核电汽封加热器制造过程控制
2015-11-28陶德陈达平熊建坤魏蓉
陶德,陈达平,熊建坤,魏蓉
(东方汽轮机有限公司,四川德阳,618000)
核电汽封加热器制造过程控制
陶德,陈达平,熊建坤,魏蓉
(东方汽轮机有限公司,四川德阳,618000)
文章分析了核电汽封加热器制造过程中筒体与管束组件套装困难的原因,并有针对性地提出了筒体制造与管束制造的过程控制方案,解决了汽封加热器筒体与管束组件套装困难的难题,从而提高了核电汽封加热器的制造水平。
汽封加热器,制造,过程控制
0 引言
核电汽封加热器是一种U型管式换热器,它是汽轮机的附属部件,其主要作用是利用汽缸汽封的回汽余热来加热凝结水,从而提高机组的热效率。
核电汽封加热器主要由管束组件、筒体及水室3部分组成,结构简图见图1。该加热器制造的主要难点在于管束组件与筒体的套装,设计图纸中要求管束组件中折流板外圆与筒体内壁的间隙为3 mm,该要求高于绝大多数U型管式换热器的制造要求。因而,要达到设计图纸中的间隙要求及管束组件与筒体顺利套装的要求,必须进行严格的制造过程控制。
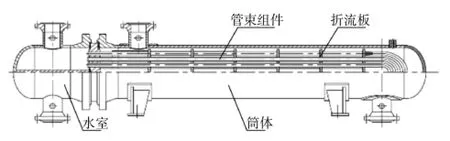
图1 结构简图
1 问题提出及原因分析
核电汽封加热器管束组件与筒体装配时,往往采用行车进行拖装 (行车拖装力不好控制),如果管束组件与筒体装配间隙过小,在拖装时就会造成筒体与折流板发生摩擦损伤,甚至出现折流板变形和换热管损伤的情况,见图2。
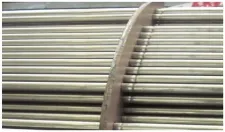
图2 管束组件受损图
从理论上分析可知,导致管束组件与筒体拖装困难主要有2个方面的因素,一是筒体尺寸偏差较大,二是管束组件折流板尺寸偏差较大。
1.1 筒体尺寸偏差
汽封加热器筒体 (见图3)用钢板卷制,3段筒体拼接而成,其主要工艺流程如下:
领料→数控切割→钢板校平→加工坡口→滚圆→焊接A缝→校圆→焊接B缝→尺寸检验
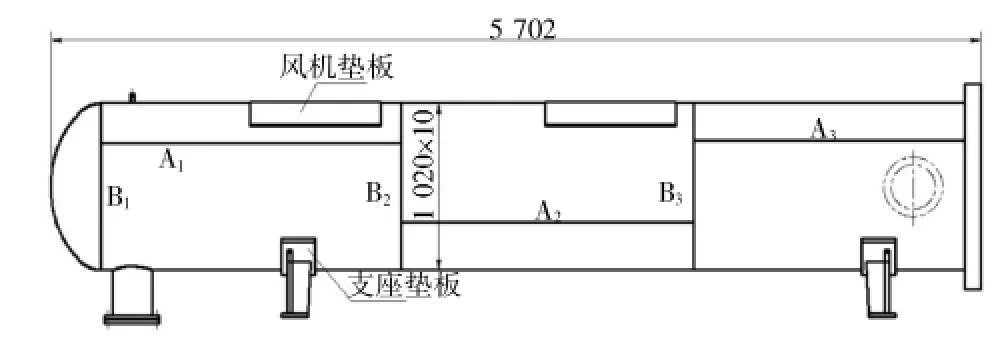
图3 筒体外形图
从筒体制造工艺流程可知,其尺寸产生较大偏差的因素主要有以下几个方面。
1.1.1 筒体钢板来料平面度超差
筒体来料钢板往往要经过多次起吊转运,从而造成钢板变形,钢板在数控火焰切割及校平后,外形尺寸就会产生较大偏差。
1.1.2 数控火焰切割本身有较大尺寸偏差
相对手工切割来说,数控火焰切割的质量有很大提高,但数控切割后的尺寸与编程时输入的尺寸还是有较大的偏差,原因如下:
(1)火焰切割速度慢,预热时间长,钢板吸收过多热量会发生热变形。
(2)火焰切割割口宽度对切割尺寸也有影响,不同材料及尺寸的零件,往往割口宽度不一样,当切割厚度增加时,往往需要更大的喷嘴直径,切口也将随之加宽,从而使零件的变形量增大。
(3)在数控切割中,材料的内应力会随着材料的去除、局部内应力释放而重新分布,从而导致钢板的位移和变形,产生切割偏差 (切割工件尺寸偏差见表1)。
