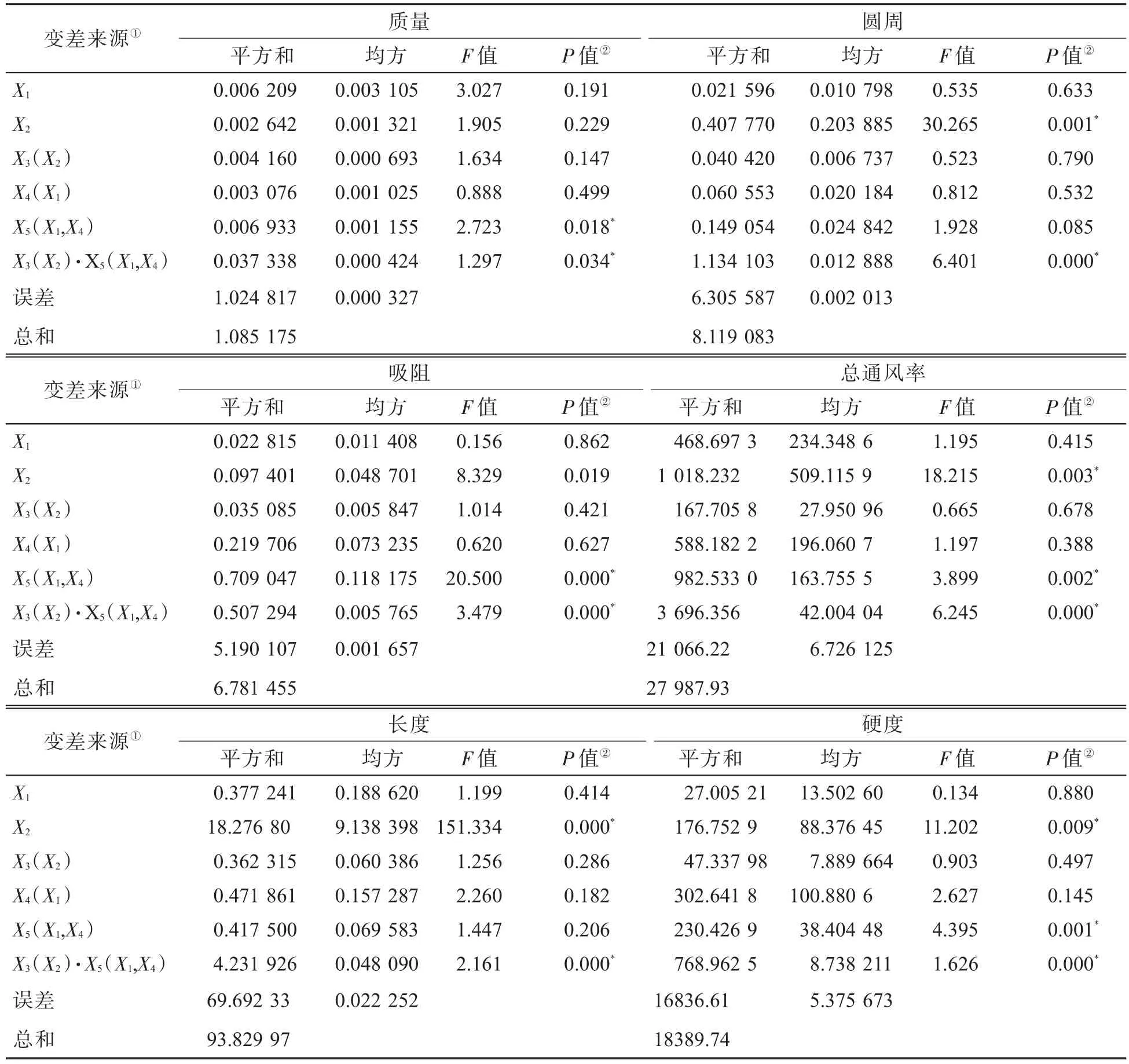
表4 变异源对烟支物理指标影响的方差分析表

表4(续)

表5 变异源对样本方差影响的方差分析表
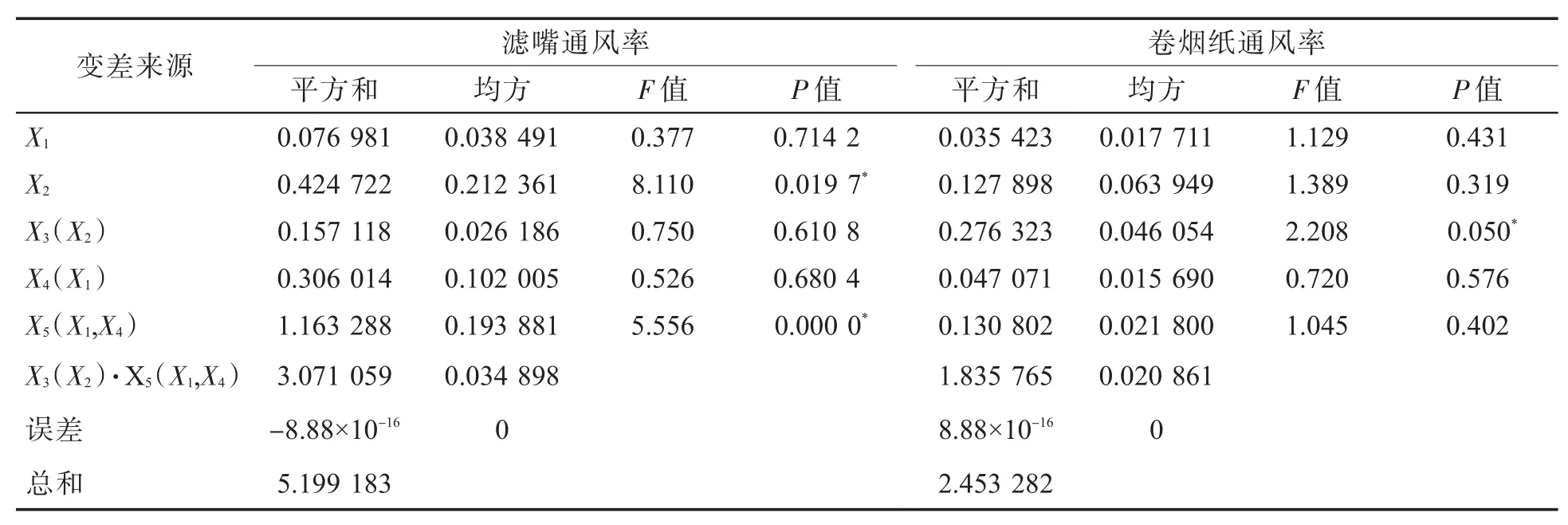
表5(续)
2.3 变异源对烟支物理指标样本广义方差的影响
班别、卷烟机台、抽样时间、班次和烟丝批次5个变异源对样本广义方差的影响见方差分析表6。在置信水平α=0.05时,从方差分析的结果可以知道:卷烟机台和烟丝批次显著影响样本广义方差,也就是说,不仅不同机台生产烟支的物理质量波动存在明显差异,而且不同批次烟丝生产的烟支的物理质量波动也存在明显差异。
