电动直驱式超高压力控制系统的建模与仿真
2015-11-26许宏沈佳丽王凌陈锡爱
许宏,沈佳丽,王凌,陈锡爱
(中国计量学院机电工程学院自动化研究所,浙江杭州310018)
0 前言
无论是我国的人造金刚石的六面顶压机还是国外的两面顶压机,其液压系统采用的都是基于密封、节流控制和容积式泵的原理建立起来的常规液压系统[1-3]。常规的液压系统在不断的保压补油过程中会造成压力脉动和压力的波动,从而影响了金刚石合成的品质。
电动直驱式超高压力控制系统就是采用“伺服电机+丝杠”的形式,直接驱动液压缸产生高压,再经过增压缸的液压放大产生超高压提供给压机的主油缸进行作用。此控制方式作为压力补偿方式主要用于金刚石生产的保压阶段。在控制过程中,可以消除传统液压控制系统中由阀控和泵控带来的压力脉动,并且可以减少压力波动的产生,因此可以在一定程度上提高压力的控制精度,从而提高金刚石的合成品质。
本文作者建立了电动直驱式超高压力控制系统的数学模型,并利用计算机控制系统对其进行了仿真分析。
1 电动直驱式超高压力控制系统的数学模型
整个超高压力控制系统是由电动伺服部分和液压部分组成的,其控制框图如图1所示,分别建立它们的数学模型。

图1 电动直驱式超高压控制系统方框图
1.1 电动伺服部分的数学模型
交流伺服电机是一种机电控制元件,完成电能向机械能的转换。在该系统中,电机输出转矩T作用到丝杠上,由于永磁交流伺服系统的频带比整个伺服控制系统的频带要宽很多,所以可以简化为二阶的惯性环节[5-6]。

式中:Kt为永磁交流伺服系统的转矩增益;
Tm为电机的机电时间常数;
Td为电机的电气时间常数。
丝杠由电机带动输出驱动力,其传递函数可以认为是一个比例环节[7-8]。

式中:l为丝杠的导程;
η为丝杠的传输效率。
1.2 液压动力部分的数学模型
在此压力控制系统中,通过丝杠推动液压缸活塞产生较高的液压,再经过增压缸的液压放大作用产生超高压,提供给压机的主油缸进行工作,再经过压机主油缸顶锤的放大作用,从而实现金刚石合成腔中的压力条件来合成金刚石,其运动模型图如图2所示。
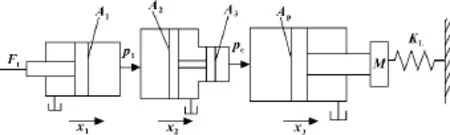
图2 液压动力部分运动模型图
输入为丝杠作用在液压缸活塞上的作用力Ft,输出为增压放大后的超高压pc。电机推动丝杠,使得丝杠输出的位移为x1,力为Ft。首先设有油液腔的活塞有效面积为A1,折合到活塞上的质量为Mt,Bp为活塞和液体缸体的黏性摩擦阻尼系数,增压缸大腔的活塞有效面积为A2;小腔的有效面积为A3;增压缸质量为m;折合到压机主油缸活塞上的质量为M;x2为增压缸的位移量,x3为压机主油缸的位移;KL为弹性负载的弹性刚度。对上述过程可以建立以下方程[9-11]:
(1)力平衡方程:
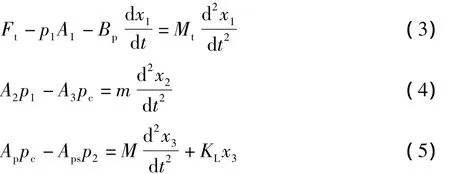
(2)流量方程 (体积流量):
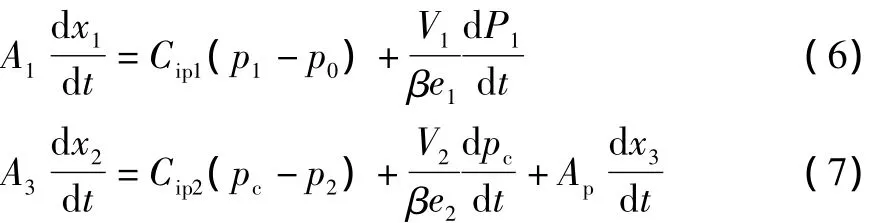
上述式 (1)— (7)就是电动直驱式超高压力控制系统的数学模型。
1.3 电动直驱式超高压力控制系统数学模型
经过简化后,电动直驱式超高压力控制系统的传递函数为

