基于MCGS和PLC的定长切割机控制系统研究
2015-11-20田丽欣江培蕾
田丽欣,江培蕾
基于MCGS和PLC的定长切割机控制系统研究
田丽欣,江培蕾
定长切割机广泛应用于现代工业生产中,要求其工作稳定,切割精度高。文章采用PLC作为主控制器,利用光电编码器对待切割管料的输送位移进行检测,并与步进电机构成闭环系统实现精确定长,采用PLC控制变频器实现对切割机带锯的调速。采用MCGS组态软件设计了友好的人机界面,可输入切割命令实现上位机控制,并显示切割参数等。该控制系统满足切割精度要求,具有一定实用性。
切割机;PLC;MCGS;定长;控制系统
管材定长切割机在各种管材生产中是不可缺少的生产设备。采用先进的现代切割技术,不但可以保证切割精度、产品质量、提高生产效率,而且使产品制造成本大幅度下降,缩短产品生产周期。PLC作为一种工业控制器具有可靠性高、抗干扰能力强等特点。目前,PLC控制技术在现代化工业控制中起着举足轻重的作用。它不仅在单机自动化和小型企业整条流水生产线的自动化控制中广泛应用,还承担着大企业整个企业的生产自动化控制。
本设计以PLC作为下位机控制中心,利用MCGS组态软件设计友好的上位机人机界面,通过该控制系统可以实现对各种管料不同长度的高精度切割,系统工作稳定、可靠性强。
一、控制系统硬件设计
PLC作为定长切割机控制中心保证定长送料与切割下料的精度。管料的压紧由液压缸驱动,送料机构使用步进电机作为驱动,利用PLC的高速脉冲输出(PTO)功能对步进电机的运动进行控制,采用光电编码器和步进电机构成闭环控制系统,实现定长送料的精度。切割机构采用带锯床,由变频器控制带锯电机速度,实现对不同待切割材料的切割速度要求。通过行程开关实现对各运动机构的行程控制。通过上位机实现参数输入和对系统的各种操作命令输入。系统硬件设计框图如图1所示。
本设计需要16个数字量输入、10个数字量输出和1个模拟量输出,选用CPU226型西门子S7-200 PLC。PLC连接步进电机驱动器完成对管料输送步进电机的控制。扩展模块EM235CN的模拟量输出端AQW0连接变频器,AQW0输出0-10V的电压信号到变频器,由变频器调节异步电动机转速,进而实现对切割带锯速度的调节。变频器的启停通过Q1.0和Q1.1控制。高速计数器输入端连接光电编码器,选用日本欧姆龙生产E6B2-CWZ6C增量型编码器。高速计数器接收来自光电编码器的高速脉冲,实现对送料长度的检测。
