铜/钢异种材料等离子弧焊接头显微组织分析
2015-11-30程东海陈益平胡德安
彭 迟,程东海,陈益平,胡德安
(南昌航空大学航空制造工程学院,南昌 330063)
紫铜具有优良的导电性和导热性,在电力电子等领域具有广泛的应用.然而铜价格高,完全用铜及其合金制造产品在很多情况下产生浪费,而且铜强硬度不高.钢作为使用最广泛的结构材料,具有价格低、强硬度较高的优势.因此铜/钢异种材料的焊接结构广泛应用于冶金、机电、食品机械、酿酒、航空航天等工业部门,具有良好推广应用前景[1].实现铜钢异种材料的高质量和高可靠性的焊接工艺,一直是人们关注和研究的主要问题[2],目前对铜/钢异种材料焊接的研究主要集中在激光焊、钎焊、搅拌摩擦焊等焊接方法上[3-11].付俊[9]设计了激光束偏向钢侧,对接面为斜面的铜钢异种材料激光焊接工艺,其结果表明,当焊缝中铜熔化量为15.11%时,焊缝成形和力学性能最好.张建等[11],采用蒙乃尔焊条对H62黄铜与Q345B碳钢进行角焊接,结果表明:对铜钢异种金属采用蒙乃尔合金进行角接可以较好的实现冶金结合,焊缝组织主要为柱状晶,铜的热影响区主要为柱状的单相α相,钢的热影响区组织主要为马氏体组织.程东海等[12],采用等离子弧焊对紫铜与Q235钢进行了等离子弧焊试验,结果表明焊缝与铜侧界面没有明显的熔合线,呈漩涡状,钢侧与焊缝连接处出现了明显的分界线.Sajjad Gholami SHIRI等[13]采用不同焊丝对工业纯铜和304不锈钢进行钨极氩弧焊,结果表明,采用铜做焊丝时,焊缝无任何缺陷生成,而采用304不锈钢和Ni-Cu-Fe合金为焊丝时,焊缝中有凝固裂纹和未熔化区存在.
目前对铜/钢异种材料的等离子弧焊的研究较少,本文对铜/钢异种材料进行了熔透型等离子弧焊,获得较好的焊接接头,并对焊缝的力学性能、显微组织及元素扩散行为进行分析,为铜钢连接的实际应用提供帮助.
1 试验
试验所用厚度均为1 mm的T2紫铜板和304不锈钢(0Cr18Ni9)板材,实验设备采用由上海金通电子有限公司制造的LHM-200式等离子弧焊机,最大输出功率为7.4 kW,焊接电流为5~200 A,配合水冷式等离子弧焊枪.试验时将焊枪喷嘴与被焊材料的距离为3 mm,焊枪内钨极棒内缩量为2 mm.试验采用的等离子气和保护气体均为高纯度的Ar气,经过预试验确定保护气流量与离子气流量分别为0.25 L/min和0.75 L/min时效果最佳,各材料的主要化学成分见表1,主要物理性能见表2.试验采用对接接头,室温拉伸试验试样形状尺寸如图1所示,焊缝位于试样的中心.拉伸试验在WDW-100试验机上进行,最大载荷100 kN,加载速率为1 mm/s.

表1 材料的主要成分

表2 材料的主要物理性能
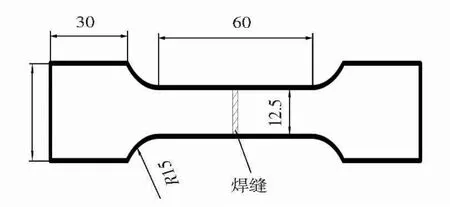
图1 拉伸试样尺寸示意图(mm)
2 结果及讨论
2.1 焊接工艺对接头力学性能的影响
为了获得较好的铜钢异种材料等离子弧焊接接头,试验通过设置两类工艺参数(焊接电流、焊接速度)研究其对接头抗拉强度的影响(试验中固定保护气与离子气流量分别为0.25 L/min和0.75 L/min).焊接试样大多断裂于焊缝与铜母材的连接处和铜侧热影响区附近.
