大型数控装备优化对轨道交通典型零部件加工精度的影响
2015-12-02虞行国,许亚英

总工程师 虞行国
轨道交通装备的发展是一个系统工程,它涉及到多个领域,特别是在加工轨道交通典型关键零部件(如柴油机机体、曲轴、缸头盖等)方面,这些型腔复杂、精度高的关键零部件对数控设备有特殊的要求和功能。关键零部件加工的工艺要求和设备的相互关系到底如何?
轨道交通装备前景
我国轨道交通装备制造在以国家实施的“中国制造2025”、“一带一路”战略思路下有广阔的前景。设备制造业在创新驱动、智能转型、强化基础、绿色环保等方向的发展有许多功课要做,有许多疑问要去研究探讨,有许多问题要去解决。根据目前的形势,全球轨道交通装备市场呈现出强劲的增长态势,轨道交通装备市场需求潜力巨大。
我国轨道交通装备(见图1)大概包括:电力机车、内燃机车、动车组、铁道客车、铁道货车、城轨车辆、机车车辆关键部件、信号设备、牵引供电设备及轨道工程机械设备等系统,它有力地支撑着我国轨道交通事业的发展。

图1
早在2004年,我国就在广深铁路首次开行时速达160km的国产快速旅客列车。当时广深铁路就被誉为中国高速铁路成长、成熟的“试验田”。其实在此前的京沪铁路线上已经进行了多次提速试验,速度从120km/h、140km/h提高到了160km/h。当时全国铁路通过6次大提速,在轨道交通机车车辆性能结构、线路基础、信号及通信等方面都得到了锻炼并取得了一些经验教训,为高铁和动车组打下良好的基础和铺垫,而全国先后6次大提速的主力车型是东风型内燃机车而不是东风型电力机车。在现阶段中国四横四纵高铁网络线路中,在高速行驶的和谐号动车组的今天,还是不能扔掉和忘记东风型内燃机车在自然灾害面前和战争时期的作用。
结合实例,分析大型数控设备在加工轨道交通典型关键零部件时,对轨道交通典型零部件精度的影响。
加工内燃机车柴油机机体的数控设备及产品
内燃机车的柴油机(见图2)是一个典型的箱体,其型腔复杂、相关尺寸链多并且还有许多空间立体交叉孔系,是柴油机中最关键的支撑大部件,是装配各个零部件的基础件,目前柴油机机体大体有整体铸造和板材焊接件两种。各端面上大约有大小螺栓孔上千个。而V型柴油机机体主要精度尺寸体现在三孔,即主轴承孔、二侧凸轮轴孔和气缸孔上,与这三孔有着紧密的空间相交尺寸。这些孔径等精度尺寸将直接影响到柴油机的使用寿命,且造成机破事件发生的机率增大。对柴油机机体主轴孔和凸轮轴孔的精度有着较高的精度要求,在5m长九挡孔径上,主轴孔直线度误差要控制在0.06mm,相邻误差要控制在0.03mm,同样凸轮轴孔直线度误差要控制在0.10mm,相邻误差要控制在0.03mm的精度,这就需要严格控制机体本身材质的变形、加工时的工件压装变形和对将近十几米长的机床本身的精度要求。同时内燃机车在线路上高速运行要承受高温、振动,工况比较恶劣,这就要求柴油机机体在加工时有一个良好的精度,为了使加工的产品符合工艺要求,必须有设备和合理的加工工艺来保证。在柴油机机体加工时,因设备原因影响加工精度的主要因素是主轴颈孔、凸轮轴孔的直线度和孔颈的中心距(见图3)。
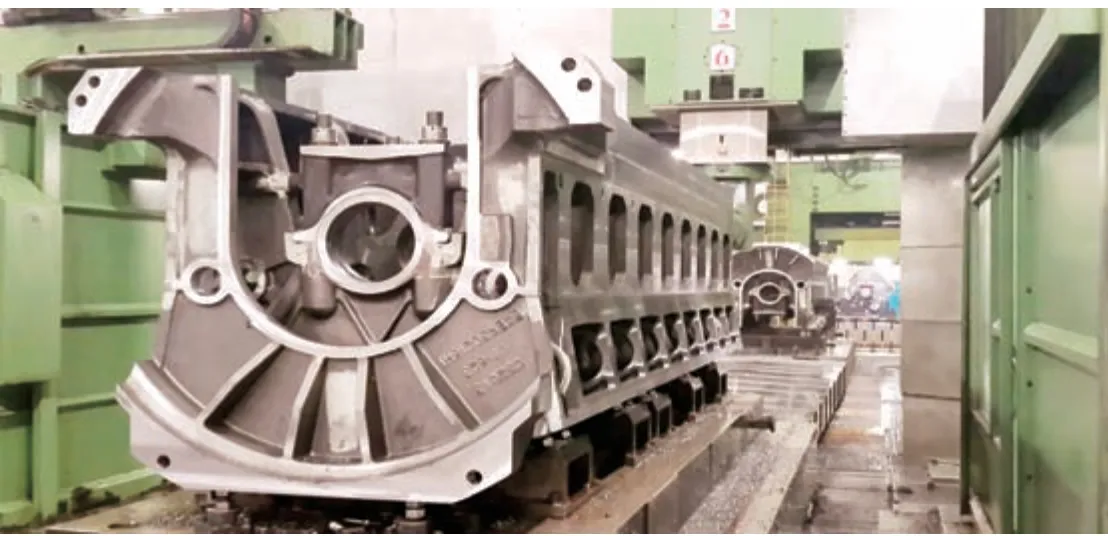
图2 数控龙门加工中心及柴油机机体