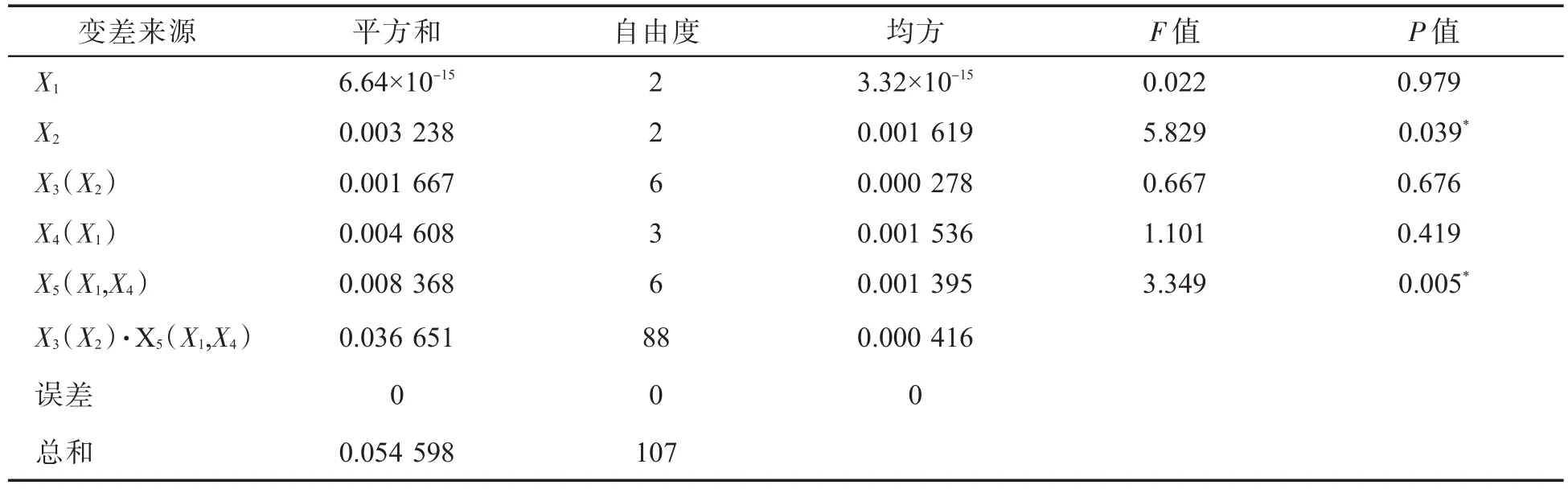
表6 变异源对样本广义方差影响的方差分析表
3 结论
①卷烟机台和烟丝批次是显著影响烟支物理指标、样本方差和样本广义方差的变异源。②在烟丝物理质量一定的情形下,卷烟机台对烟支物理指标的影响不随抽样时间变化。③班别、班次不是显著影响烟支物理指标、样本方差和样本广义方差的变异源。因此,为了使卷制过程烟支物理质量均匀、稳定,要提升烟丝批次内和批次间的物理质量稳定性,提升同型卷烟机间工作状态的一致性。
[1] 董延峰.多变异源的工序控制方法研究[D].天津:天津大学,2008.