从理论上讲,一个零件的切割程序编好了,并且确定了割缝补偿后,切割出的零件尺寸就不会有变化。然而在实际切割中发现,切割出的零件还是有一定偏差,特别是一些直接切割后不进行加工的零件。
由于数控火焰切割后的钢板尺寸有较大的偏差,从而造成成型后的筒体的直径超差。
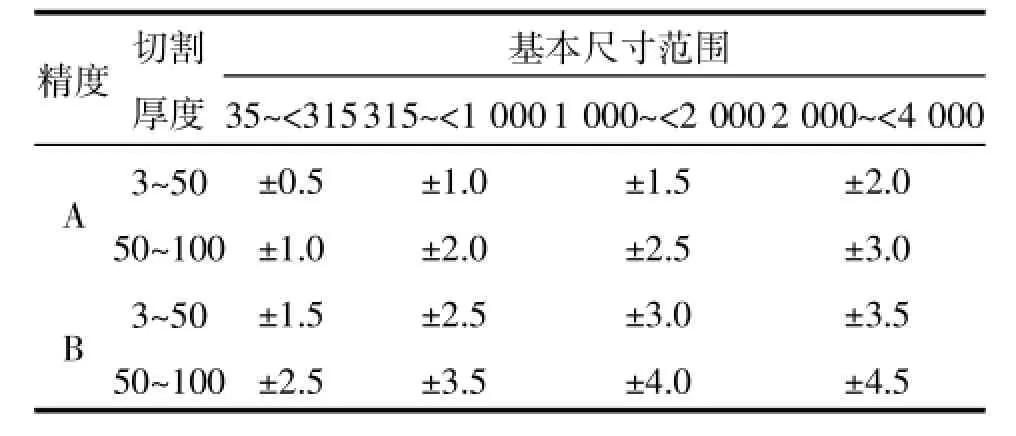
表1 工件尺寸偏差 mm
1.1.3 筒体的椭圆度超差
核电汽封加热器的筒体采用三滚卷板机进行滚圆,影响筒体椭圆度的因素有卷板机的精度、滚圆的次数及人为因素等。另外,焊接筒体A缝时,会产生焊接变形,从而导致椭圆度变大。
1.1.4 焊接筒体B缝时,装配误差及焊接变形导致
直线度超差
核电汽封加热器筒体由3段组成,有2条环焊缝,由于筒体有椭圆度,在组装时会产生错边(GB 150中规定容器受压件的组装不得强力进行对中、找平),另外,装配时焊缝坡口间隙也不可能绝对一致,从而导致筒体焊接后直线度超差。
1.1.5 筒体内部环焊缝打磨不够
按GB 151中要求,壳体内部凡有碍管束顺利装入或抽出的应磨至与母材表面齐平。而在实际制造过程中,总有部分焊缝打磨不够。
1.1.6 垫板与筒体焊接时导致筒体变形
核电汽封加热器筒体 (见图3)上有2件风机垫板 (尺寸为δ10×720×899)和2件支座垫板(尺寸为δ16×280×1 576)要与筒体进行焊接,焊缝为单面角焊缝,焊接垫板时易导致筒体变形。
1.2 管束折流板尺寸偏差
核电汽封加热器管束组件 (见图4)中有10件折流板,折流板采用数控切割下料,然后叠装加工,其制造的主要工艺流程如下:
领料→数控切割→钢板校平→叠装→划窝→钻孔→拆装→去毛刺→尺寸检验
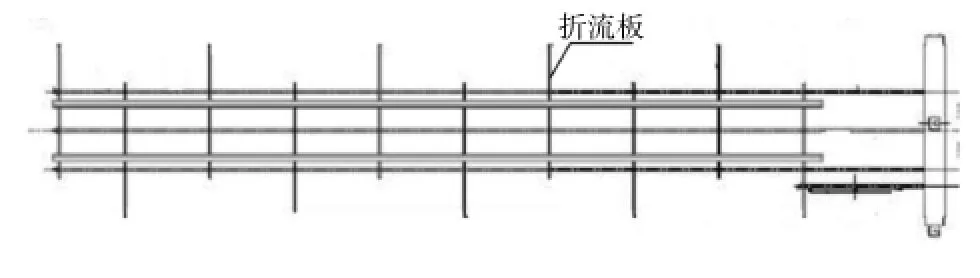
图4 管束组件外形图
从折流板制造的工艺流程可知,导致折流板尺寸产生偏差的主要因素有以下几个方面。
1.2.1 钢板切割尺寸偏差
折流板钢板也是采用数控火焰切割,与筒体钢板一样,其切割也会产生尺寸偏差。
1.2.2 折流板叠装产生尺寸偏差
折流板叠装时,以外圆找正,折流板的外圆不可能绝对平齐。所以,在组装管束组件时,每块折流板找中心也不一样,这导致尺寸偏差反应在折流板外圆不在一条直线上。
1.2.3 管束组件装配时管孔找中心对折流板外圆尺
寸有影响
管束组件装配时,要求相邻两块折流板的同心度小于1 mm,整个管束组件的同心度小于2 mm,该要求也会导致折流板的外圆不在同一直线上。
实际上,核电汽封加热器管束组件与筒体套装困难往往不是由某一个因素造成的,而是由多个因素综合造成的。因此,在制造过程中要对每一个因素都要加以控制。
2 过程控制依据
许多换热器制造企业解决管束组件与筒体套装困难这一问题时,往往是通过手工打磨管束组件折流板外圆的方式。然而打磨折流板外圆不仅会使折流板与筒体的装配间隙不均匀,而且难以达到设计图样中折流板与筒体装配间隙要求。另外,从廷克尔壳体流动模型可知,过量打磨也会降低核电汽封加热器的换热效果。
1947年廷克尔 (Tinker)首次提出了壳体流动模型,即把壳体流体分成了A、B、C、E、F 5股流 (见图5)。
