核电导电杆锥管螺纹数控加工
2015-12-02哈尔滨电机厂有限责任公司黑龙江150040陈喜庆陈梓萱年金喜
■哈尔滨电机厂有限责任公司(黑龙江 150040)陈喜庆 陈梓萱 年金喜
导电杆是核电转轴中的重要部件,其一端存在锥管螺纹,锥管螺纹的作用是增大联接件的接触面积,从而提高导电率,降低电腐蚀。此种螺纹的加工与普通螺纹不同,需采用专用刀具(1/6锥度锥孔铣刀和1/6锥度多牙螺纹铣刀)进行加工,并采用专用检查筛规进行接触面积检查。多牙螺纹铣刀加工锥管螺纹,不仅可以大幅度提高加工效率,同时使螺纹程序简化,即只加工一个螺距的螺纹,其他螺纹就可以一并加工完成。锥管螺纹程序的编写便成为此项研究工作的重中之重。
1.基本情况
核电导电杆材料为铜合金锻件,锥管螺纹锥度为1/6,深度为70mm,由于是筛规检查,筛规基准面尺寸φ77.7mm(见图1),长度为75mm,所以通过1/6锥度计算确定锥管螺纹底端直径尺寸为65.2mm。
2.主要研究内容
(1)锥孔。首先预钻φ60mm的孔,然后使用如图2所示的刀具进行锥孔加工。由于使用的是成形铣刀,则刀具轨迹如图3所示。刀具轨迹是从预钻孔中心进退刀,每刀切深为0.5mm,从内圈扩加工到外圈。

图1 检查工具