[2] 何桢,李国春,石金桥,等.工序质量分析与控制中的多变异分析方法[J].系统工程理论与实践,2000,20(5):42-45.
[3] 何桢,刘豹,齐二石,等.基于多变异分析的工序控制方法研究[J].管理工程学报,2002,16(2):1-4.
[4] 何桢,孔祥芬,宗志宇,等.多变异分析方法与抽样方案的研究[J].制造技术与机床,2006(11):83-87.
[5] 孔祥芬,何桢,宗志宇,等.基于多变异分析方法检验常用的过程能力指数[J].组合机床与自动化加工技术,2006(4):15-17,20.
[6] 何桢,刘晓亮.多变异分析的方差分量置信区间[J].天津大学学报:社会科学版,2006,8(6):401-404.
[7] 何桢,孔祥芬,宗志宇,等.基于MVA分析的过程能力指数的置信区间研究[J].管理科学学报,2007,10(3):30-36.
[8] 何桢,董延峰.基于休哈特控制图和累积和控制图在多变异工序中的应用[J].组合机床与自动化加工技术,2008(8):53-56.
[9] 何桢,董延峰.多变异源控制图样本大小的研究[J].制造技术与机床,2008(12):36-39.
[10]孔祥芬,何桢,董延峰,等.基于控制量置信区间的多变异源控制图的样本容量研究[J].天津职业大学学报,2010,19(2):87-89,95.
[11]孔祥芬,何桢,董延峰,等.多变异源控制图的操作特性曲线的研究[J].组合机床与自动化加工技术,2011(4):60-62,66.
[12]何桢,董延峰,张敏,等.多变异来源的工序方法在机械制造过程中的应用[J].中国农机化,2007(1):81-84.
[13]史金飞,戴敏.基于MVA的半导体生产过程质量分析方法[J].东南大学学报:自然科学版,2006,36(3):351-355.
[14]仲高艳.基于MVA的教学过程质量分析及学习评价方法[J].数学的实践与认识,2011,41(24):13-19.
[15]彭晓楠.统计过程控制中的多变异分析方法研究[J].制造业自动化,2010,32(1):140-143.
[16]Montgomery D C.试验设计与分析[M].6版.傅珏生,等译.北京:人民邮电出版社,2009.
[17]Johnson R A,Wichern D W.实用多元统计分析[M].6版.陆璇,等译.北京:清华大学出版社,2008:338-353.
Study on Influencing Factors of Physical Quality of Cigarette Based on Multi-variation Analysis
SHU Fangyu,LUO Jin,and MA Mingmin
Xiamen Tobacco Industrial Co.,Ltd.,Xiamen 361022,Fujian,China
In order to improve the consistency of physical quality of cigarettes,the effects of five factors(operator,shift,cigarette maker,batch of cut filler and sampling time)on the stability of physical quality of cigarettes were analyzed with nested factorial design.The results showed that:1)Cigarette maker and batch of cut filler were the main variables affecting the physical indices,sample variance and sample generalized variance.2)For the cut filler of constant physical quality,the influence of the same cigarette maker on cigarette physical indices did not vary with sampling time.3)Operator and shift were not the variation sourcesaffecting the physicalindices,sample variance and sample generalized variance significantly.Therefore for pursuing higher consistency and stability of cigarette physical quality,it is essential to promote,the intra-and inter-batch consistency of physical quality of cut filler and the consistency of working states of cigarette makers.
Nested factorialdesign;Multi-variation analysis;Physicalquality ofcigarette;Sample variance;Sample generalized variance
TS412
A
1002-0861(2015)12-0072-07
10.16135/j.issn1002-0861.20151212
2015-03-13
2015-09-10
舒芳誉(1973—),硕士,高级工程师,主要从事卷烟工艺研究和质量管理工作。E-mail:sfy30261@fjtic.cn
舒芳誉,罗靖,马明昊.基于多变异分析的烟支物理质量影响因素研究[J].烟草科技,2015,48(12):72-77,86.SHU Fangyu,LUO Jin,MA Mingmin.Study on influencing factors of physical quality of cigarette based on multi-variation analysis[J].Tobacco Science&Technology,2015,48(12):72-77,86.
责任编辑 周雅宁