图2为固定焊接速度为4 mm/s时不同焊接电流对接头的抗拉强度的影响.从图中看出,焊缝抗拉强度随着焊接电流的增加而增加的特点.在电流为55 A时,由于电流较小,背面未充分熔透,抗拉强度仅为129 MPa.随着焊接电流的增大,背面熔宽增加,抗拉强度显著提高,电流为65 A时抗拉强度174 MPa,接近于铜母材的强度.而当电流达到70 A时抗拉强度为168.5 MPa,说明当电流过大时热输入增大,使得接头处组织性能恶化力学性能降低.图3为固定焊接电流65 A时不同焊接速度与接头抗拉强度的关系.由图可知,焊缝的抗拉强度随着焊接电流的增加先突增后缓降的特点.在焊接速度为3 mm/s时,由于焊接速度较低,热输入较大,形成过大的熔深而烧穿.随着焊接速度的增加,热输入降低,焊缝的熔深随之减小,且铜的熔化量逐渐减少,焊缝成形转好,接头抗拉强度逐渐提高.当焊接速度为4mm/s时,接头抗拉强度达到最大值为174 MPa.
综上所述,铜钢异种材料等离子弧焊接最佳焊接参数为,保护气与离子气流量分别为0.25 L/min,0.75 L/min,焊接电流为65 A,焊接速度为4 mm/s.取在该参数下获得的焊接接头,对其进行光学显微镜(OM)和能谱仪(EDS)分析,对接头的显微组织形貌和焊缝中元素扩散行为进行观察和分析.
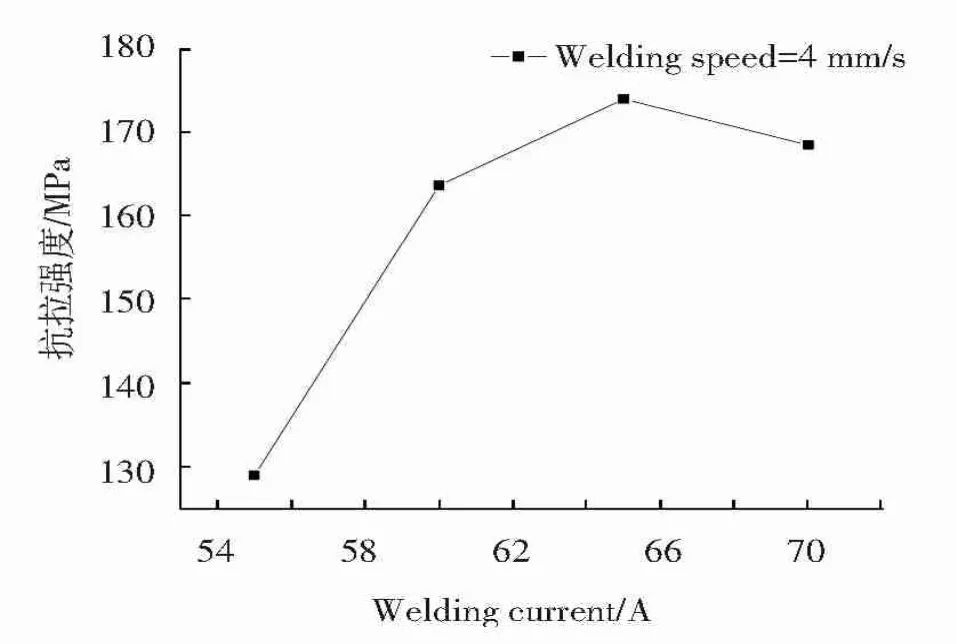
图2 焊接电流对接头抗拉强度的影响

图3 焊接速度对接头抗拉强度的影响
2.2 接头显微形貌和组织
图4为试样焊接接头宏观形貌.由图可知,焊缝在板厚方向几乎为直筒状,焊接接头在靠近铜侧母材处的结合界面较为平直清晰,而在接头在靠近钢侧的结合界面在界面的上部有较小的外拖,整个界面呈半χ型,而且整个熔池在靠近钢侧的上部有下凹的条纹,而在铜一侧则没有这种情况,说明焊接时虽然钢的熔点较铜要高,但由于铜的导热性要比钢的好很多(为钢的5倍多),使得在铜侧的温度梯度要较钢侧小的多,使得铜侧在厚度方向的温度和热量分布较均匀,所以熔化量也相似,从而形成了平直的结合界面;而在钢侧由于导热性较差使得在厚度方向热量分布不均,接头上部和下部由于靠近空气处散热困难,热量聚集使钢的熔化量较多,而中间部分由于四周都能较好的散热,使得热量相对较少熔化量也较上下两端小,从而形成了类似于半χ型;焊接时铜侧的热量散失较大,而在钢侧热量集聚,熔化量大温度较高,所以钢液的粘度较小,流动性较强,铜液的流动性差,粘度高,焊缝偏向于钢侧,焊接时在剧烈的搅拌作用下两种金属充分混合凝固后在钢侧形成下凹条纹.同时由于导热的差异,使得铜侧的半熔化状态区域要大于钢侧,半熔化区粘度很大、流动性很差,凝固后其一侧为热影响区,另一侧为焊缝中心区.