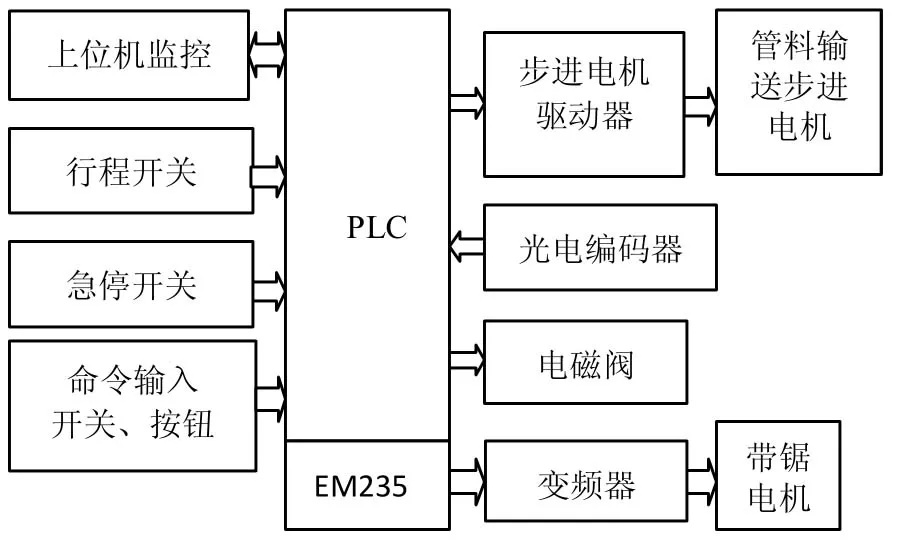
图1 系统硬件结构框图
二、控制系统软件设计
本控制系统包括自动控制和手动控制两种工作方式。进入工作环境后,选择工作方式。如果为自动方式,系统自动检测夹紧装置、锯条和管料是否在原位。如不在,PLC控制报警装置报警。若在原位,输入切割长度和切割速度,启动切割。系统根据切割长度自动计算所需的高速脉冲数由PLC高速脉冲输出端送出,并启动相应计数器对编码器计数,计算实际送料长度。当测量值较之设定值的误差小于±1mm,脉冲停止输出,夹紧装置夹紧,启动变频器和异步电动机,带锯以一定速度切割管材,切割完毕后带锯返回,异步电动机停转,夹紧装置松开。之后系统按前一次设定长度继续自动切割管材。若选择手动工作方式,可以通过手动按钮实现送料前进、后退,切割锯条下行、后退以及夹紧装置夹紧、松开等控制,便于系统调试使用。自动方式程序设计流程图如图2所示。
本设计选择PTO高速脉冲输出,采用多段管线输出高速脉冲控制步进电机。高速计数器选用HSC1的工作模式0,通过I0.6接收由光电编码器输出的脉冲信号,实现对编码器的脉冲计数,通过PLC的计算以确定所送管材的实际长度。复位端为I2.0。
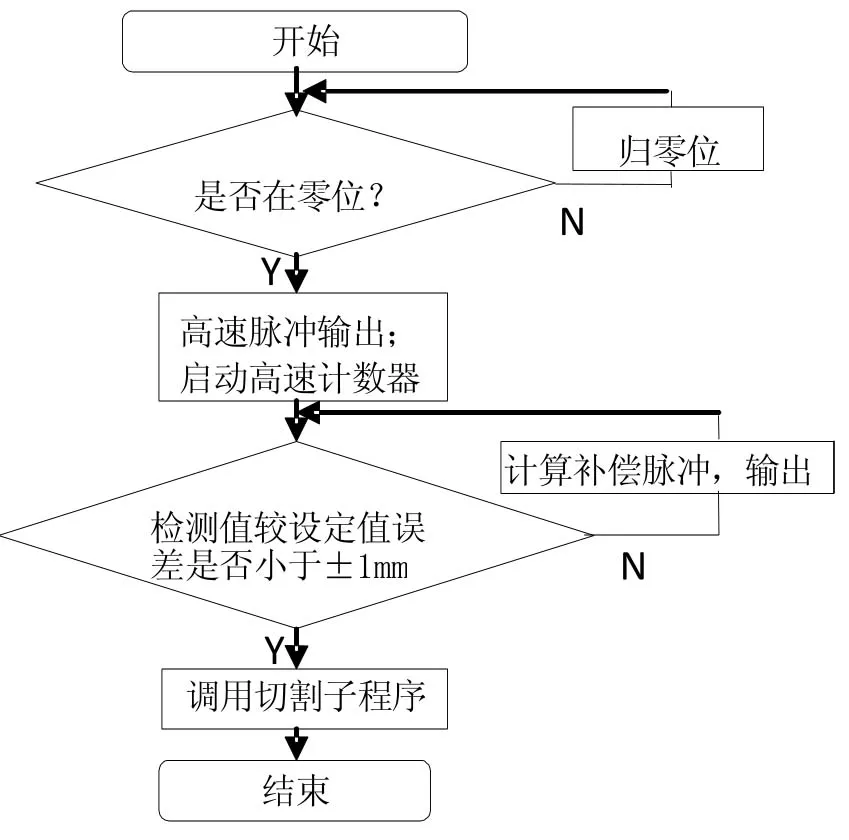
图2 自动程序流程图
系统程序主要包括主程序、手动送料子程序、手动切割子程序、自动切割子程序、脉冲输出子程序、包络表子程序和模拟量输出(变频器控制)子程序等。其中脉冲调用包络表子程序采用三段包络表输出脉冲来控制步进电机启动加速、高速运行和低速停止。
主程序梯形图如图3所示。启动后PLC执行主程序,I0.1为方式选择开关,进行手动方式和自动方式选择。在主程序中还调用了高速计数器初始化子程序,完成计数器控制字写入、工作模式设定等,在此部分还将待切割长度写入了相关寄存器以进行运算。
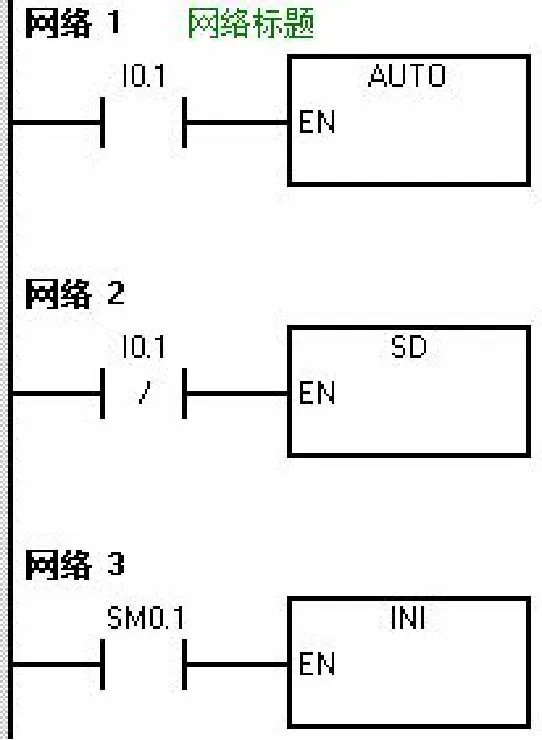
图3 主程序梯形图
三、系统涉及主要运算
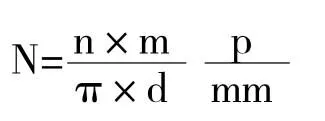
