榨油机圆排内齿孔加工专机的研制
2015-12-05朱家诚
卜 石,温 杰,吕 涛,朱家诚
(1.合肥工业大学 机械与汽车工程学院,安徽 合肥 230009;2.阜阳市飞弘机械有限公司,安徽 阜阳 236028)
榨油机圆排内齿孔加工专机的研制
卜 石1,温 杰2,吕 涛2,朱家诚1
(1.合肥工业大学 机械与汽车工程学院,安徽 合肥 230009;2.阜阳市飞弘机械有限公司,安徽 阜阳 236028)
针对国内外现有榨油机圆排内齿孔加工设备加工成本高、灵活性差和效率低的缺点,设计了一种新的圆排内齿孔加工专机。在利用牛头刨床的基础上,通过棘轮机构、传动机构、靠模机构组合而成的圆排装夹装置,不仅能适用于不同圆排的复杂内孔仿形加工,而且加工效率高,结构简单,适用性广,制造与维护成本低。
内齿孔加工;仿形加工;榨油机; 圆排
0 引言
圆排是榨油机榨膛的关键部件,直接影响着榨油机的出油率及干饼残油率的高低[1],其内孔由7个齿组成,需对多段偏心的圆弧进行加工。
目前各厂家对榨油机圆排的加工方式有直接刨削加工和模具高温压制[2]。直接刨削时由于内孔形状复杂,因此加工费时,效率低。而模具在高温下进行压制,模具制造成本较高,加工内孔的灵活性差。
本文设计了一种新的圆排内孔加工专机,弥补了现有技术的不足,不仅能满足对榨油机圆排复杂形状内孔的仿形加工要求,同时其驱动简单,加工效率高,制造及使用、维修成本低[3]。
1 圆排内齿孔加工专机的结构设计和工作原理
图1为圆排内齿孔加工专机结构示意图。它是在牛头刨床的基础上,利用牛头刨床刨削进给机构的退回动作带动安装在刨床上的榨油机圆排装夹装置,实现工件的上下移动和间歇旋转,从而进一步实现圆排内孔的刨削仿形加工。牛头刨床的进给机构上安装有伸出板,每次刨削进给完成后,刨削进给机构伸出板压动圆排装夹装置,在刨床加工过程中同步实现了圆排加工位置的调整。
2 圆排装夹装置的结构设计
图2为圆排装夹装置的复合剖面示意图。圆排装夹装置由箱体、棘轮机构、传递机构和靠模机构组成。
2.1 棘轮机构设计
图3为圆排装夹装置棘轮机构的结构示意图。每次刨削进给完成后,刨削进给机构伸出板压动棘轮机构的杠杆,带动棘爪驱动棘轮转过一定角度。棘轮机构中的导杆上套有弹簧以支撑杠杆,起到浮动支点的作用。杠杆接触进给机构伸出板一端做成一段斜线和圆弧,以便伸出板在来回过程中有效地带动杠杆摆动。
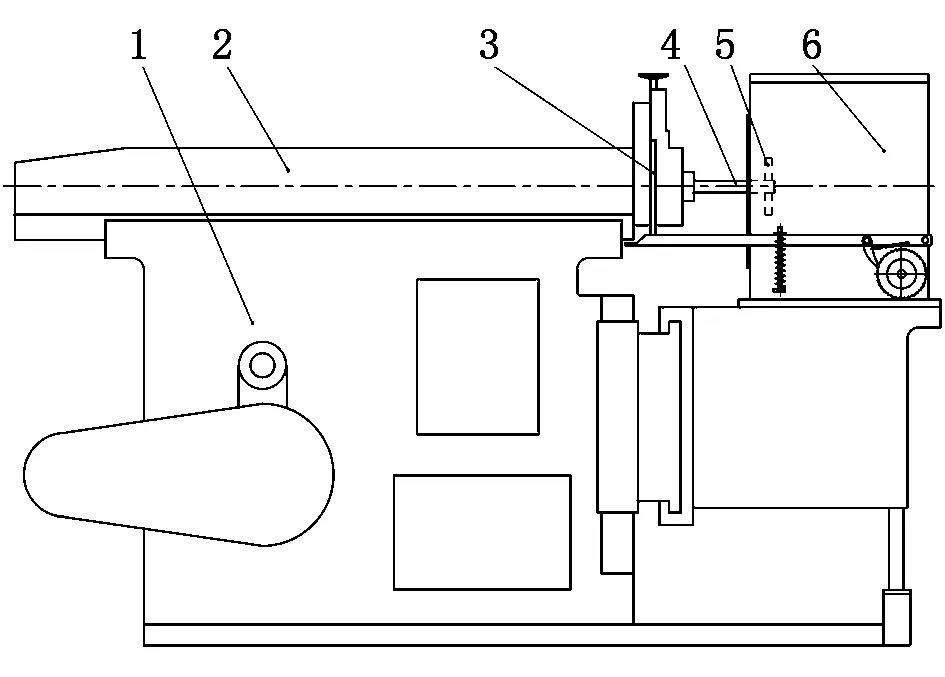
1-牛头刨床;2-刨削进给机构;3-伸出板;