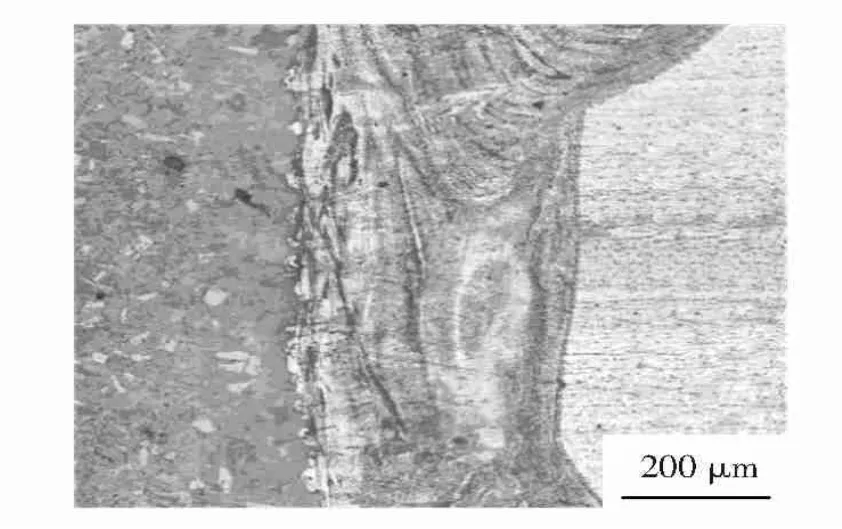
图4 接头的宏观形貌
而在铜钢焊接时,熔池在靠近钢侧有出现小孔效应,钢汽化使熔池内对流较强,凝固后形成了在钢一侧出现的条纹状组织,此外熔化的铜钢母材在液态下互熔较为充分.在焊缝中从钢侧至铜侧都存在一定的粒状或块状的组织弥散分布于焊缝中,且靠近钢侧更为明显,这是由于在液态时铜和钢是互溶的,而固态时为部分固溶的原因,由于铜铁在液态时已经充分互溶,使得在凝固后出现了一些块状和粒状的富铁相和富铜相的固溶体弥散分布于焊缝中.
图5是焊缝中心的显微组织组织.从焊缝区显微组织可见,整个焊缝区域呈细胞群状,有较多白色的晶界平直的奥氏体组织,且焊缝中有黑色鱼骨状的铁素体组织.结合Fe-Cu二元合金相图分析可知,铁和铜不会形成脆性的金属间化合物,而在α-Fe中当Cu含量小于0.3%,其组织为铜在铁中的固溶体α相,而在γFe中则要当铜的含量小于8.5%时其组织为铜在铁中的固溶体γ相;当Fe含量小于0.2%时形成铁在铜中的固溶体 ε[14-17],由于奥氏体不锈钢的组织为γ-Fe,同时由于奥氏体不锈钢在高能密度焊接时,其合金元素的蒸发烧损、扩算及与铜的作用,而使钢中合金元素减少,从而可能导致焊后焊缝中的部分奥氏体组织转变为α相铁素体及残余奥氏体等;故焊缝区组织,是以α、γ富铁相和ε富铜相固溶体组织的形式存在,而由于固溶体的力学性能较好(强度、硬度等)且富铁相和富铜相的固溶体在焊缝中成弥散分布,这有助于焊缝力学性能的提高,由于在钢侧其固溶体相分布较多也较为均匀从而其性能越高,从而也能解释,大多数焊接试样都断裂于靠铜侧焊缝处,而断裂于靠刚一侧焊缝极少.
