厚板高强钢双面双弧单熔池同步同向焊接成形技术及应用
2015-11-23张建平曾祥文陆安鸿张达飞
滕 氄,张建平,曾祥文,陆安鸿,张达飞
(1.精工工业建筑系统有限公司,浙江绍兴312030;2.浙江精工钢结构集团有限公司,浙江绍兴312030)
厚板高强钢双面双弧单熔池同步同向焊接成形技术及应用
滕氄1,张建平2,曾祥文2,陆安鸿2,张达飞2
(1.精工工业建筑系统有限公司,浙江绍兴312030;2.浙江精工钢结构集团有限公司,浙江绍兴312030)
通过多次焊接试验,在建筑钢结构领域中采取CO2气体保护焊,采用一种不清根的焊接技术,达到厚板焊缝全熔透焊接,焊后试件通过了UT探伤、拉伸、冲击、硬度试验,综合力学性能良好,可操作性强,同时焊缝区金相组织为针状铁素体和珠光体的混合物,此项技术为双面双弧单熔池同步同向焊接成形技术,在厚板焊接实现高质高效化有一定的参考作用。
厚板;双面双弧;单熔池;同步同向;高质高效化
0 前言
近年来钢结构产业的迅速发展,厚板、高强钢的应用也越来越多,如何采取高强钢前沿技术,保证厚板高强钢的优质特性,是焊接从业人员一直思考和探索的问题。
高强钢前沿技术即采用技术最先进的焊机、适合母材强度配比的最好焊接材料,应用优秀的焊接工艺,从而提高焊接效率,保证焊接质量。这就是高强钢焊接前沿技术的精髓。
高强钢的强度、细化晶粒等指标与钢材的微合金元素直接有关,焊接会造成合金元素的损失,必然降低焊接接头的综合性能。
有研究表明,焊接过程中除焊材中水分蒸发外,金属元素和熔渣中各种成分在电弧高温下也会蒸发成为蒸气。沸点越低的物质越容易蒸发,由表1可知,金属元素Zn、Mg、Bb、Mn的沸点较低,在熔滴形成和过渡过程中最易蒸发,氟化物也因沸点低而易蒸发。有些元素蒸发不仅造成合金元素损失,影响焊接质量,还会增加焊接烟尘,污染环境,影响焊工健康。
目前,在工厂构件加工制作中,CO2气体保护焊由于其成本低、效率高、焊接操作容易掌握等优点,已被工厂广泛采用。

表1 合金元素和氧化物的沸点
在厚板高强钢焊接中,不考虑焊接操作空间的情况下,采取双面坡口反面清根的情况较多。反面清根时,碳弧气刨瞬间热输入比普通焊接大,增加热影响区宽度,同时碳弧气刨后一般会增加表面硬度,操作不当会给焊缝增碳,另一方面碳弧气刨会造成烟雾、粉尘污染、噪声污染和弧光辐射,形成综合污染。
综上所述,高强钢焊接除严格要求热输入外,减少焊缝及其HAZ焊接热循环的次数,降低微合金元素及其化合物和铁及铁的化合物比例失调的程度,这也至关重要,要求在高强钢焊接中减少或取消碳弧气刨,双面坡口采取不清根技术。
在建筑钢结构中,采用纯CO2气体保护焊是否可以实现这种要求?经过多次试验,已取得成功,这种不清根的焊接方法在此定义为双面双弧单熔池同步同向焊接成形技术(简称双面双弧焊)。
双面双弧焊技术是指钢板开设双面坡口,焊接时,两名焊工从同一端向另一端同时同方向对称施焊,采用同一个焊接熔池,焊接速度相等,焊后不清根,达到根部全熔透焊接。
1 焊接试验及过程
1.1材质
钢板材质为Q390GJD-Z15,其力学性能要求为:抗拉强度490~650 MPa,-20℃冲击功AKV2≥34 J。
GMAW-CO2的焊丝为无镀铜焊丝BH-503,型号为ER50-6,其熔敷金属力学性能要求为:抗拉强度大于等于500MPa,-30℃冲击功AKV2≥27 J。
1.2坡口形式及焊接位置
为了尽量减少接头截面积,试验时开设双面对称坡口,坡口角度35°,焊接位置为横焊(H),坡口形式如图1~图3所示。
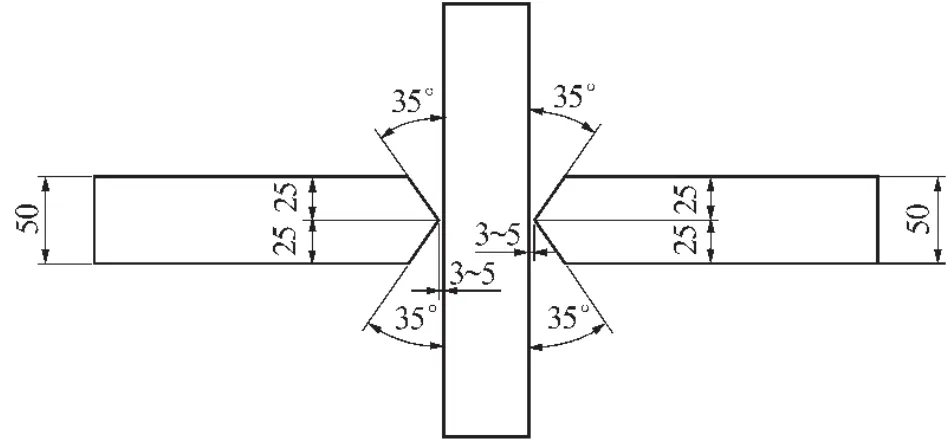
图1 焊接坡口