图3 主轴颈孔的加工
该柴油机机体的加工设备是数控式龙门加工中心,因为这种设备比较适合加工箱体零件。针对零件加工精度的特殊性和加工方法,对设备几项精度严格进行控制。在加工机体时,要完成加工精度难点,就需要设备本身X轴的直线度精度达到技术指标。X轴直线度精度包括:静态精度和动态运动精度,首先要保证静态精度的两项指标,即床身在垂直水平面内的直线度和水平面的直线度,以及工作台在床身上运动的动态运动精度。因为床身这两项精度会直接影响到柴油机机体主轴颈孔、凸轮轴孔的直线度,在精度调整中会用框式水平仪检测机床安装水平,用光学准直仪检测床身的直线度(见图4)。

图4 光学准直仪
在对机床床身的精度考核中注重安装水平,因为X轴的左右高低将会多少影响工作台运动电机的电流大小,造成运动速度的不均匀。垂直水平面内的直线度和水平面的直线度将直接影响柴油机主轴颈的直线度精度,这是静态精度方面的要求。在动态方面,因为加工主轴孔和凸轮轴孔时,都是通过X轴工作台移动一定的尺寸后,Z轴附件铣头一挡一挡地上下运动进行加工,因为是两轴运动,在Y和Z轴运行插补时重复定位精度指标更为重要(见图5)。

图5 机体加工示意图
在加工零件的五面时,95%的工作量是由附件铣头来完成的,所以附件铣头本体的精度决定着产品的加工精度,因此对附件铣头有两项精度的考核:①附件铣头的主轴中心线与滑枕主轴中心线的中心偏置精度。②附件铣头180°回转中心的偏置精度都应该<0.015mm,同时对附件铣头旋转后的重复定位精度也要进行严格的考核,精度指标尽量要小,才能达到产品的加工工艺要求。
机体同轴度测量记录在表格中,表中数据记录了产品的孔径间直线度和相邻的实际误差,这个精度是在精密调整机床床身以后达到的数据,主轴承孔全长同轴度0.416mm,左凸轮轴孔全长同轴度0.747mm,右凸轮轴孔全长同轴度0.687mm,完全符合产品工艺精度要求。为了正确判断产品直线度精度超差的问题,会采用在机床上在线测量,即不松螺钉、不松夹具的加工工况和离机测量的方法来判断产生问题的原因出在何处。如果用在线测量的方法,用本机测量本机加工的产品,这个精度的好坏只能反映本机床精度,而不能正确地反映出产品的真实精度,特别是直线度这种形式的精度,应该通过测量平台或者是三坐标进行(见图6)。
加工内燃机车柴油机曲轴的数控设备及产品
曲轴(见图7)是属于形状不规则的细长轴零件,主轴颈和连杆颈尺寸精度以及形位公差和位置公差要求比较高,产品零件要达到工艺要求,对于曲轴加工磨床设备来讲,能够加工长度超过6m、质量超过5t的工件,工件的主轴颈和连杆颈表面粗糙度值要达到Ra=0.4~0.6μm,主轴颈、连杆颈直径公差在0.01mm,主轴颈和连杆颈直线度在0.01mm/200mm,连杆颈圆柱度0.015mm,连杆颈分度±15″的技术要求,并且能加工不同角度和不同偏心量的连杆颈磨削的大型曲轴磨床的要求就更难了。虽然主轴颈和连杆颈的中心线不是连续的,但是它必须在同一母线且平行,并做到差值要小,这对设备要求极高。
目前加工设备的现状和加工工艺。大型曲轴在磨床上加工的工艺流程按照设备本身的加工功能和形式有两种方法,加工磨削主轴颈和连杆颈是分两种机型和两种工艺分开实施的,这主要是受到设备结构的限制和功能约束。磨削主轴颈是选择在大型普通外圆磨床上进行的,曲轴旋转运动是依靠外圆磨床的头架单边驱动的形式,在两顶尖和中心架的支撑下,逐挡对主轴颈进行磨削,在磨削主轴颈的过程中,产品的尺寸精度和技术要求都有人工的直接干预,特别是对中心架两个方向支撑力量的控制,这就要看操作工人的熟练掌握程度(见图8)。
普通标配的外圆磨床是不能够加工曲轴的连杆颈的,在加工磨削连杆颈直径时,只能选择专用的曲轴磨床来进行加工。这种曲轴磨床的头尾架卡盘是可以以头尾架中心轴线为基准的,按照曲轴主轴颈和连杆颈的冲程偏心量进行调整,使头尾架卡盘夹持连杆颈的中心围绕头尾架主轴的旋转中心,对连杆颈直径进行磨削加工。