图6为焊缝靠近铜侧区域的显微组织形貌.可见虽然铜侧的熔合线相对较为平直,但放大后,在界面处呈现出明显的湍流漩涡现象,熔池中的液态金属主要是钢,铜侧界面处于熔化状态,小孔壁上的钢液受到液态金属蒸发和喷射的反作用力和表面张力的作用,产生紊流,使钢液卷入铜侧母材基体,凝固后形成漩涡状界面,这种界面起到机械咬合的作用,有助于提高铜侧界面结合强度[9,18].在靠近熔合线处的铜母材晶粒焊接时受热循环影响这部分铜母材明显大于其它铜母材晶粒,使得该处的力学性能降低,且热影响区也较钢侧大,这主要由于铜的导热好,温度梯度较小所致,也说明了有些试样的断裂位置在铜侧热影响区.同时在该界面处界面清晰,观察不到过渡区域,说明该处的连接薄弱;在靠近铜侧界面的焊缝处,其组织主要为铁在铜中的固溶体ε相.
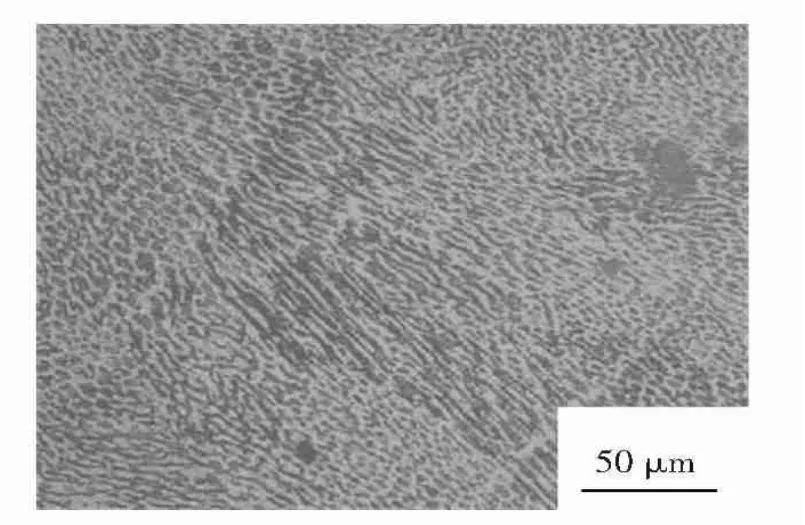
图5 焊缝中心
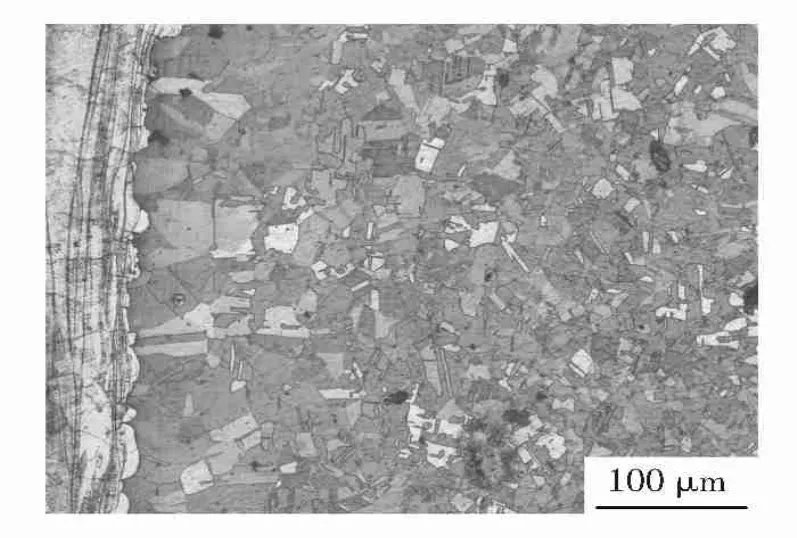
图6 接头靠铜侧
图7为焊缝靠近钢侧的微观组织形貌.可见在钢母材的热影响区其组织与原来母材的组织几乎一致,说明这部分材料保持着焊前的状态,晶粒呈细小的等轴状.在焊缝和钢母材的界面处能观察到有一明显的灰黑色的过渡区域,这表明钢一侧界面连接较好力学性能较高,也说明为何没有试样断裂于钢侧界面.因为奥氏体不锈钢的组织主要为面心立方的γ相,从图中可以看出在钢一侧组织的晶界比较清晰仍保持明显的奥氏体不锈钢组织,图中的黑色小点为碳化物.而在靠近界面的焊缝中有较多的弥散分布的点状物质,该物质极有可能为铜在钢中的固溶体相.

