一种锥型橡胶减振器的研制
2015-11-19郑德志曾凡伟
郑德志,曾凡伟
(1.青岛科技大学 高分子科学与工程学院, 山东 青岛 266042; 2.青岛锐博尔橡塑有限公司, 山东 青岛266043; 3.青岛四方车辆研究所有限公司, 山东 青岛 266031)
Zheng Dezhi1,2, Zeng Fanwei3
(Qingdao University of Science and Technology, Qingdao 266042, China;2. Qingdao Ruibor Rubber & Plastic Co., Ltd., Qingdao 266043, China;3. Qingdao Sifang Rolling Stock Research Institute Co., Ltd., Qingdao 266031,China)
一种锥型橡胶减振器的研制
郑德志1,2,曾凡伟3
(1.青岛科技大学 高分子科学与工程学院, 山东 青岛 266042; 2.青岛锐博尔橡塑有限公司, 山东 青岛266043; 3.青岛四方车辆研究所有限公司, 山东 青岛 266031)
对一款减振器产品的开发过程作了总结,对开发过程中遇到的问题及解决方法进行了论述。针对开发中出现的问题,探索了多个解决方案,并对解决方案经过多次优化后,得出一种稳定可靠的生产方案,保证了量产后产品质量的稳定性、可靠性和耐久性。
减振器;裂口;硫化工艺参数;装料方式;收缩外径
1 产品设计及检测方法
设计的减振器结构如图1所示,是一种呈锥型的衬套结构。该产品由外套、芯轴两件金属骨架以及橡胶构成,采用天然橡胶生产。根据客户提出的技术要求,该产品的胶料性能并无特殊要求,仅规定了邵尔A硬度为(49±2)。根据产品的使用工况,提出了产品的检验标准。

图1 产品结构示意图
根据产品的特点和公司生产设备,设计了一种1模4腔的注射模具。模具结构如图2所示。
产品检验方法(拉伸检测):固定产品外套,从产品的B端对芯轴施加载荷,将芯轴朝A端方向压出位移50 mm,在最大位移处保持载荷2 min,观察产品A端橡胶面不得出现缺陷。
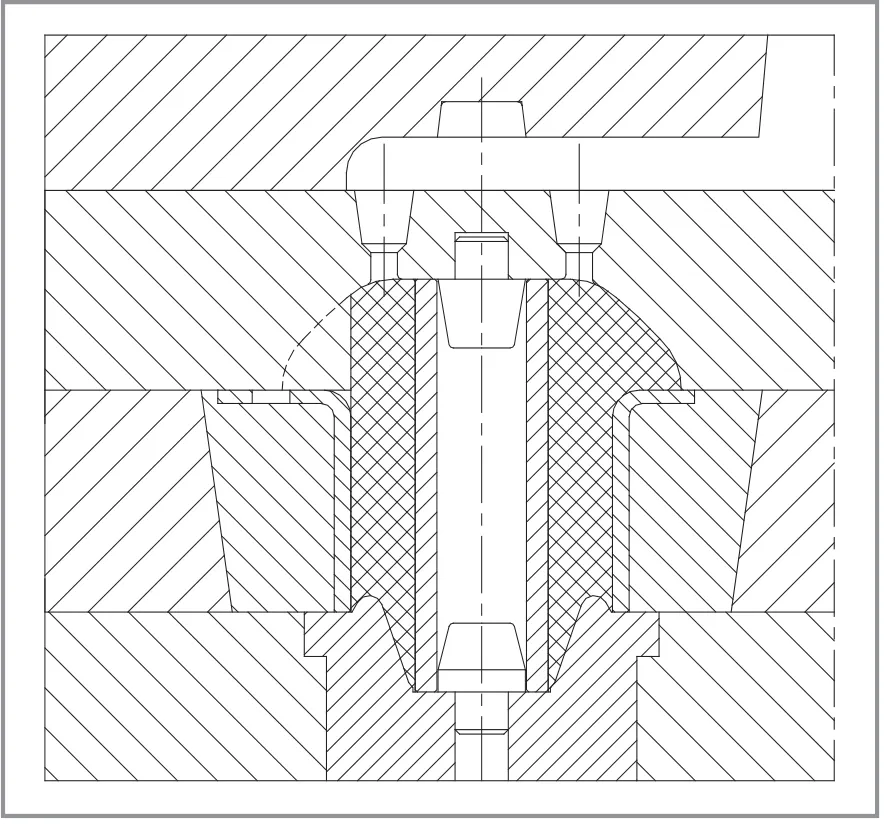
图2 硫化模具结构示意图
2 硫化工艺参数的优化
2.1 硫化温度的优化
根据目前公司既有产品的常用硫化参数,将硫化工艺参数设定为150 ℃下硫化45 min,进行试模。硫化出模后,产品的B端橡胶体出现“裂口”现象。将硫化温度分别调整为155 ℃和145 ℃两种,试验后该“裂口”现象依然存在,同时还存在橡胶与金属骨架粘接不良的轻微“炸边”现象。
经过分析,认定原因为:硫化温度较高的情况下硫化速度较快,根据硫化模具的传热特点,产品的外层部分首先受热并达到所需的硫化温度,开始发生硫化反应,形成交联网络结构。而橡胶是热的不良导体,传热较慢,内部胶料温度升高到与表面胶料同一温度需要一定的时间,产品内部橡胶硫化起步滞后于外部橡胶。该不同步现象就会导致外部橡胶已经硫化失去流动性,内部胶料在一定时间内仍然具有相当的流动性,同时在传热过程中胶料会受热膨胀。由于该产品所用胶料硬度低、含胶率高,受热后胶料的膨胀率也较大,内部胶料的受热膨胀容易把表面已经硫化的一层橡胶“撑破”,形成“裂口”缺陷。同时,交联过程中积聚了一部分内应力,出模后模压消失、内应力释放,也会造成这类缺陷。