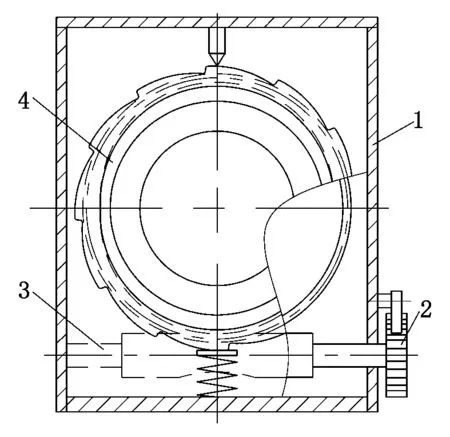
1-箱体;2-棘轮机构;3-传递机构;4-靠模机构
2.2 传递机构设计
图4为传递机构的剖面示意图。棘轮与传动机构的蜗杆同轴,即由蜗杆带动蜗轮旋转一相应的角度;蜗轮上安有十字联轴器,通过十字滑块联轴器连接蜗轮和靠模机构。十字滑块联轴器结合留有一定的间隙,从而保证靠模机构转动时可以上下浮动。
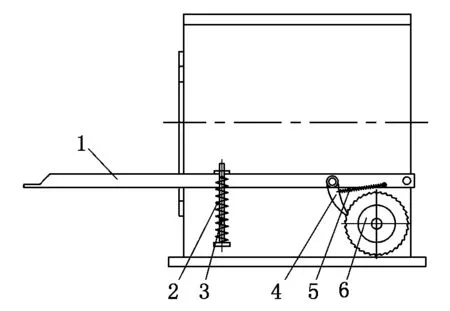
1-杠杆;2-导杆弹簧;3-导杆;4-棘爪;5-棘爪弹簧;6-棘轮
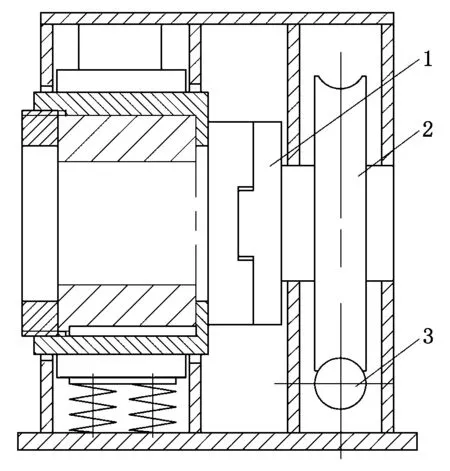
1-十字滑块联轴器;2-蜗轮;3-蜗杆
2.3 靠模机构设计
图5为圆排内齿孔加工专机靠模机构的结构示意图。由于加工圆排内孔时需要对多段偏心的圆弧进行连续加工,靠模机构由套筒、安装在套筒外圈的靠模、安在靠模内圈的键和套筒端部的旋紧圈组成。套筒外的靠模位于箱体上的顶板、托板之间。靠模机构受底部弹簧的作用,可向上移动,并使靠模上部外圈与顶板接触,同时,顶板限制了靠模向上移动。靠模外形的径向尺寸根据仿形加工要求设计成变化的,当套筒与靠模一同转动时,由于靠模的作用,套筒的中心线也会随之上下移动。靠模紧密安装在套筒外圈上,可通过更换不同的靠模实现圆排不同内齿孔的仿形刨削加工。键安装在套筒内圈的键槽内,以防止加工时工件转动。旋紧圈是旋入套筒内圈的内螺纹段的,以防止加工时工件轴向移动。旋紧圈上均匀分布有4个深度一定的拧紧孔,以方便旋紧圈旋入。
3 主要参数计算
圆排内齿孔加工专机对内齿孔采用刨削的方式进
行仿形加工,其设计参数如下:
靠模带动工件旋转,每次沿周向的切削量Ac约为0.2 mm[4],工件内齿孔的平均半径r1=67 mm,计算出工件进行一次切削旋转角度α1为:
α1=Ac/(2πr1)≈0.17°.
(1)
棘轮圆周上均匀分布的棘齿数n=60,则旋转一个棘齿所转过的角度为:
α2=360°/n=6°.
(2)
由式(1)、式(2)可得,蜗轮蜗杆的传动比i:
i=α2/α1=6°/0.17°≈35.
(3)
棘轮的半径r2=40 mm,棘轮旋转一个棘齿走过的弧长l(mm)为:
l=2πr2/n≈4.2.
(4)
由于棘爪旋转角度较小,其运动一次走过的距离可近似于l,棘爪到杠杆原点的距离l1=100 mm,伸出板推动杠杆的接触点到杠杆原点的距离l2=400 mm,所以杠杆远端斜槽所需的深度h(mm)为:
h=l·l2/l1=16.8.
