氯化钛白氧化反应器防结疤技术现状及评价
2015-11-25王亚锋李俊峰张兵兵柳少军
王亚锋 李俊峰 张兵兵 柳少军
(1.漯河兴茂钛业股份有限公司,河南 漯河 462000;2.漯河市环境监测中心站,河南 漯河 462000;3.郑州大学化工与能源学院,河南 郑州 450002)
氧化反应器是氯化法制备钛白粉的核心设备,该技术长期以来被美国杜邦等公司严格保密,不为外界所知。国内对氯化钛白制备工艺的研究始于20世纪60年代,由于氯化钛白制备工艺条件苛刻,设备要求高,技术难度大,研究工作始终进展缓慢,氧化反应器的运行周期短是阻碍研究工作的主要问题。这主要是由于氧化反应器易发生“结疤”现象,致使系统压力急剧升高,从而被迫停炉。
1 氧化反应器结疤的形成
四氯化钛气相氧化是非均相放热反应,由两种气相物质生成固相(TiO2)和气相(Cl2),包括化学反应、成核、成长和晶型转化四个基元步骤[1],总化学反应式为:
TiCl4(g)+O2(g)=TiO2(R,s)+2Cl2(g)
氧化反应在1 400~1 800℃的高温条件下进行,反应速率极快,几毫秒的时间内即生成TiO2粒子。TiO2粒子有很大的过饱和度,它们相互碰撞的概率会很大,并且氧化反应新产生的TiO2粒子有很大概率与反应器的器壁接触,附着在氧化反应器壁的某一表面上,特别是在气相氧化反应剧烈的高温反应段器壁表面上,TiO2粒子会烧结并不断长大,进而堵塞反应器,该过程称之为结疤。
氧化反应器最易结疤和疤块硬度最大处,均处于四氯化钛气相氧化反应段,因为该区域温度高、反应速率快、生成的TiO2粒子过饱和度大,同时由于初生成的TiO2颗粒比较小,更容易融合和烧结。经XRD和SEM分析,氧化反应器壁的疤块主要是由淀积在器壁表面上的TiO2颗粒高温烧结形成的[2]。
2 防结疤方法
2.1急冷降温法
四氯化钛的气相氧化反应温度高达1 400~1 800℃,对于氧化反应器内生成的TiO2粒子,其粒径仅为0.15~0.3μm,尤其是新生态的TiO2粒子,其粒径较小,具有纳米材料的小尺寸效应特征,随着粒径的变小,TiO2的熔点不断降低。当其熔点接近氧化反应器的反应温度时,会有部分TiO2粒子呈熔融状态,附着在氧化反应器壁面上很容易形成疤层或较大的颗粒,形成坚硬的烧结物。