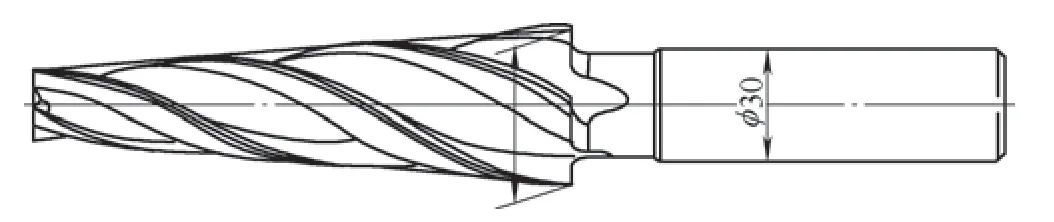
图2 铣锥孔刀具
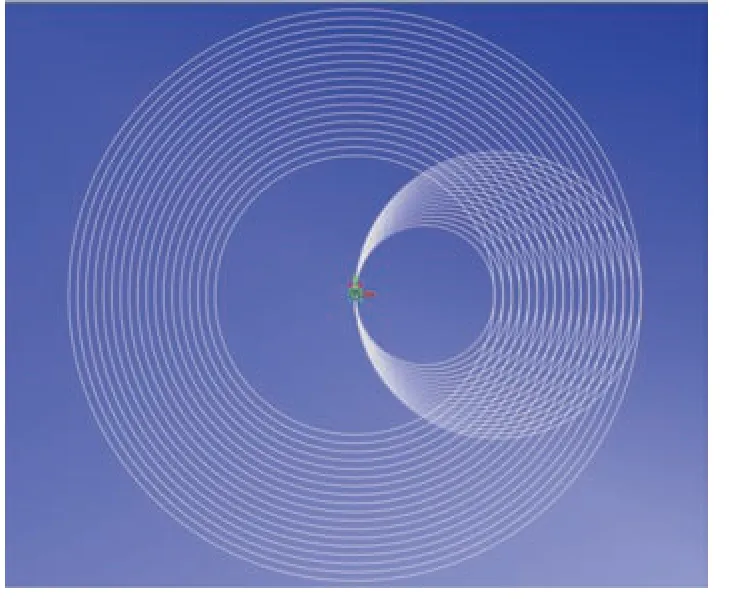
图3 铣锥孔轨迹
(2)螺纹程序。锥管螺纹的螺旋线公式如附表所示。
将附表公式存为*.exp文件,此文件为Siemens NX软件公式导入格式。公式导入后生成螺旋线,此螺旋线就是刀具中心轨迹,所以通过加工螺旋线,可以得到所需要的螺纹程序,有以下两种编程方法:①正常加工螺旋线,进行后置处理,此种方法得到的数控加工程序比较庞大,原因在于螺旋线是由成百上千的直线线段拟合而成。②将螺旋线简化成4条圆弧线,以起点、终点、半径的方式进行编程,此种方法程序简洁,易懂易看,且便于检查。
导入到Siemens NX软件中的螺旋线为一条样条曲线,编程时无法用半径值表示,所以通过简化功能,使螺旋线简化成4条圆弧线后进行编程。但是需要对简化前后曲线的误差进行分析,看是否满足精度要求。简化前后误差情况如下:
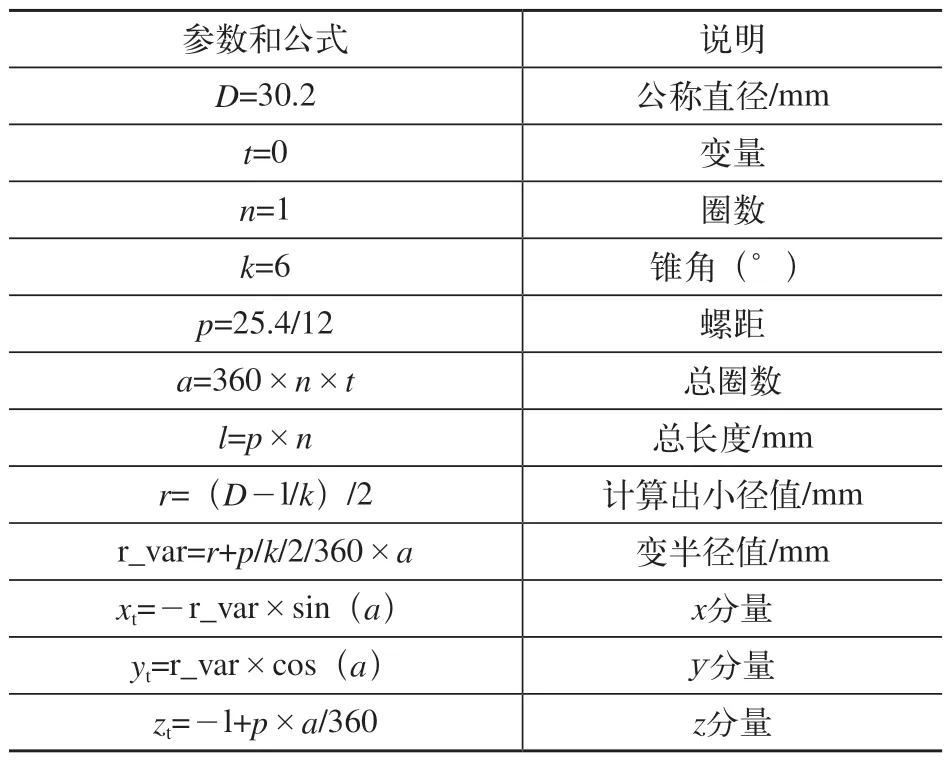
锥管螺纹的螺旋线公式
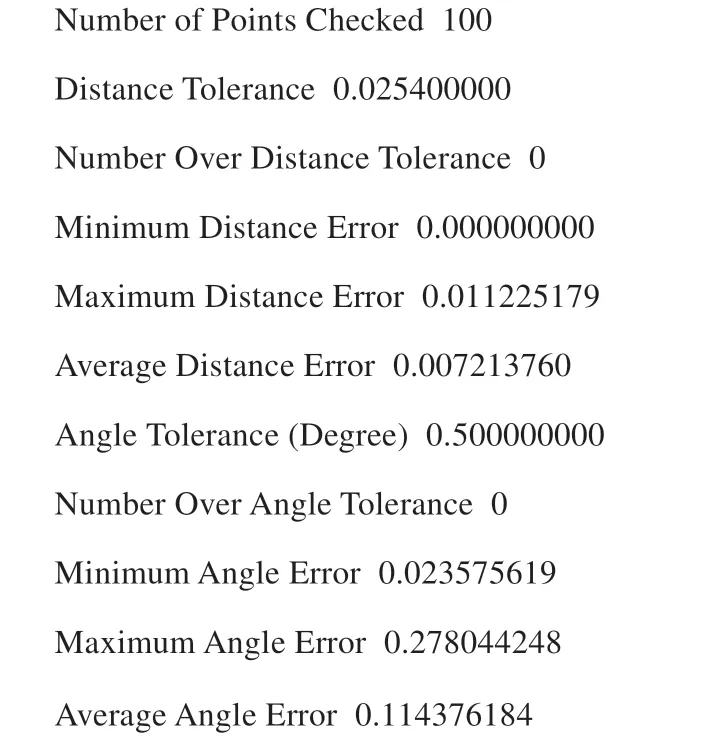