图7 接头靠钢侧
2.3 接头EDS分析
图8为对焊接试样接头处(黑色箭头所指位置)的EDS元素线扫描分析结果,Cu/Fe元素在接头的相对含量及分布变化情况如图所示,图中上侧深色的曲线代表Fe元素在接头处的分布情况,而下侧浅色曲线则代表铜元素分布情况.由图可知在焊缝中两种元素的分布都较为均匀,这说明在等离子弧焊接时熔池搅拌充分两种材料充分混合,在焊缝中Fe元素的含量从钢母材处的极高含量到焊缝区域其含量略微降低仍保持有较高的含量,到铜母材处其含量几乎为零,而Cu元素的含量变化情况则正好相反,在焊缝区域含量也较Fe元素少很多,可知在焊接时铜侧的熔化量较钢侧少很多.在焊缝的各处有大小不一的波形突变,这是由于在熔池的凝固过程中溶解度有限使元素析出聚集形成的析出物所致,由图可知,焊缝中心处较大的突变波峰,是由于在该处有一白色颗粒状的富铜相组织,而在靠近铜侧界面的铁元素的突变波峰,是由于在该处有颜色较深的富铁相组织所致.

图8 试样的EDS线分析图
在缝中心处弥散分布的富铜相和富铁相也表明,铜和铁元素在等离子弧焊接过程中充分的扩散和互溶,且其中铁元素的扩散为最主要的扩散,并由钢液的流动带动铜元素的迁移和扩散.而在铜侧有较多的波形突变也进一步表明,铜的熔化量较少,而使钢液卷入铜侧而形成漩涡状的卷入.图9为对图8中的黑色方框处的高倍金相图及对焊缝中的块状析出物做的EDS点成分分析,可知在靠近钢一侧的析出物的成分93.97Wt%为铜元素而仅有6.03Wt%的为铁元素,由此可知焊接时析出的白色块状物质主要为富铜相,是由于铜钢在液态时充分互溶,而在固态时为有限固溶,且铜在钢中的固溶度较小,而使大量铜析出所致,其块状物质的中部有部分的颜色较深的物质可能为铜和钢的固溶体.这也说明了在铜钢的等离子弧焊接过程中,由于铜的散热要好于钢的散热而使铜侧的熔化量较钢的熔化量要小,且小孔也形成于靠钢一侧,而使得在焊接接头的形成过程中铜元素的扩散主要依靠钢液的流动所带动.

图9 焊缝的点分析结果
3 结论
1)铜钢异种材料等离子弧焊接最佳的焊接参数为:保护气流量与离子气流量分别为0.25 L/min和0.75 L/min,焊接电流为65 A,焊接速度为4 mm/s,接头抗拉强度能达到174 MPa,试样断裂于铜侧热影响区.
2)铜钢异种材料的等离子弧焊焊缝在铜一侧为平直的,而在钢一侧则为半χ型.焊缝中弥散分布着块状和粒状的铜和钢的固溶体组织;在铜侧界面处,由于焊接时熔池的剧烈作用使钢液卷入铜侧母材基体,形成漩涡状界面,在接头的形成过程中铜元素的迁移和扩散主要依靠钢液的流动进行,为元素扩散主要的动力.
3)在焊缝区中心显微组织呈细胞群状,显微组织主要有奥氏体组织和黑色鱼骨状的铁素体组织.焊缝区组织是以α、γ富铁相和ε富铜相固溶体组织的形式存在,在靠近铜侧界面的焊缝处,其组织主要为铁在铜中的固溶体ε相;在钢一侧焊缝组织为面心立方的γ相的奥氏体不锈钢组织.
[1] 李亚江,王娟,刘鹏.异种难焊材料的焊接及应用[M].北京:化学工业出版社,2004.LI Yajiang,WANG Juan,LIU Peng.Dissimilar welding and the application of the welding materials[M].Beijing:Chemical Industry Press,2004.
[2] YAO Chengwu,XU Binshi,ZHANG Xiancheng.Interface microstructure and mechanical properties of laser welding copper-steel dissimilar joint[J].Optics and Lasers in Engineering,2009(47):807-814.
[3] 翟伟国,王少刚,罗传孝,等,铜-钢爆炸复合板的力学性能及显微组织[J].焊接,2013(4):35-40.ZHAI Weiguo,WANG Shaogang,LUO Chuanxiao,et al.Microstructure and mechanical properties of copper-steel explosion composite panels[J].Welding&Joining,2013(4):35-40.