图2 角度检查

图3 组装后的坡口形式
1.3焊接参数
打底焊接时,第一道是关键,要保证第一道与母材熔合良好,同时又要防止出现焊接缺陷;另一方面,双面同时焊接增加了焊接热输入,一般高强钢热输入在15~30kJ/cm能获得较好的接头综合性能。考虑到高强钢对热输入的要求,双电弧保持一定弧间距,若弧间距过大,双面熔池受保护气体不够,易出现根部氧化,并且弧间距过大、热输入过小,也会增大淬硬倾向;弧间距过小,易产生过热,焊缝组织粗大,同时双电弧之间易发生干扰。因此,前后焊枪保持一定的弧间距,打底采用小热输入焊接,弧间距为1~3 mm,具体参数如表2所示。

表2 焊接工艺参数
1.4焊接过程
焊接过程如图4~图13所示。

图4 打底第1道焊接

图5 第1道一侧焊缝成形

图6 第1道另一侧焊缝成形

图7 层间温度控制

图8 中间层测电流

图9 中间层测电压
2 检测及试验结果
2.1检测
检测项目及数量如表3所示。为了减小取样区域性,取样位置如图14所示。
2.2宏观
由图15可知,十字对接接头无微小裂纹、气孔、夹杂、未熔透等缺陷,同时由于焊接时焊缝对称同向收缩,焊后变形小,有利于控制焊接变形(见图16)。
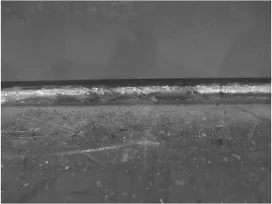
图10 中间层焊缝成形

图11 对称施焊

图12 盖面层焊缝成形

图13 焊后试件

图14 取样位置

表3 检测项目及数量
2.3拉伸和冲击试验
拉伸试验和冲击试验结果见表4、表5。由试验结果可知,拉伸和冲击性能良好。
2.4硬度试验
硬度打点如图17所示。硬度测试数据如图18所示,A、B、C从上到下依次操作。
由图18可知,热影响区处硬度最高,打底焊区域HV10<350,说明无马氏体生成。