考虑到内、外部胶料硫化不同步以及胶料受热膨胀等因素,调整硫化温度为140 ℃。降低温度可以增加焦烧时间,并使硫化速度降低一半,减小内、外部胶料在硫化初期的硫化程度差距。同时较低的温度下,胶料膨胀率也相对较低。硫化过程中,胶料受热膨胀时模具型腔内压力增大,但此时外部胶料仍然具有一定的流动性,会使硫化压力达到一种动态平衡,随后趋于稳定。此时开始进行硫化反应,形成交联网络结构,不会由于内部胶料膨胀力过大而产生缺陷。140 ℃下进行60 min硫化工艺试制后,“裂口”现象消失。
2.2 硫化时间的优化
橡胶厚制品硫化时间的确定,常常采用“气泡点”法。在硫化温度为140 ℃不变的前提下,分别进行硫化时间的调整试验,分40 min、45 min、50 min、55 min和60 min五个硫化时间进行硫化试验,对硫化后的产品进行刚度试验。实验结果表明,不同硫化时间下产品的刚度大体一致,均符合产品的性能要求。而140 ℃、40 min条件下硫化的产品横切面有轻微泡孔。考虑到产品的硫化程度和生产效率,可以将产品的硫化时间确定为45 min。
采用140 ℃、45 min硫化工艺试制若干样件,对产品进行拉伸检测,至位移量达到最大值时,产品A端锥形橡胶表面普遍出现“裂口”和“熔合筋”现象,在受力状态下出现“裂口”的比例较高。经分析认定:按照目前制定的实验条件,拉伸至最大位移后出现裂口的比例超过50%,并100%存在“熔合筋”现象。可能是因为在此拉伸条件下,橡胶的实际变形值可能达到了或者已经超过了该胶料的拉断伸长率。因此,提升胶料的拉断伸长率,使其超过实验所加载的变形量,可以减少裂口的产生。
3 胶料配方的优化
略微调整目前的胶料配方,在增加软化油的同时增加部分炭黑的用量,以降低含胶率并增加胶料的拉断伸长率。该胶料的硬度太低,添加软化油可能会使软化油容易迁移,造成橡胶与金属骨架的粘接强度下降。增加炭黑可以提高胶料的粘接强度,平衡因增加软化油造成的粘接强度的下降。调整后的混炼胶料门尼黏度下降、流动性增加,同时硫化胶的硬度略有下降、拉断伸长率增加。
采用该胶料试制若干样件,经检验,刚度较之前变化不大,符合技术要求。对产品进行拉伸检测,至拉伸位移量达到最大值时,产品A端锥形表面的“裂口”现象消失,但仍然存在“熔合筋”现象。该试验结果还发现,胶料配方优化后,产品一直存在的外套边缘橡胶粘接不良、轻微“炸边”现象消失,其主要原因是胶料中炭黑用量的增加提高了橡胶与金属骨架的粘接强度所致。
4 硫化填料方式调整的试探