[4] 高禄,栗卓新,李国栋,等.铜-钢异种金属焊接的研究现状和进展[J].焊接,2006(12):16-19.GAO Lu,LI Zhuoxin,LI Guodong,et al.Research status and development of copper-steel welding[J].Welding& Joining,2006(12):16-19.
[5] 董鹏.异种合金激光深熔钎焊机理与技术研究[D].北京:北京工业大学,2011.DONG Peng.Investigation on laser penetration brazing of dissimilar alloys[D].Beijing:Beijing University of Technology,2011.
[6] VELU M,BHAT S.Metallurgical and mechanical examinations of steel-copper joints arc welded using bronze and nickel-base superalloy filler materials[J].Materials and Design,2013(47):793-809.
[7] LÜ Shixiong,SONG Jianling,WANG Haitao,et al.Temperature field and flow field during tungsten inert gas bead welding of copper alloy onto steel[J].Materials ScienceandEngineeringA,2009(499):347-351.
[8] LUO Jian,XIANG Junfeng,LIU Dejia,et al.Radial friction welding interface between brass and high carbon steel[J].Journal of Materials Processing Technology,2012(212):385-392.
[9] 付俊.铜钢异种材料激光焊接研究[D].上海:上海交通大学,2009.FU Jun.Laser welding for copper-steel joint[D].Shanghai:Shanghai Jiao Tong University,2009.
[10] MOHAMMAD Hosein Bina,FARSHID Dehghani,MAHMOUD Salimi,Effect of heat treatment on bonding interface in explosive welded copper/stainless steel[J].Materials and Design.2013(45):504-509.
[11] 张建,王国平,王宜林.H62黄铜与Q345钢异种材料的焊接[J].现代焊接,2011(11):25-29.ZHANG Jian,WANG Guoping,WANG Yilin.Welding of H62 brass and Q345 steel dissimilar materials[J].Modern Welding Technology,2011(11):25-29.
[12] 程东海,邵景辉,陈益平,等.铜钢异种材料等离子弧焊接头性能[J].焊接学报,2012,3(9):97-100.CHENG Donghai,SHAO Jinghui,CHEN Yiping,et al.Plasma arc welding of copper-steel dissimilar metals[J].Transaction of the China Welding Institution,2012,3(9):97-100.
[13] SHIRI Sajjad Gholami,NAZARZADEH Mohsen,SHARIFITABAR Mahmood,et al.Gas tungsten arc welding of CP-copper to 304 stainless steel using different filler materials[J].Trans.Nonferrous Met.Soc.China,2012(22):2937-2942.
[14] 邢丽,李磊,柯黎明,等.低碳钢与紫铜搅拌摩擦焊接头显微组织分析[J].焊接学报,2007,28(2):17-20.XING Li,LI Lei,KE Liming,et al.Microstructure investigation on friction stir welds of dissimilar metals between mild steel and copper[J].Transactions of the China Welding Institution,2007,28(2):17-20.
[15] 李闯,王学敏,尚成嘉,等,组织对含铜钢中析出行为的影响[J].材料科学与工艺,2011,19(4):6-10.LI Chuang,WANG Xuemin,SHANG Chengjia,et al.Influence of microstructure on precipitation of steel bearing copper[J]. Materials Science And Technology,2011,19(4):6-10.
[16] WANG Hengzhi,WANG Kehong,ZHENG Rongkun.Microscopic bonding mechanism of welding interface with molten Cu-4Zn deposited on solid-state steel[J].Materials Characterization,2008,59(12):542-546.
[17] 姜晓飞,何鹏,冯吉才,等.CMT法30CrMnSi钢板表面熔敷CuSi3接头组织结构特征[J].焊接学报,2007,28(2):47-50.JIANG Xiaofei,HE Peng,FENG Jicai,etal.Microstructure characteristics of CuSi3 cladding on 30CrMnSi steel with cold metal transfer technology[J].Transaction of the China Welding Institution,2007,28(2):47-50.
[18] MOHAMMAD Hosein Bina,FARSHID Dehghani,MAHMOUD Salimi.Effectofheattreatmenton bonding interface in explosive welded copper/stainless steel[J].Materials and Design,2013,45(3):504-509.