A股流:折流板管孔与换热管径向间隙的漏流;
B股流:穿过换热管的横流流路,即换热的主流体;
C股流:管束周边,尤其是接管流通区形成的外层流体通道里的漏流;
E股流:折流板外圆与壳体圆筒的间隙通道的漏流;
F股流:多管程分隔板区域或U型管程间宽通道流经的漏流。
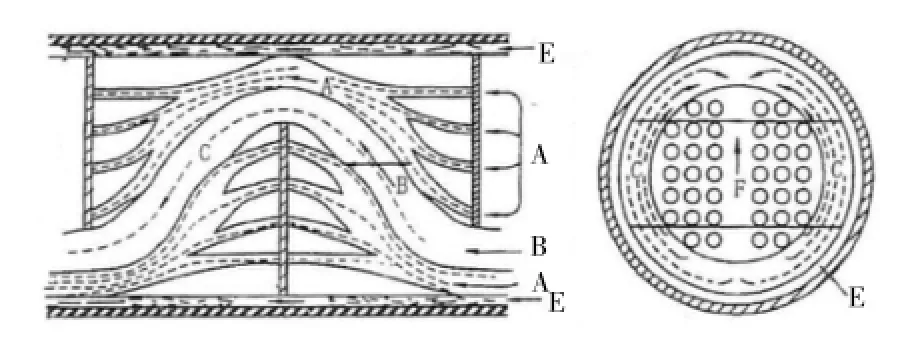
图5 壳体流动模型
虽然相同流量下A、C、E、F 4股流要比B股流传热性要弱得多,但也不是完全不起传热作用,所以作为换热器来说,要尽可能扩大B股流的比例,减小A、C、E、F 4股流。对于汽封加热器来说,要减小E股流则要严格控制折流板与筒体的装配间隙。
3 制造过程控制
从Tinker壳体流动模型可知,控制筒体与折流板的间隙可以通过下面3个方面来达到这个目的:
(1)控制筒体的直径和椭圆度;
(2)在保证能顺利穿装管束的前提条件下,尽量加大折流板的外圆尺寸。这就是说必须严格执行图样中折流板外圆尺寸及偏差,不能为了管束组件与筒体套装顺利而随意减小折流板的外圆尺寸;
(3)壳程筒体内A、B类焊缝及接管内焊缝打磨至筒体内表面齐平,这是保证在制造、检修换热器抽装管束所必须做到的。
3.1 控制筒体的椭圆度和直径
从筒体的制造流程可知,控制筒体的制造质量主要从下料、加工、滚圆、装焊等几个方面进行控制。
3.1.1 筒体板材下料
由于筒体钢板在运输及起吊过程中,容易造成其平面度超差,所以在钢板数控切割前需要对其进行校平,保证校平后钢板的平面度达到相应标准要求。
3.1.2 筒体板材加工
由于数控火焰气割会产生一定的尺寸偏差,所以在切割筒体钢板外形时留5 mm加工余量,在钢板切割及校平后采用机械加工的方法去除多余余量,从而保证筒体钢板的外形尺寸偏差最小。
3.1.3 筒体滚圆
为防止滚圆时产生扭斜,卷板开始时,工件送进务必对中,使工件的母线与滚子的轴线平行,防止错口和大小口。
为了控制筒体的直径,筒体滚圆后定位焊接前,需要测量筒体的外圆周长,保证周长偏差在± 2 mm后进行定位焊接。
按照筒体滚圆尺寸偏差表(见表2)可知,1 000 mm筒体冷卷的尺寸偏差为±3 mm,然而该偏差并不满足筒体与折流板3 mm装配间隙要求,所以采用多次校圆的方式来提高筒体的圆度,保证汽封加热器筒体冷卷后尺寸偏差要控制在±2 mm范围内。
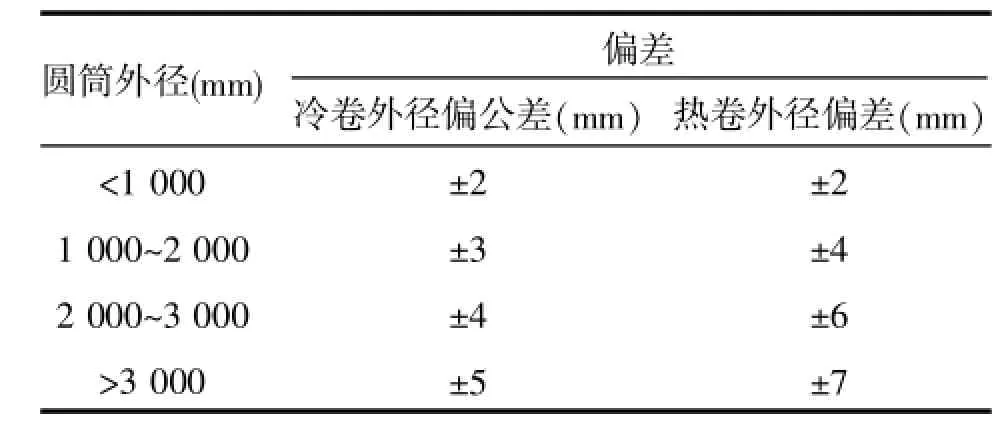
表2 滚圆尺寸偏差
另外,在每件筒体滚圆后,在筒体端部布置米字型工艺撑杆,防止吊起时发生变形。
3.1.4 筒体A缝焊接
筒体A缝采用自动埋弧焊进行焊接,埋弧焊焊接质量稳定,同时焊接变形小,另外,为了减小A缝内收,先从内部进行焊接,然后在外面清根后进行盖面焊接。
3.1.5 筒体B缝焊接
为了保证整个筒体焊接后的直线度,在进行筒体拼接时,在筒体端部4个方向定位焊4件定位板,调整好直线度后进行自动埋弧焊。
3.1.6 筒体垫板的焊接
