CO2半自动焊改进技术研究
2015-11-30桑梓心
桑梓心
CO2半自动焊改进技术研究
桑梓心

通过对CO2半自动焊在10×104m3储罐底板焊接过程中发现的一些问题进行改进和研究,在确保焊接质量的前提下提高焊接效率,并降低了劳动强度,解决了CO2半自动焊焊接效率低下,劳动强度高的难题。并成功的应用于后期的10×104m3储罐底板的焊接,为大容量储罐底板的焊接积累了相关经验。
近年来,随着全球原油价格的不断走低,为加大原油储备量,多地陆续建设了多处10×104m3原油储备罐区。10×104m3原油储罐具有焊接量大,质量要求高等特点。
本文依托中石油国际储备库项目,对CO2半自动焊在储罐底板焊接上出现的一系列问题进行了改进和研究,通过一系列对比试验确定了改进后的实际操作方法,取得了良好的焊接质量,提高了劳动效率。
1. 母材焊接性
焊接工艺评定用母材为Q235B,其化学成分与力学性能如表1和表2所示。
Q235B属于碳钢类母材,焊接性良好。适用于碳钢的焊接方法很多,如焊条电弧焊、实芯和药芯焊丝埋弧焊、 实芯和药芯焊丝CO2气体保护焊、富氩混合气体(Ar+少量CO2气体)保护焊等,几乎所有焊接方法,都可以焊接碳钢。
2. 焊接工艺评定
(1)焊接方法及焊接材料的选用 针对现场储罐底板焊接和安装的要求,为了提高焊接效率,储罐底板打底层焊缝最终选用了实芯焊丝CO2气体保护焊。焊接材料焊丝选用ER50—6,主要化学成分如表3所示。
(2)坡口类形及焊接层次 焊评用试板坡口形式如图1所示, 焊接层数和道数如图2所示。

表1 Q235B的化学成分

表2 Q235B的力学性能

表3 焊接材料主要化学成分(质量分数) (%)

图1 坡口形式

图2 焊接层数和道数
(3)焊接准备及参数 进行焊评试验的试件规格为200mm×300mm×12mm,坡口为单V形,焊接位置为3G,焊接方向为向上焊,焊接参数如表4所示。
(4)焊后检测及试验 试板焊接完成后按照NB/T47014—2011《承压设备焊接工艺评定》的相关要求进行了外观检查、无损检测和力学性能试验。
经检查发现试板焊缝成形美
观,无咬边、气孔、表面夹渣和裂纹等缺陷;经射线检测,依据JB4730.2—2005《承压设备无损检测 射线检测》标准评定,达到Ⅰ级标准,评定合格。
经测试,试板焊接接头的抗拉强度和弯曲性能均符合相关标准要求。

表4 焊接参数
3. 实践与应用
(1)问题发现 在油罐底板(中辐板)的焊接过程中发现,采用传统的CO2半自动焊焊接时(见图3),不仅焊接效率低,而且焊接质量受环境影响很大。
(2)改进措施 改进前我们使用焊工手握焊枪的传统操作方法进行焊接。所使用的焊接设备为IGBT逆变CO2/MAG半自动焊机NB—500Ⅲ,焊丝为CHW50—C6、φ1.2mm,焊接部位为10×104m3油罐底板中幅板打底层焊接。
改进后在原有设备基础上增加一台半自动火焰切割机、半自动火焰切割机导轨(导轨规格根据现场实际确定)及一个挡风框,改进后的CO2半自动焊焊接以及焊接设备如图4所示。
挡风框固定在行走小车上。另外,为减少因刮风对焊接的影响,在挡风框下部与罐底板接触的部位可增加一环摩擦力较小的橡胶皮,以减小焊枪附近的空气流动。主要改进设备和工具型号如下:半自动火焰切割机型号为CG1—30,挡风框尺寸为480mm×200mm×180mm。在采用行走小车焊接时,焊机长焊、短焊档开关拨至长焊档进行连续焊接。
(3)改进前后效果对比 经过两个罐区的试验对比,我们发现改进前由于焊工用手握焊枪,随着时间的影响,焊枪行走的高度以及行走的速度会出现层次不齐的现象,由于人为原因,还会出现很多接头,从而影响到焊缝的成形以及焊道的质量。
改进后由于焊枪固定,行走速度被小车控制,只要开始调整好焊接参数,在以后焊接中焊道成形会很均匀,并且减少了焊接接头,使焊缝成形非常美观。具体对比效果如表5所示。
通过表5中的对比数据不难发现,改进后的施工工艺不仅在焊接速度上有了很大的提高,在焊接接头数量、焊接成形、焊接成本、劳动强度、环境对焊接的影响以及焊接质量等方面都有了很大提高。
因此,通过两个罐区的对比试验,我们决定在后续罐区储罐底板焊接时均采用了上述改进后的方法,取得了良好的效果,节约了施工成本约100万元。
4. 结语
通过本次焊接施工工艺的优化改进,我们在施工质量和施工成本等方面均取得了较好的效果。
改进后的焊接施工工序应用于我单位承接的原油储备罐区,焊接质量全部达到了设计的要求。该装置于2010年10月交付使用,截止目前储罐的焊接质量均未发现任何问题,得到了用户的一致好评。

图3 改进前的CO2半自动焊焊接

图4 改进后的CO2半自动焊焊接
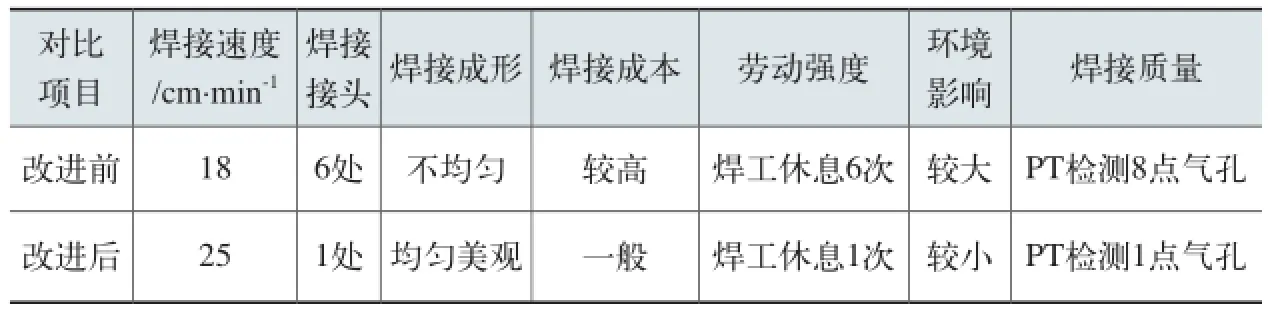
表5 改进前后效果对比(以焊接一条长30m焊缝为例)
桑梓心,中国石油天然气第六建设公司。
