折弯因子K、折弯扣除对钣金折弯的影响及转换
2015-11-30泰安康平纳机械有限公司宋一祥孟宪礼耿亚琳
泰安康平纳机械有限公司 宋一祥,孟宪礼,耿亚琳
折弯因子K、折弯扣除对钣金折弯的影响及转换
泰安康平纳机械有限公司 宋一祥,孟宪礼,耿亚琳

钣金件是机械行业中主要零件类型之一,其直接决定着机械外观,也反映着机械的成熟程度,而折弯作为钣金件中最典型最主要的成形工序,重要性不言而喻。随着机械制造行业的迅速发展,钣金件的形状越来越复杂,毛坯料尺寸是否准确,直接决定了钣金件能否具有良好的外观、足够的强度和必需的精度,所以合理设计钣金件的结构并准确计算其展开尺寸就成为钣金设计的首要任务。
折弯因子K
钣金折弯过程中,折弯处一侧的金属纤维会被压缩,另一侧则会被拉伸。在零件折弯处,存在某个平面,其上面的金属纤维既无拉伸也无压缩,此平面即为折弯中性层,如图1所示。
为表述材料折弯时中性层的位置,引入折弯因子K概念,其是折弯内侧边到中性层距离与钣金件厚度的比。即

由定义可知,K因子的参数范围为0~1。除了受折弯时是否有压料影响外,主要受材料硬度影响,且数字越低则材料越软。

图1

图2

图3
由图2、图3可知,钣金件展开长度

又因为四边形内角和为360°,即

由公式(1)、(2)、(3)、(4)可得

化简得

K因子的来源有多种途径,如钣金材料供应商、经验、相关手册等(见表1)。如果要用K因子的方法建立钣金模型,就必须找到满足实际需求的K因子值正确来源,从而得到完全满足所期望精度的物理结果。
折弯扣除
虽然K因子能够较好的反映钣金件折弯前后关系,但同一种材质材料,因为受到材料供应商、材料批次的不同以及人员、设备的影响,而在K因子上反映出有所不同。一般在工厂非批量化生产时,常用折弯机完成各种钣金工件折弯。但是折弯机刀口的圆弧为一定值,折弯内半径大小并不完全是上模弧形大小。由此用K因子计算便产生较大偏差,甚至影响产品正常使用。工厂为满足生产需要,尽可能达到钣金展开长度精确,往往使用折弯扣除这一参数。
如图4所示,折弯扣除法是指零件展开长度L等于理论上折弯两端直段部分延伸至虚拟交点的长度之和(L1+L2)减去折弯扣除系数A。因此,零件总长度可表示为

对于一台折弯机而言,折弯扣除数据的取得,一般根据生产量大小采用经验法或试验法,这里重点讨论试验法,即选用大量试验样板,折出不同角度,测量折弯前后的数据,利用公式(6)的变形,即

求其算术平均数,以此作为本台折弯机展开的标准。以下为某台折弯机对厚2mm Q235A钢板进行90°折弯测得的试验数据(见表2)。
通过代入公式可得本台折弯机对该型号钢板90°的折弯扣除为

折弯因子K与折弯扣除的转换。随着CAD/CAM技术的发展,三维建模技术在机械工程领域得到了广泛应用与普及。钣金件展开特别是复杂钣金件的展开变得越来越简单。但在大多数三维钣金展开软件中仅提供了K因子对折弯钣金的影响,而对实际生产更常用的折弯扣除没有更多涉及,影响了三维钣金展开的应用。
对于图2所示折弯工件,由K因子算法可知展开长度

而用折弯扣除法可知展开长度

由此可知
即

所以


因为式(7)与式(8)右侧相等, 化简得

折弯因子K与折弯扣除存在上述关系,通过输入不同的r、t、α值,可方便得到与折弯扣除A对应的折弯因子K。如当r=2mm,t=2mm,α=90°,A=3.2 5时,代入上式可得K=0.5119。
利用三维软件CREO进行验证,两直角边L1=L2=20mm,当K输入值为0.5119时,可得展开长度36.7498mm≈36.75mm。
使用扣除法,代入公式可得
可见,使用两种方法可以得到相同的结果。通过折弯扣除与折弯因子K的转换,使在利用三维建模进行钣金展开时更加方便快捷,更贴合于生产实践,提高了对三维软件的使用效率。

图4

表1 常用材料K因子
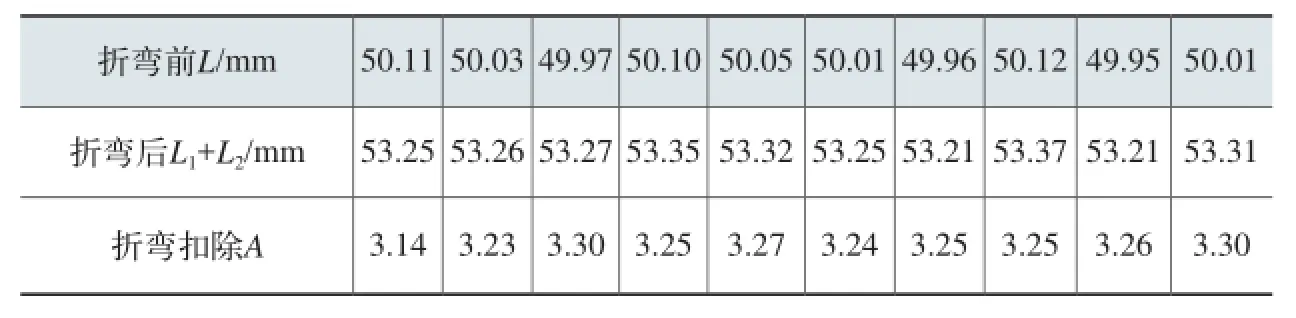
表2 厚2mm Q235A钢板90°折弯数据
20150930