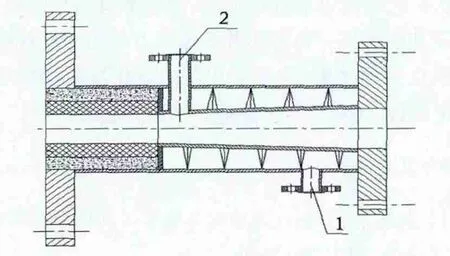
图1 水套冷却示意图
如图1所示,氧化反应器器壁设置有环形水套,水套内设螺旋型导流片,利用冷却水循环对氧化反应器器壁进行水冷,实现降温,氧化反应器内壁结疤物不再是坚硬的TiO2烧结物,而是疏松的TiO2颗粒附着物薄层,为除疤奠定了良好的基础[2]。
但是如图1所示,在氧化反应器无法进行有效冷却的部位和气相氧化反应集中发生的反应段部位依然会有结疤的发生,仅依靠急冷降温法无法完全解决TiCl4氧化反应器内的结疤问题。
2.2 机械除疤法[3]
早期的氧化反应器除疤手段多采用机械刮刀除疤法,典型的机械除疤如美国专利USP2805921,其氧化反应器采用直立柱形结构,氧化反应器壁面上的结疤依靠可升降的刮刀不断旋转除去,刮刀上装有锯齿形的金属环,金属环的外径略小于氧化反应器的内径[4]。通过刮刀的上下移动和旋转,可以有效解决氧化反应器壁面结疤问题。
机械除疤法是一种比较有效的清除结疤的方法。它不要求氧化反应器器壁必须冷却,这样可以使用耐火材料作为氧化反应器的内衬,不仅减少了反应段的热量损失,而且可以保证气相氧化反应的温度要求和转化率要求。但是机械刮刀刮下来的疤层多是被烧结的大颗粒聚集体,不适合作为颜料使用,需要分离出来。此外,刮刀的运行状况,直接关系到氧化反应器的除疤效果,然而刮刀作为易损部件,不利于氧化反应器的长周期运行。
2.3 多孔壁法[5]
多孔壁法是一种研究得较早的防结疤方法,采用这种形式防结疤的氧化反应器典型结构如图2所示。
多孔壁段可用耐火材料制成,通常是用素烧陶瓷管,外面围以金属夹套,Cl2、N2或CO等其他气体在加压状态下从多孔壁渗透器壁进入氧化反应器内腔,在反应器壁内表面形成一层遮蔽气体,器壁温度保持在300℃以下,防止TiO2颗粒在器壁上黏结,并可吹扫掉部分附着在多孔壁上的TiO2颗粒。
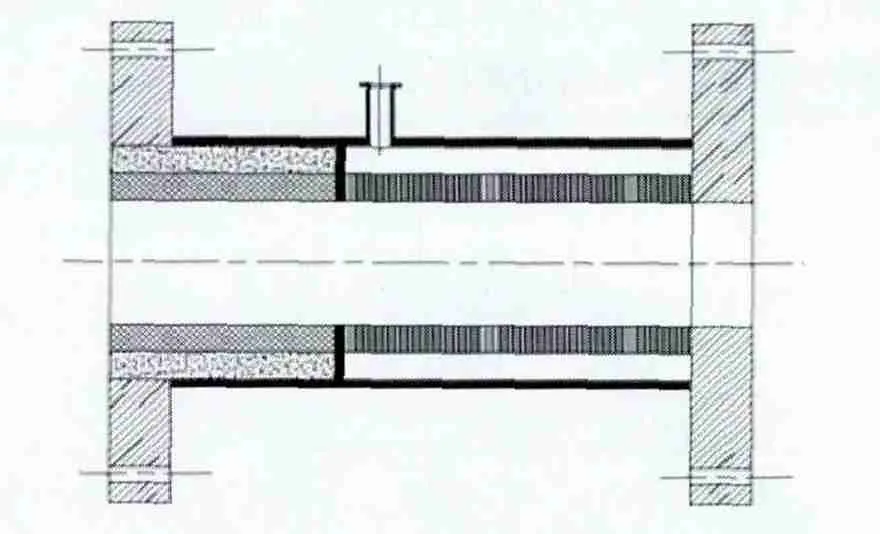
图2 多孔壁示意图
