基于创新的“舞动平台”关键零件的制造
2015-11-25张冬颖甄雪松
于 杰 张冬颖 甄雪松
北京电子科技职业学院 北京 100176
基于创新的“舞动平台”关键零件的制造
于 杰 张冬颖 甄雪松
北京电子科技职业学院 北京 100176
介绍基于创新的舞动平台机械关键零件加工过程,舞动平台是能够达到带动平板电脑的左右、前后摆动和一定角度内倾斜的功能。该平台是由学生制造的机械装置,它的关键零件万向节球芯的加工精度直接影响机构能否完成平台左右和前后摆动的动作,因此其加工的质量极其重要。以下是对学生关于关键零件万向节球芯加工工艺设计和制造加工工作流程的介绍。
关键零件;工艺设计;制造加工;工作流程
高等职业院校机械类专业培养的学生不但要具有系统专业知识,还必须具有掌握熟练技能和专业知识融合的能力,只有这样才能为今后从事专业技术工作打下良好的基础。为了培养学生的动手能力,学生的大部分学习应该是在实验室、实训室、实习工厂及工厂完成。
1 教学载体的选择
教学载体是承载教学目标和教学任务,为学生提供相应信息的实物。高职阶段教学载体需要既具启发性和工程实践性,又能将相关专业知识融会贯通的具体实物。舞动平台的设计与制作是与学生生活相关,与专业知识紧密结合的产品设计,其物理样机的制作成功容易激发学生的学习兴趣。在舞动平台装配图(如图1所示)中,万向节球芯与轴碗为执行部件,固定平台架、摆动平台、底座等为板材支撑件,连接件、丝杠、中柱等为标准件。其中万向节球芯制作难易程度适中且具有实用价值,因此选择以万向节球芯作为学习载体,引导学生完成从一张图纸到一个合格工件的加工过程。使学生实现从零件图识读到机床选用、毛坯选择、刀具选择、夹具选择、量具选择、加工顺序选择、测量方式确定以及进行加工制造等过程的实际体验(如图2所示)。
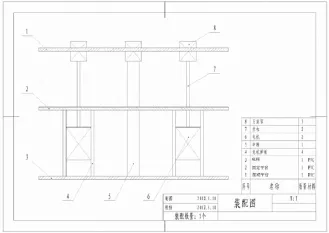
图1 舞动平台装配图
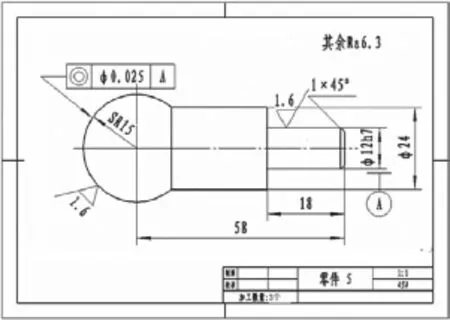
图2 万向节球芯零件图
2 工艺设计
工艺是零件加工中的首要问题。它是通过对零件图的识读,采集零件的形状、尺寸精度、表面粗糙度及形位公差等相关信息,决定毛坯形式、机床、装夹方式、加工刀具、测量量具、零件的加工顺序及切削参数的选定等。零件分析环节很重要,零件分析出现问题,往往会导致零件不能继续加工完成。尤其是零件的加工顺序更为重要,加工顺序错误往往致使零件无法装夹,增加加工难度。需要多次装夹加工的零件,合理的加工顺序,会降低加工难度,提高加工效率,更易保证零件的加工精度。
2.1 分析零件的图纸
根据万向节球芯零件图(如图2所示),该零件由两台阶圆柱及半球体组成,其中φ12外圆柱面与SR15球体同轴度要求φ0.025 mm。材料为45号钢。该零件为回转类零件,选用CK6140数控车床加工,采用通用夹具三爪自定心卡盘来装夹。
2.2 确定零件的加工顺序及进给路线