为了避免垫板与筒体焊接时筒体产生变形,焊接垫板前,在筒体内部布置支撑管,然后进行焊接,筒体去应力热处理后去除内部的支撑管。
3.2 控制折流板外圆尺寸
为了保证折流板的尺寸精度,需要从以下两方面进行控制。
3.2.1 折流板下料
在数控火焰切割前对钢板进行校平,同时,下料时留取5 mm加工余量,在折流板钻孔完成后,采用机械加工来加工折流板的外圆,从而保证折流板的外圆尺寸偏差。
3.2.2 折流板的叠装及外圆加工
折流板管孔加工完后,将折流板分成2组,每组5件,具体方法是将5块折流板叠装在一起,用销钉进行定位并用螺栓、螺母把紧,然后在数控车床上车准外圆。
4 结束语通过对汽封加热器筒体及折流板制造过程的尺寸控制,最大限度地降低了筒体与管束组件装配时的尺寸偏差。为了检验核电汽封加热器制造过程控制的效果,选取了一台汽封加热器进行验证性制造,结果是管束组件在与筒体套装时,筒体与折流板间隙均匀,没有任何干涉。因此,通过综合性地制造过程控制,比较完美地解决了核电汽封加热器制造时筒体与管束组件套装产生摩擦损伤的难题。
[1]JB/T 10045.3-1999.热切割气割质量和偏差[S].北京:机械工业部机械标准化研究所,1999
[2]GB 150-2011.压力容器 [S].北京:中国标准化出版社, 2012
[3]GB 151-1999.管壳式换热器 [S].北京:中国标准化出版社,2004
[4]T.Kuppan.换热器设计手册 [M].钱颂文,等,译.北京:中国石化出版社,2004
Manufacturing Process Control of Nuclear Steam Seal Heater
Tao De,Chen Daping,Xiong Jiankun,Wei Rong
(Dongfang Turbine Co.,Ltd.,Deyang Sichuan,618000)
The paper analyzes the causes that nuclear steam seal heater shell and tube bundle are assembled difficultly,and puts forward the process control scheme of shell and tube bundle manufacturing to solve the problem of steam seal heater shell and tube bundle assembly,and improves the manufacturing level of nuclear steam seal heater.
steam seal heater,manufacturing,process controlling
TK172
A
1674-9987(2015)03-0022-04
10.13808/j.cnki.issn1674-9987.2015.03.006
陶德 (1978-),男,高级工程师,2001年毕业于西南石油学院机械制造专业,现从事汽轮机辅机焊接技术工作。