多孔壁制作工艺复杂,其上的微孔很难实现孔径均一;素烧陶瓷管阻力较大,甚至使气体渗过炉壁后流速几乎为零,不能吹扫掉附着在器壁上的TiO2颗粒。同时,多孔壁还存在着过度热损失的问题。所有这一切,使渗透气在器壁上形成一层均匀的气体保护膜变得十分困难,这就大大降低了除疤的效果。
2.4 气膜保护法[6]
气膜保护法是向氧化反应器内加入切向流动的高速气流,使之在反应器内壁形成连续的薄层切向环流气膜,进而起到防止和消除结疤的作用。此薄层切向环流气膜不仅可以起到隔离作用,阻止TiCl4气体、氧气以及反应生成的TiO2颗粒接触氧化反应器器壁,而且对氧化反应器器壁起到冷却降温作用,同时依靠气流的切向流动将附着在器壁上的TiO2颗粒吹除,起到吹扫作用。
切向气流必须要有足够的气流速度才能在氧化反应器内壁形成稳定的气膜,这正是气膜保护法能充分发挥防止结疤的前提。然而过量的切向气流会对氧化反应器内轴向气体的流动形成扰动作用,使轴向气流流场紊乱,进而影响到TiO2颗粒的粒径分布[7]。美国杜邦和德国钛康公司已经有较为成熟的该类氯化钛白氧化反应器。
2.5 喷粒除疤法[8]
喷粒除疤法是一种解决氧化反应器壁面结疤的有效方法。利用载气将硬度较大的固体颗粒喷射到氧化反应器内,靠其对器壁表面强烈的冲刷作用,使结疤完全不可能形成。
典型的喷粒除疤装置见图3。喷粒用的载气同气膜保护法中的气膜一样,可以使用氯气、氮气等多种气体。喷粒原料的选择同样是一个问题,曾经使用石英砂和结疤料作为喷粒除疤的原料[9],较难实现与产品的分离和循环利用,同时,高速喷射的石英砂对金属材料的冲击磨损也比较严重。目前,多采用岩盐代替石英砂和结疤料进行喷盐除疤,TiO2悬浮气体经冷却降温、气固分离后岩盐随TiO2半成品进入打浆罐进行打浆,岩盐遇水溶解,解决了除疤原料与产品的分离问题。
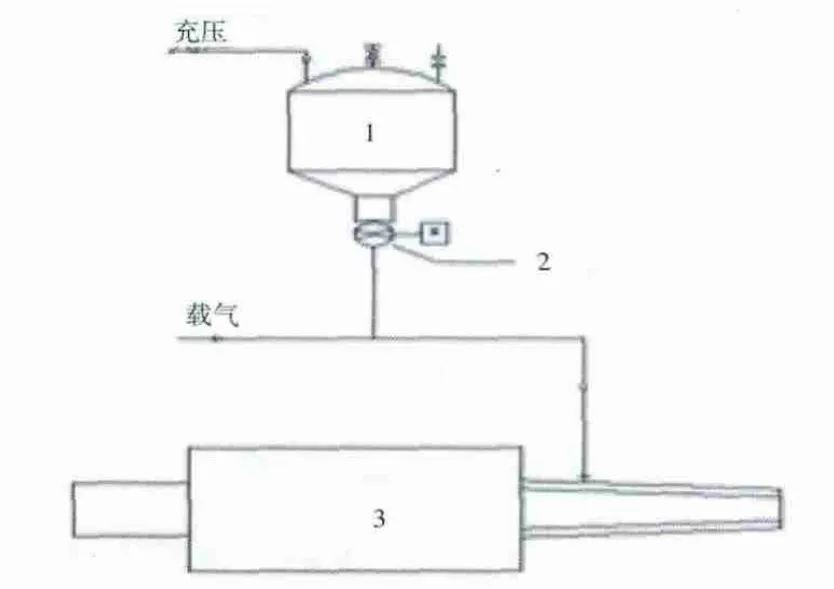
图3 喷粒除疤装置示意图(1.除疤料储罐;2.星型下料阀;3.氧化反应器)
3 技术评价及发展趋势
表1从除疤工艺设备、除疤成本、产品质量、连续作业性、劳动强度、清洁生产等因素综合考虑,对各防结疤方法进行评价。
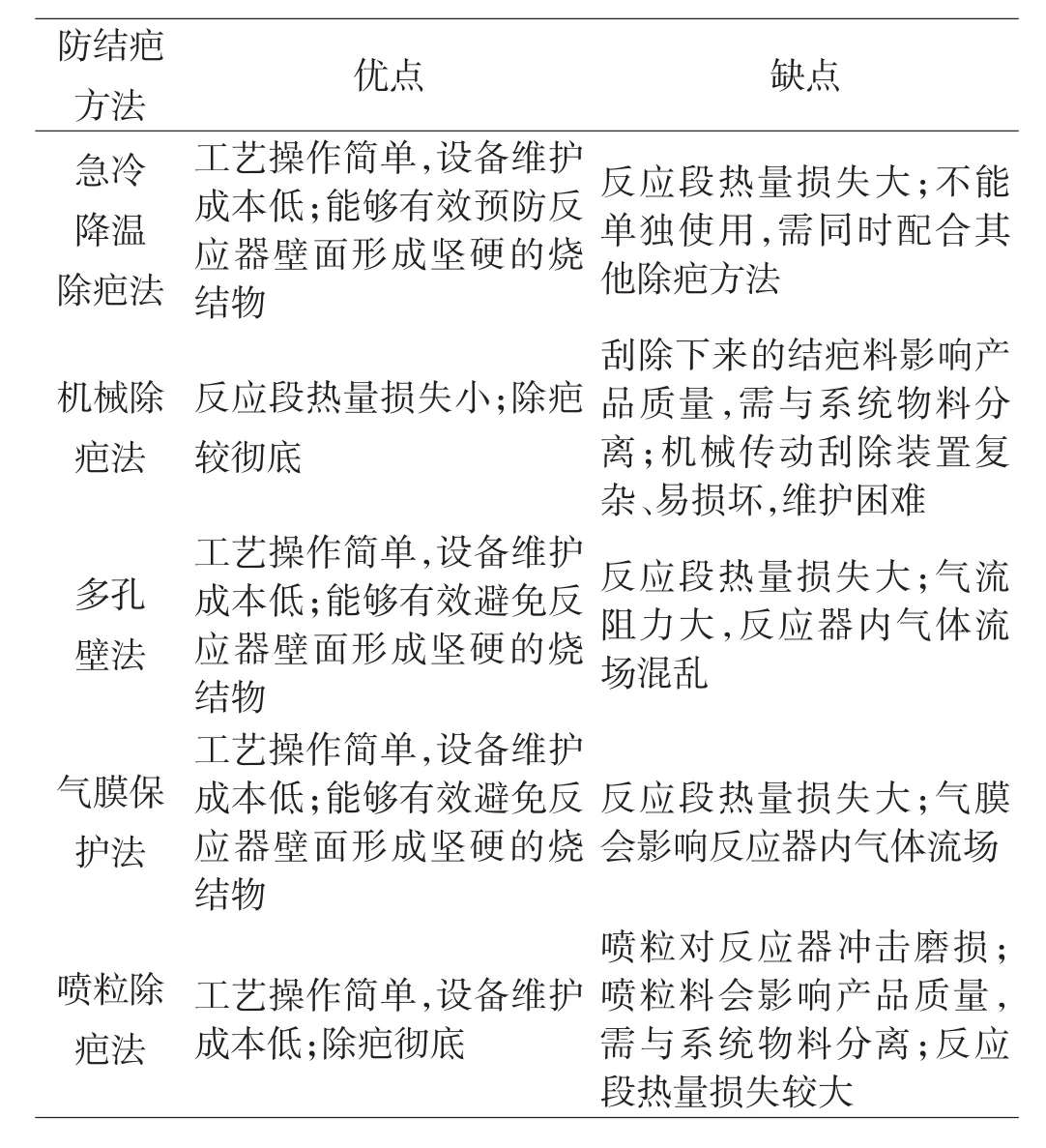
表1 防结疤方法评价