图6 机体在测量平台上检测

图7 内燃机车柴油机曲轴

图8 曲轴在普通磨床上加工
因为曲轴技术设计的原因,存在着比较大的偏心,如果不采取措施,曲轴在加工旋转中会存在不均匀的运转现象并产生有离心力,从而使磨削加工的表面粗糙度受到影响。所以在机床的头尾架后侧都配制了配重装置,通过观察头尾架的驱动电机电流的情况进行调整,改善和均衡头尾架的旋转稳定性。
因为曲轴本身结构的原因,在头尾架同时夹紧曲轴两头时,头尾架在旋转时不同步就会造成曲轴的扭曲而影响加工精度。目前为了保证头尾架的同步,曲轴磨床头尾架的传动方式有两种,一是通过同步轴传递,即头架作为主传动,经过一系列的传动链传递到尾架,使它们实现曲轴磨床的头尾架卡盘同步,保证曲轴在运转过程中不造成扭曲。这种传递的方式制造成本低,但不可避免地存在机械传动链过长的问题,有间隙和磨损的现象,给调整带来诸多的不便。二是利用头尾架旋转作为两轴的数控同步技术,使头尾架在旋转过程中的旋转误差达到最小。有的制造厂家在采用了头尾架旋转作为二轴的数控同步技术后,为了防止因设备故障和突然停电造成头尾架失步,导致设备损坏以及造成产品报废等情况的出现,把砂轮电机突然停电后的大直径砂轮惯性当作发电机使用,把发出的电提供给头尾架电机,作为临时电源,临时保持头尾架能够在短时间内有旋转的空间,防止故障的扩大。同时为防止头尾架电器系统本身的故障而引起的失步,在头尾架机械部分设计有超越离机构作为保护装置,在实际运行中,因头架调速系统模板故障形成头尾架失步3°,正因为在该装置的作用下防止了故障的进一步扩大(见图9)。

图9 头尾架同步曲轴磨床
上述曲轴是经过两种磨床的磨削方法和两次装夹后完成的产品。由于经过两次装夹,主轴颈中心线和连杆颈中心线的平行直线度精度是难以控制和保证的。为了能够实现一次装夹完成全部主轴颈和连杆颈的磨削,随着数控技术的发展和机床功能部件水平的提高,目前国外已经有随动磨削曲轴的新设备和先进的磨削工艺,它只要在同一台机床上通过一次夹装就可以同时磨削加工曲轴主轴颈和连杆颈,而不需要再用两台不同的设备依次分别对曲轴主轴颈和连杆颈进行磨削。该设备在电器系统上设计成全数控控制、全闭环反馈测量的控制模式,在机械设计上打破传统磨床的结构分布,把原来头尾架和工件Z轴移动更改为砂轮架移动而头尾架及工件固定不动,因而床身长度就可以设计较短,由于采用了X横向滑台原理,就可以克服和消除因工件移动而造成的机床变形等诸多因素,并且还增强了机床的刚性。因设计结构的不同,从而磨削方法也不同于一般的传统曲轴磨床,它的主轴颈磨削采用切入式磨削法,连杆颈的磨削采用切入式随动磨削法(见图10)。

图10 数控随动曲轴磨
采用数控随动曲轴磨的磨削工艺,解决了因两次装夹后主轴颈中心线和连杆颈中心线的不重合、不平行且直线度超差的关键问题。这种设备在国外也没有几家能够生产,在我国也只有个别厂家在试生产。
加工内燃机车柴油机缸头的数控设备及产品

图11 柴油机缸头及设备
柴油发动机缸头(见图11、图12和图13)是典型的箱体零件,在这种型号缸头里装有4个阀门,即进排气门。要求气门芯(即气阀)在凸轮轴的作用下,阀门阀面开启、关闭、密封性能及接触面良好,而且阀杆孔长度较长,又要与阀杆阀门保持同心度,这就要求加工的设备具有:工作台B轴回转精度误差<6″,主轴中心线要与工作台保持较好的平行度,使加工的产品能够达到工艺要求。根据使用的经验,最好选用正T形床身的卧式加工中心,因为阀杆孔型腔比较复杂而且孔比较长,长短刀具换刀频率高,一次一把刀是完成不了加工程序的,因此就要求卧式加工中心工作台的基面与主轴中心线,无论在任何位置都要保持平行,不因立柱长时间作Z轴前后向的动作,造成主轴中心线变化而影响直线度和阀杆孔型腔的同心度。因立柱底面长期移动而造成磨损使产品精度超差0.15mm,从而引起阀杆和阀门发生密封性能差及阀杆断裂的现象,降低燃烧室的爆发力和柴油机的做功功率。

图12 柴油发动机缸头总成
在生产现场经常会碰到产品不合格的情况,就要认真分析造成的原因和正确处理的方法,不但要从操作工、加工工艺着手,而且也要考虑到因设备、结构的不合理所造成的超差现象。