本零件的加工顺序是按先粗后精的原则,进给路线是由近到远的原则。先粗加工车削SR15圆弧及φ24,φ12外圆(留0.2~0.3 mm精车余量),然后精加工车削SR15圆弧及φ24 φ12 h7外圆达到图纸要求,端面留0.5 mm余量切断加工工件(如图3所示)。最后掉头使用软爪装夹φ24圆柱表面(如图4所示),手动车端面保证长度尺寸并倒角1×45º。
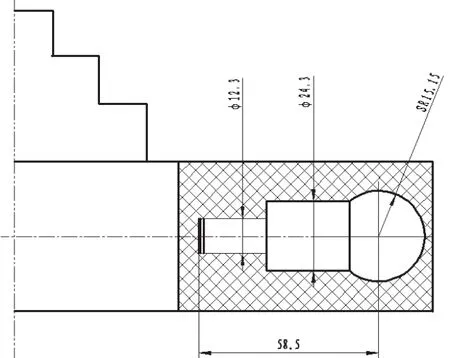
图3 万向节球芯零件工序1、2简图
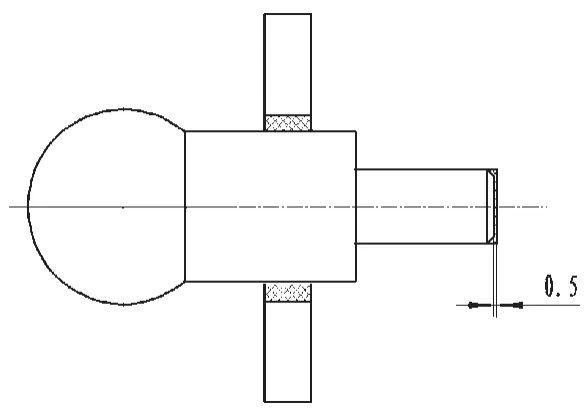
图4 万向节球芯零件工序3简图
2.3 确定切削刀具
根据零件切削要求和机床系统情况查阅切削刀具手册,在粗精车削零件SR15圆弧和φ24外圆时,选择切削刀具MVJNR2525M16型外圆车刀,可转位刀片型号为VNEG160408-NF型;切断和粗精车φ12外圆时,选择切削刀具QEGD2525R型切断刀,可转位刀片型号为ZTGD0404MG型;车削零件端面及倒角,选择切削刀具45º车刀,可转位刀片型号为YW1型。
2.4 确定切削用量
本零件材料为45号钢,根据所选择的刀片、零件材料与加工要求、机床系统的情况和材料刀具寿命等,经综合考虑选择切削参数为:粗车线速度v=80-100 m/min,切削深度ap=1.5 mm进给速度F=0.3 mm/r;精车时线速度v=100-120 m/min,切削深度ap=0.5 mm进给速度F=0.08 mm/r。
2.5 填写工艺卡片
工艺卡片是用来指导加工生产的,工艺卡片中需编制简易的工艺流程、工序名称、工装等。它通常以工序为单位,详细说明零、部件在某一工艺阶段中的工序号、工序名称、工序内容、工艺参数、操作要求以及采用的设备和工艺装备等。万向节球芯工艺卡见表1。

表1 万向节球芯工艺卡
2.6 加工程序
数控加工程序是由各种功能字按照规定的格式组成的。其编制必须是在正确地理解相关数控系统各个功能字的含义基础上,本着简洁易于理解的原则,按规定的程序指令格式编写程序。万向节球芯加工程序见表2。
3 零件精度的检验
零件精度的检验是非常关键的一个环节,包括加工过程中的自检,加工完成后的产品质量检验,此时应提醒学生注意使用测量工具前必须对量具进行校对。
3.1 加工过程中过程检验
工件加工过程中测量,这种检验方式根据测量结果,主动地控制机床的工作过程,如改变进给量、转速、切削深度和补偿刀具磨损等,以适应当前的加工条件,防止出现废品,因此又称为主动检验。这种检测要求在机械制造中的应用越来越广,尤其在单件或小批量生产时。即在设备运行时,根据测量结果,根据零件状况,对生产过程进行调整。本零件三件即是单件或小批生产,因此必须在粗精车之间进行测量,以保证尺寸精度,防止废品产生。
3.2 加工后的检验
工件加工完成后测量,这种检验方式根据测量结果和零件图的技术要求进行比对,验证零件是否合格,防止废品流入下一工序,故又称为被动检验。本工件完成后采用游标卡尺和千分尺测量尺寸精度,用R规测量圆弧。同轴度通过工艺过程保证,采用三坐标测量机检测 。