图15 宏观

图16 变形测量

图17 硬度测量点
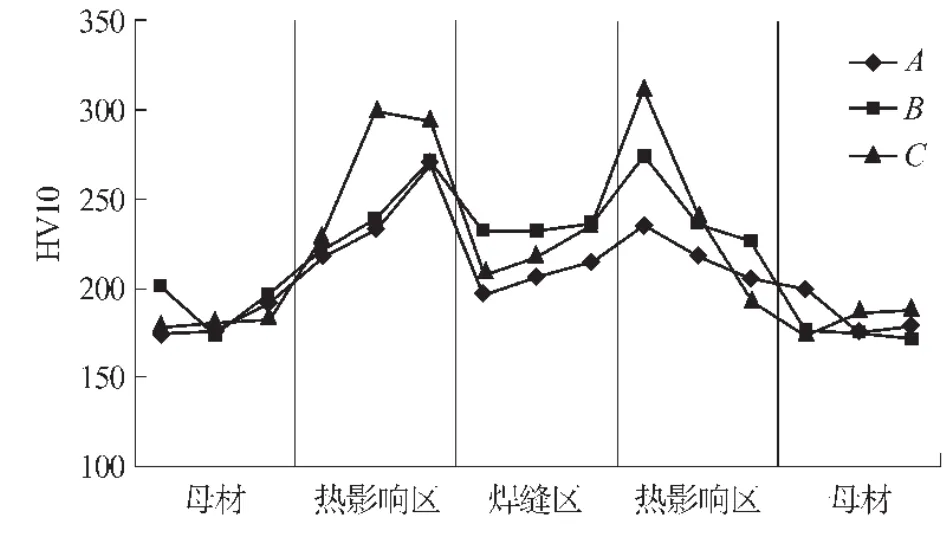
图18 硬度数据
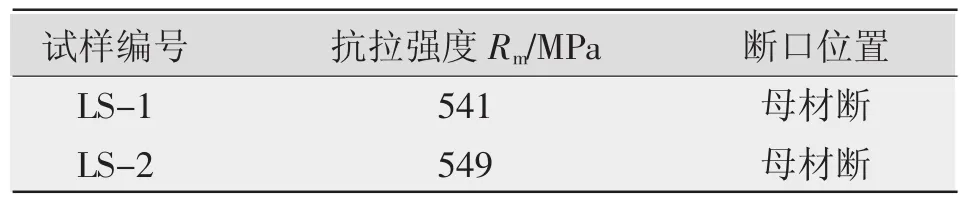
表4 拉伸强度试验结果

表5 冲击试验结果
2.5金相组织
打底焊缝金相组织见图19~图21。根据金相图可知,打底焊缝区组织为细小的等轴铁素体与珠光体。
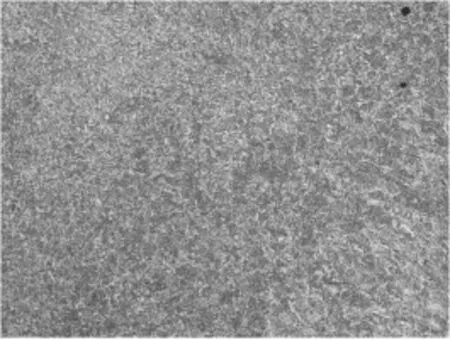
图19 焊缝区(100×)
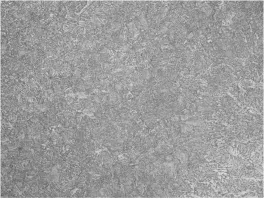
图20 熔合线(100×)
3 结论
(1)CO2气体保护焊双面双弧单熔池同步同向焊接成形技术在建筑钢结构领域已取得成功。
(2)通过抗拉强度、冲击韧性
Page 146
Research and application of double-sided arc single pool synchronous synthetic welding technology of high strength steel thick plate
TENG Rong1,ZHANG Jianping2,ZENG Xiangwen2,LU Anhong2,ZHANG Dafei2
(1.Jinggong Industrial Building System Co.,Ltd.,Shaoxing 312030,China;2.Zhejiang Jinggong Steel Structure Group Co.,Ltd.,Shaoxing312030,China)
Welding test for many times,adopt CO2gas shielded welding in the field of construction steel structure,use one of the root welding technology,to fulfill the requirements of thick plate welding seam full penetration,after welding specimen by UT inspection,tensile,impact,hardness test,the comprehensive mechanics performance is good,the maneuverability is strong,microstructure of weld area at the same time as a mixture of acicular ferrite and pearlite,the technology of double-sided arc single molten pool synchronous welding forming technology,has a certain reference to the thick plate welding efficiency.
thick plate;double-sided arc;single pool;synchronous synthetic;high quality high efficient
TG457.11
B
1001-2303(2015)11-0097-06
10.7512/j.issn.1001-2303.2015.11.20
2015-08-28
滕氄(1983—),女,贵州安顺人,工程师,学士,主要从事钢结构制作的工作。