本系统采用光电编码器和管料输送轴步进电机同轴联接。假设减速传动比为m∶1,驱动设备输送轴直径为d,光电编码器转动一周产生n个脉冲。假设待切割管材的长度存储单元为VD100,VD100长度下对应的光电编码器脉冲数存储在VD104中,VD100长度下对应的PTO输出脉冲数与光电编码器输出脉冲数一致。定长切割机控制系统所需相关数据计算如下。
VD100长度下对应的光电编码器输出脉冲数也即PTO输出脉冲数为:

每毫米输送距离对应的PTO输出脉冲数为:
假设设定的管料输送速度为v mm/s,则发送脉冲频率V为:

四、上位机监控软件设计
管材定长切割机控制系统人机界面采用MCGS组态软件设计。监控界面包括方式选择、启停控制等各控制按钮输入和相应的状态指示灯,可以输入切割参数,包括切割长度和切割速度,通过通信连接将上位机的切割参数送给下位机PLC进行计算。定长切割机的工作过程可通过动画显示,反映现场设备运行情况,方便、直观。定长切割机的监控界面如图4所示。
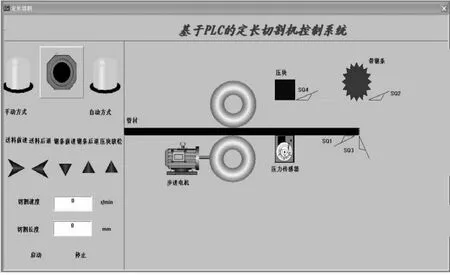
图4 定长切割机的监控界面
五、结论
本控制系统由PLC的高速脉冲功能来驱动步进电机旋转送料,高速计数器接收来自光电编码器的脉冲信号并对脉冲进行计数以实现对实际送料长度的检测,通过该闭环方式可以大大提高送料精度。切割速度由PLC控制变频器来调节三相异步电动机完成,可满足不同切割材料时切割速度的选择。该控制系统具有一定的智能性,操作方便、灵活。
通过PLC可实现高精度的运动控制,经过一定扩展可满足多自由度运动控制系统的需要.因此,研究PLC运动控制系统具有一定的实际意义和应用价值。
[1]董学文,陈白宁.基于PLC步进电机位置闭环控制研发与应用[J].机电信息,2011,(30).
[2]高志等.基于PLC与LABVIEW的热丝切割机控制系统的设计[J].制造业自动化,2013,(19).
[3]张志娟.PLC在自动剪板机中的精确定长裁剪方法[J].机床电器,2010,(3).
唐山市科技计划项目,项目编号:13110209b
田丽欣,唐山学院信息工程系讲师,研究方向:自动检测与控制技术,河北唐山,063000;江培蕾,唐山学院信息工程系讲师,研究方向:自动化技术,河北唐山,063000
TP273
A
1007-0023(2015)01-0019-0003