(5)
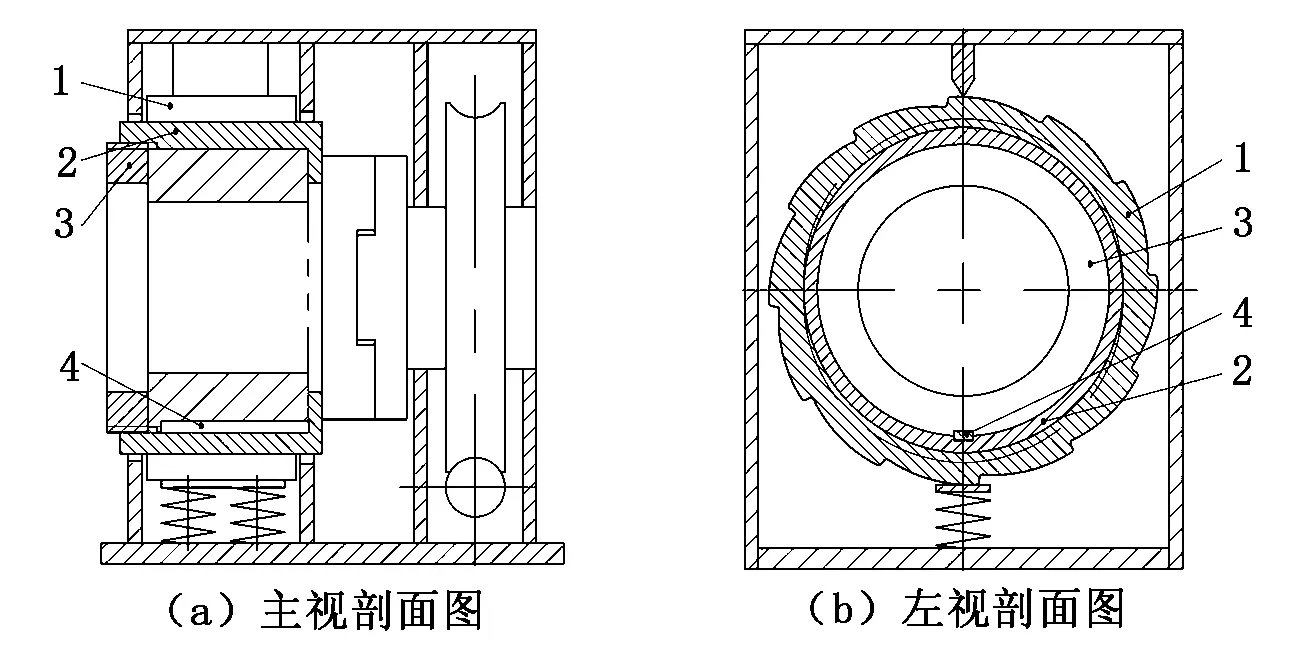
1-靠模;2-套筒;3-旋紧圈;4-键
4 结论
本文设计的榨油机圆排内齿孔加工专机驱动简单,结构简单实用,加工效率提高,制造及使用、维修成本低,能满足对榨油机圆排复杂形状内孔的仿形加工要求。根据所需加工圆排内孔的实际情况,通过参数计算,确定了机构的尺寸形状;可改变靠模形状,满足不同形状的内孔加工,故该装置通过适用性广。
[1] 祝中祥,严奉金,朱德富.圆排:中国,01273530.2[P].2013-01-15.
[2] 王庆瑜.螺旋榨油机的圆排:中国,200920008487.2[P].2009-03-12.
[3] 李云者,王勤.螺旋式榨油机:中国,200520103833.7[P].2005-08-15.
[4] 艾兴,肖诗纲.切削用量简明手册[M].第3版.北京:机械工业出版社,2000.
Design of Inner Bore Shaping Machine of Oil Press’s Circle Hoop
BU Shi1, WEN Jie2, LV Tao2, ZHU Jia-cheng1
(1. School of Mechanical and Automotive Engineering, Hefei University of Technology, Hefei 230009, China; 2. Fuyang Feihong Machinery Co.,Ltd., Fuyang 236028, China)
To the problem of high machining cost, poor flexibility and low efficiency of circle hoop inner bore shaping machine, a new special machine is developed. Based on shaping machine, the machine is composed of ratchet mechanism, transmission mechanism and modeling mechanism. While meeting the requirement of different inner bore contour machining, it also has high efficiency, simple structure and low machining cost.
inner bore shaping; contour machining; oil press; circle hoop
1672- 6413(2015)06- 0096- 02
2015- 01- 04;
2015- 08- 11
卜石(1991-),男,安徽合肥人,在读硕士研究生,主要研究方向:机械设计和计算机集成制造。
TS223.3
A
