工程机械行业折弯件简易展开计算及制图规范
2015-11-30郑州宇通重工有限公司工艺研究所徐永吉周永非王凯燕
■郑州宇通重工有限公司工艺研究所 徐永吉,周永非,王凯燕
工程机械行业折弯件简易展开计算及制图规范
■郑州宇通重工有限公司工艺研究所 徐永吉,周永非,王凯燕
折弯件作为工程机械产品中不可或缺的成形工件,如何对其快速有效地展开也是亟需探讨和交流的问题。折弯件展开计算主要与材质、厚度、折弯半径、折弯角度、折弯机上下模选取等因素有关,工程机械产品其材质主要以中厚板低碳钢为主。
将物体表面按其实际形状依次摊平在同一个表面上,称为物体的表面展开。展开后所得到的图形,称为物体的表面展开图。对展开图进行完整工艺尺寸标注就成为生产工艺展开图。
通过对折弯件成形角度分析,重点讨论简易折弯件展开长度计算及展开图工艺性规范,通常按中性层计算和补偿系数法计算两种展开方法。规范的折弯件设计图样能方便工艺人员进行快速做出展开图,指导操作人员进行板料有效折弯,作业易懂。
1. 非90°折弯件
板料在弯曲过程中外层受到拉应力,内层受到压应力,从拉到压之间有一既不受拉力又不受压力的过渡层——中性层,中性层在弯曲过程中的长度和弯曲前一样,保持不变,所以中性层是计算弯曲件展开长度的基准。
(1)V形折弯件 V形折弯件外形主要指在不考虑板厚影响下,外形由两条直线和圆弧构成,图1为折弯件主视图,其角度非90°,图中L1、L2表示端部距外圆弧长度,t表示板厚(下同),θ表示折弯角度。考虑中性层偏移,利用减法原则计算展开长度,工艺展开见图2,图中L表示展开长,La表示定位折弯线距离,W表示工件宽度,折弯线使用双点画线。
展开长公式
L=L1+L2-2λ(λ为折弯系数)
折弯线公式
La= L2-λ
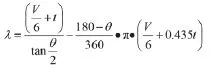
其中,V表示折弯机下槽宽度,若为板厚8倍,则式中6改为8。
由折弯系数公式可看出,展开长度主要和板料厚度、折弯角度、下槽宽度等有关,折弯机工作使用的下槽宽度决定了工件成形圆角半径。工程机械产品常用中厚板低碳钢,折弯内半径约为板厚0.8~1.25倍,且确定折弯线多使用卷尺测量,其精度±0.5mm。 为方便工艺展开,利用Microsoft Excel公式编辑功能,来编辑折弯系数的公式。根据低碳钢板厚、折弯半径、折弯角度,表1为利用Excel编辑的折弯系数表格的一部分(钢板),利用公式编辑器,在D列输入
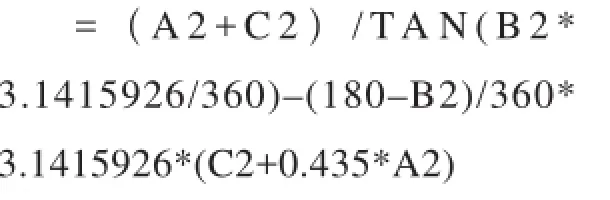

图1 V形折弯件
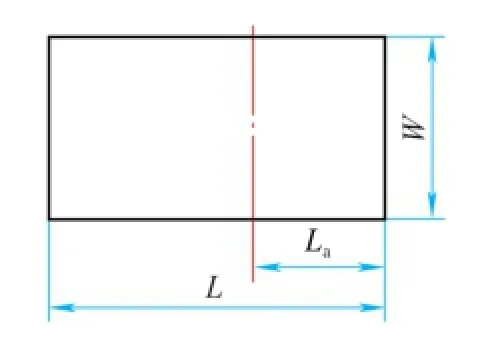
图2 工艺展开
(2)类圆弧(曲面)折弯件 类圆弧折弯件主要指板料和圆弧通过一定角度相衔接过渡或整体圆弧状的工件,如环卫产品中箱体顶板及角弧板、旋挖钻中钻筒贴板、装载机中铲斗弧板等,折弯工艺较复杂,需用折弯机进行划线分段多次折弯或三/四辊卷板机滚圆,通过制造工装样板进行验证工件尺寸工艺,以达到质量标准。对于其他曲面,如球面和圆弧回转面是不可展面,使用现有折弯机设备不能加工成形,其具体做法不做介绍。
在工程机械实际设计和生产中,一般类圆弧折弯件外形比较标准,其几何形状的素线成90°直角,即为曲面立体中直纹曲面如圆柱面。类圆弧折弯件展开按照工程制图方法和车间工艺考虑材料厚度,利用中性层知识展开。根据工件实际形状,圆弧部分或整体通过偏移工件边界线至中性层(即偏移量为板厚的一半),忽略中性层偏移。利用Inter CAD测量实体尺寸功能键,标出分段展开长度,进行累加求和,即得实际展开长度,其长度即为多次折弯或滚圆区域。图3为类圆弧工件,图中点画线表示中性层,图4为工艺类圆弧工件的工艺展开图,两折弯线区域内为需折弯或滚圆部分。
对结构复杂件,如天圆地方等,可通过借助三维软件(如SolidWorks、UG、Citia等)钣金功能直接展开,为展开尺寸精确,展开前考虑材质和板厚影响,展开后需通过折弯件图样关键尺寸验证修改。
2. 折弯件呈U形(折弯角度为90°)
针对于板厚介于2~12mm的低碳钢典例U形折弯件。下面以图5进行展开长计算,同时按照工艺规范作出展开图6。
展开长公式

折弯线公式

为防止折弯裂纹出现,工艺设计人员在对中厚板工件进行折弯处理时,会选择折弯内径R≈(0.8~1.25)t,选择折弯机下模宽度V为(8~10)t,U形折弯件根据板厚、折弯半径、折弯机下模可对折弯系数λ进行经验取值(见表2)。
在板厚为2~12mm时,可采用上述减法原则快速计算展开长。当直角折弯数为3个时,其展开长为L=L1+L2+L3+L4-3×2γ,以此类推,当直角折弯数为n时,其展开长为
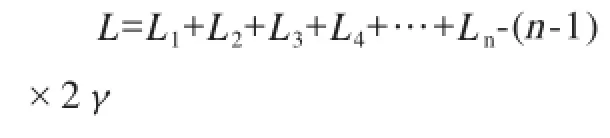
其中,Ln均为折弯件外形尺寸。该减法原则在工程机械行业使用,进行折弯件工艺验证时,均能符合要求尺寸标准公差,产品质量良好,能够满足生产需求。
在折弯过程中,由于受不同材质、折弯系数、设备精度等误差,再加上测量误差及人为操作误差,就会累计误差,如果有的误差在折弯过程中可以相互弥补一些,最终误差就可能会变小一些,反之就会变大,甚至超过允许范围,导致工件报废。因此,在折弯过程中应当经常测量关键尺寸,特别要重视首件的测量与控制,如果误差较大,就应当把尺寸进行调整,直到合格。
采用该方法,对简易折弯件能快速展开,提高了工作效率,同时也能有效指导一线操作,通过对批量成形产品工艺验证,能满足产品质量要求。
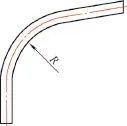
图3 类圆弧工件

图4 工艺展开
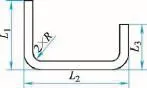
图5 U形工件

图6 工艺展开

表1 Excel编辑折弯系数

表2 t、V、λ关系表
20150708