急冷降温除疤法、机械除疤法、多孔壁法、气膜保护法、喷粒除疤法是目前使用的主要除疤方法,其中急冷降温法、气膜保护法和喷粒除疤法工艺较为先进。国外对这3种方法进行了深入的研究和试验,并已经应用于工业化规模生产中。虽然急冷降温法、气膜保护法和喷粒除疤法是比较先进的除疤方法,但也都有各自的缺点,单纯依靠其中的某一种方法并不能在万吨级工业规模生产上取得良好的效果,为使氯化钛白氧化反应器能够长周期稳定运行,还需要多种除疤方法联合起来使用。
[1]魏邵东,王杏.气相法制备纳米二氧化钛的研究进展[J].中国涂料,2005(20):29-31.
[2]姜海波,李春忠,吕志敏.氯化钛白氧化反应器壁结疤机理[J].华东理工大学学报,2001(27):152-156.
[3]Willard W D,Carl K S.Vapor phase production of titanium dioxide pigment:US,3560152[p].1971.
[4]Holger H.Schaumann,Newark.Production of TiO2:US,2805921[p].1955.
[5]Pierre J P,Robert J M,Jacques H R.Process of producing titanium dioxide by the vapor phase oxidation of titanium tetrachloride:US,3499730[p].1970.
[6]Ackim K,Hans S,Hermann T.Means for producting titanium dioxide pigment:US,3540853[p].1970.
[7]孙元智,张清,王贻谦.万吨级氯化法钛白新型氧化反应器的研制[J].钛工业进展,2002(2):24-31.
[8]David R S,Richard M G.Process of the manufacture of titanium dioxide:US,3515202[p].1974.
[9]周峨,郑少华,袁章福.氯化法钛白氧化反应器结构分析与模拟[J].钛工业进展,2004(21):35-38.