整个控制系统的传递函数方框图如图3所示。
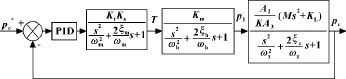
图3 电动直驱式超高压力控制系统传递函数框图
2 电动直驱式超高压力控制系统的仿真分析
针对电动直驱式超高压力控制系统给定下列参数:电机的机电时间常数Tm=30 ms,丝杠导程t=10 mm,液压缸活塞面积A1=3.14×10-4m2,液压缸内泄系数Cip1=3×10-11(m3/s·Pa),油腔容积V1=0.9×10-5m3,体积弹性模量βe1=6.9×108Pa,黏性摩擦阻尼系数Bp=590(N/(m/s)),增压缸低压腔活塞面积A2=2.826×10-3m2,增压缸高压腔活塞面积A3=3.14×10-4m2,压机主油缸内泄系数Cip2=5×10-11(m3/s·Pa),压机工作油缸的面积Ap=0.166 m2。
该系统由放大环节和震荡环节组成。因此,在理论分析中可以通过适当的控制策略和参数调整来改善系统的性能。
利用Simulink搭建该系统的仿真模型,在不同的输入信号下观察其输出响应,如图4、5所示。

图4 阶跃响应曲线

图5 斜坡响应曲线
图4是系统对阶跃信号响应的仿真曲线。图5是系统对斜坡信号响应的仿真曲线。从上述曲线响应图可以发现,该控制系统对输入信号的响应可以满足要求,且具有较好的跟随性。
3 结论
基于六面顶压机的超高压力的恒压控制,提出了一种电动直驱式的压机超高压力补偿控制方式。通过电动直驱式超高压力系统的数学模型的建立,传递函数的推导,以及利用Matlab对整个直驱式液压压力控制系统进行系统仿真分析。该系统的仿真分析结果表明:(1)该系统是稳定的,且具有良好的稳定性和跟随性;(2)由于该控制系统是在金刚石合成的最关键的补油保压阶段进行的,代替阀控或泵控液压缸,以此来弥补常规液压控制系统的不足,所以可以在一定程度上提高压力控制的精度。
以上研究为生产高品质金刚石等超硬材料时提高压力控制精度的方法奠定了研究基础,这种系统的深入研究具有很重要的实际意义,并将做进一步的实验研究。
[1]方啸虎.中国超硬材料新技术与进展[M].合肥:中国科学技术大学出版社,2004.
[2]赵玉成,孙金峰,王明智.含纳米金刚石的立方氮化硼聚晶的制备[J].高压物理学报,2007,21(4):409-413.
[3]刘建设.UDS-Ⅲ型六面顶高压合成装置及高品质金刚石的合成研究[D].吉林:吉林大学,2005.
[4]姜继海,苏文海,张洪波,等.直驱式容积控制电液伺服系统及其在船舶舵机上的应用[J].中国造船,2004(4):56-58.
[5]阮毅.电力拖动自动控制系统-运动控制系统[M].北京:机械工业出版社,2009.
[6]LAI C K,SHYU K K.A Novel Motor Drive Design for Incremental Motion System Via Sliding-mode Control Method[J].IEEETransaction on Industrial Electronics,2005,52(2):499-507.
[7]郑洪波,孙友松.直驱式容积控制电液伺服系统及其发展[J].机床与液压,2011,39(2):132-136.
[8]王克武,李乐宝,许宏.六面顶压机超高压模糊PID控制系统的研究[J].机床与液压,2013,41(4):127-129.
[9]李洪人.液压控制系统[M].北京:国防工业出版社,1990.
[10]李新平,霍族亮,于仁萍,等.基于Matlab/Simulink的液压缸建模与仿真[J].煤矿机械,2005(7):49-51.
[11]隋文臣,宁玉珊.基于普通活塞式液压缸组成的增压器[J].机床与液压,2010,38(12):72-74.
[12]邹伯敏.自动控制理论[M].北京:机械工业出版社,2007.
[13]GOLNARAGHI Farid,KUO Benjamin C.Automatic Control Systems[M].Wiley,2002.