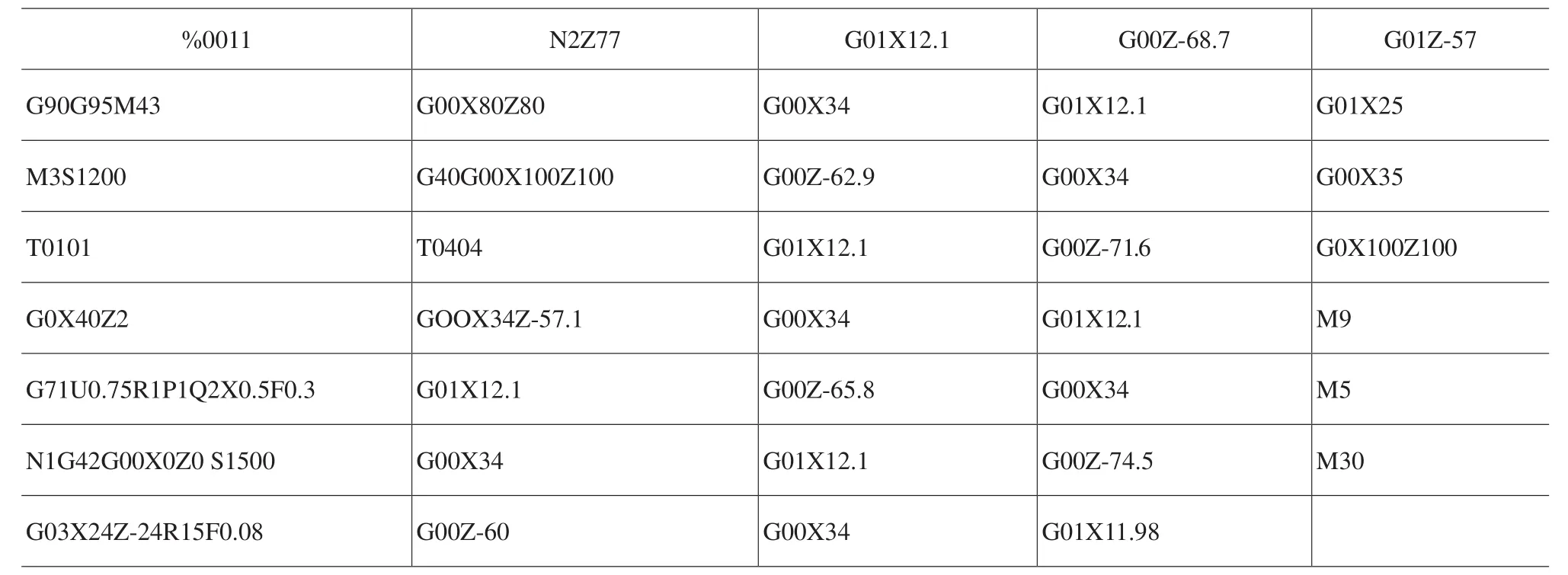
表2 万向节球芯加工程序
4 结束语
此零件的加工过程综合了机械专业的机械制图、工艺、刀具、公差与技术测量、数控编程与加工等课程的内容。应用过程中采用任务驱动法,学生以万向节球芯作为学习载体,结合自己所学专业知识,自己动手进行加工工艺的制定、零件的加工制作并检测,这样学以致用、学做融合,完全符合当前职业教育的要求。舞动平台设计制作完成有助于培养学生的实践能力和专业技能,既锻炼了学生动手的能力,又将各种知识技能进行了融会贯通。
[1] 王文斌.机械设计手册[M]北京:机械工业出版社,2005.
[2] 薛彦成.公差配合与技术测量[M]北京:机械工业出版社,1993.
[3] 机械工程手册编委会.机械工程手册[M]北京:机械工业出版社,1997.
[4] 武汉华中数控股份有限公司.世纪星车床数控系统HNC-21/22T编程说明书[Z].2001.
[5] 任国兴.数控车床加工工艺与编程操作[M]北京:机械工业出版社,2006.
Manufacture of Key Parts of the Dance Platform Based on Innovation
Yu Jie, Zhang Dongying, Zhen Xuesong
Beijing Polytechnic, Beijing, 100176, China
Introducing mechanical key parts of the dance platform based on innovation processes, dance platform is driven to achieve a tablet, left and right, back and forth, tilt and angle functions. Mechanical device that was built by students of the platform and its key parts of universal joint ball core design of machining precision directly affects the ability of institutions to fulfil their movement, so its quality is extremely important.This paper is a student on key parts of universal joint ball core processing technology design and manufacturing process of the workflow in detail.
key components; design; manufacturing process; workflow
2014-09-09
于杰,本科,助理实验师。张冬颖,硕士,讲师。