共100个检查点,平均距离误差约为0.007mm,平均角度误差为0.11°,满足其精度要求,可以使用。测量4段圆弧的起点坐标、终点坐标和圆弧半径,便可以编写这样一个程序,以FANUC系统为例,程序如下:
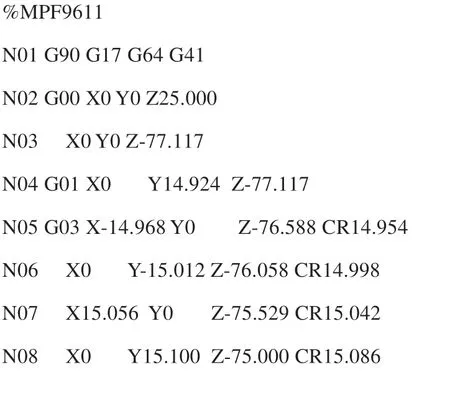
程序中N05至N08,圆弧的起点、终点都在X轴、Y轴上。因为是一个螺距的螺旋线,所以每条程序Z值上升1/4螺距,而圆弧CR的增加幅度同样成等差数列,螺纹轨迹如图4所示。

图4 铣螺纹加工轨迹
使用如图5所示的多牙螺纹铣刀进行加工。实际加工结果表明,主轴转速为200r/min、进给速度为18mm/s,加工效果最优。
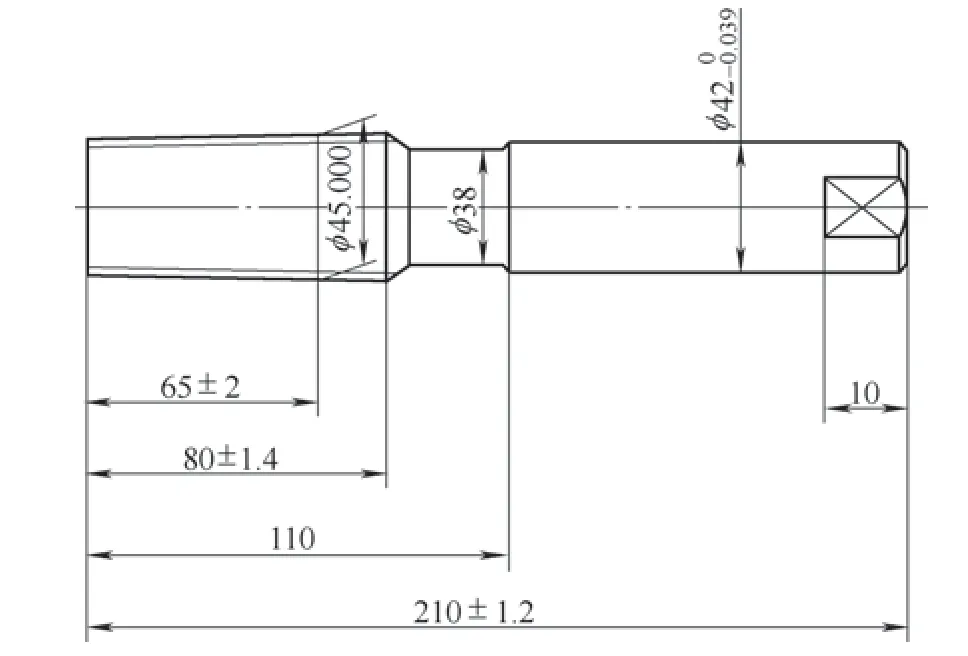
图5 锥管螺纹铣刀
3.结语
随着CAM技术的发展,各类软件也层出不穷,但是往往不能通过通用软件的编制加工或后置处理程序直接解决锥管螺纹这种非标准工件的加工问题,所以要采取一些特殊方法。用数控机床拟合简化螺旋线运动进行核电导电杆锥管螺纹加工试验的成功,是对新工艺新方法的验证,同时会给企业带来可观的经济效益和社会效益。
[1]于翠华,李树伟.汽轮发电机转子槽楔的数控加工[J].上海大中型电机,2014(2):6-7.