经过多次试验、几次工艺调整,产品的外观和性能缺陷基本解决,但是依然存在的“熔合筋”现象仍是一个潜在的隐患。产品在高频率的反复受力状态下,局部缺陷易诱发裂纹生成,并成为“失效点”。为消除这种现象,试验了多种配方的胶料以及注压工艺,最后的结果仍然不够理想。对多次试验的结果进行分析发现:注压的胶料经过不同的注胶孔进入产品骨架形成的空间后,经由每个注胶孔的胶料首先“堆叠”在一起,形成一个个独立的“胶坨”。随着胶料的不断注入,不同“胶坨”之间相互接触、相互挤压,最后在注射压力的作用下使整个型腔内的胶料挤压成一个密实的整体。“熔合筋”现象就是在不同“胶坨”之间相互接触、相互挤压过程中形成的,如图3所示。

图3 注压成型中胶料不足时的填充状态
根据所用胶料的硫化特性,不存在注胶过程中因为生热出现焦烧而导致“熔合筋”现象的可能。最后得出的结论为:“熔合筋”现象是由不同的注胶孔的胶料相互渗透、熔合不足造成的,如果不让胶料经过注胶孔后再相互“熔接”,就不会形成“熔合筋”现象。根据这一结论,尝试调整了装料方式,得出一种“先缠胶、后注胶”的装料方式。
“先缠胶、后注胶”的装料方式,如图4所示。即预先裁剪一定尺寸的薄片状长方形胶条,对芯轴预缠两圈装入模具,再将剩余部分的胶料进行注压装料。由于芯轴的锥形面直径尺寸较小,预缠的胶料可以将其“遮蔽”,经注胶孔进入的胶料无法直接到达此处,最后在注胶压力的作用下,预缠的胶料被整体挤压进入模具A端的锥形面型腔,这样就避免了由不同的注胶孔进入的胶料相互“熔接”的可能。最后硫化出的产品的锥形面处胶料是由预缠的胶料整体硫化而来的。
为使预缠胶料和压注胶料的温度不致差别过大造成硫化不均衡,硫化之前对预缠胶料在90 ℃下进行一定时间的预热,之后再按照“先缠胶、后注胶”的装料方式进行硫化。
按照“先缠胶、后注胶”的装料方式,经140 ℃、45 min硫化工艺试制一批产品,产品外观良好,检验刚度均符合技术要求。对产品进行拉伸实验至拉伸位移量达到最大值,拉伸状态下产品A端锥形表面的“熔合筋”现象消失,同时也未见其他缺陷。
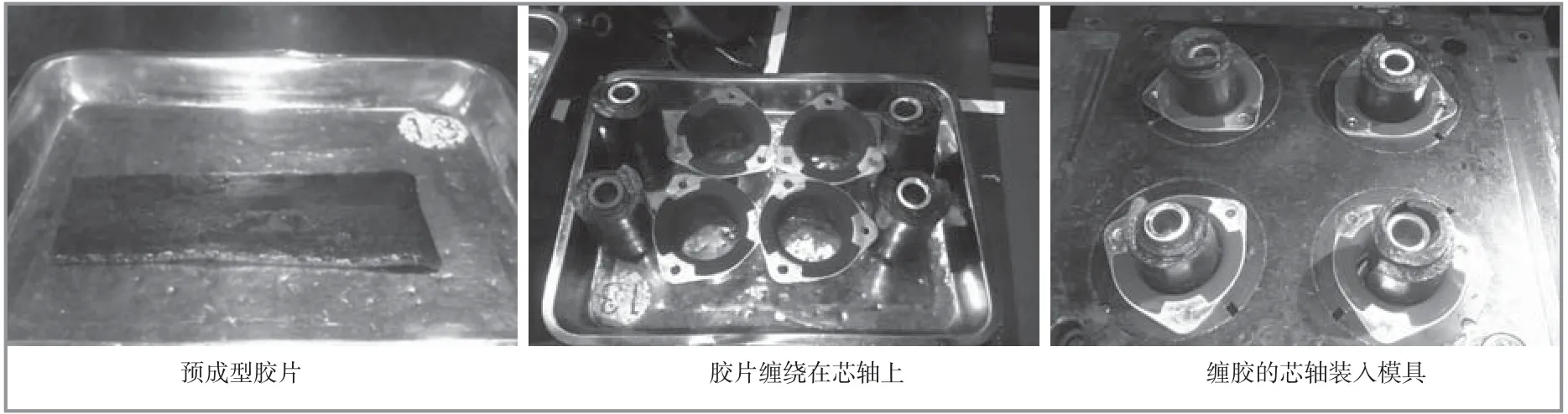
图4 缠胶工艺的实施流程
5 产品结构的优化
借鉴部分其他产品的收缩外径处理技术,可考虑对该产品进行不对称收缩外径处理,以保证其工作状态下的安全性、可靠性和耐久性。不对称收缩外径处理如图5所示,即:仅对A端面的外套部分进行收缩外径处理,对B端面不做处理。这样处理就使得A端面原先处于自由状态甚至处于略微伸张状态的橡胶层处于了挤压状态。收缩外径处理完毕的产品,检验刚度略有上升,仍处在技术要求的合格范围之内。对产品进行拉伸实验至拉伸位移量达到最大值,拉伸状态下产品A端锥形表面光滑、整洁,不存在“熔合筋”现象。并可以看出此时的橡胶仍处于挤压状态,不受拉伸力。对拉伸状态的A端锥形面用小刀沿轴向划一裂口(与之前“熔合筋”同向),观察发现裂口并不扩展,橡胶仍然在外套挤压力的作用下紧靠在一起,这就大大提高了产品在工作状态下的安全性、可靠性和耐久性。

图5 产品收缩外径示意图
考虑到该产品生产过程中“先缠胶、后注胶”工序繁琐,效率较低,而对产品采取了收缩外径处理后,可彻底消除拉伸状态的裂口和“熔合筋”现象,可以省去“先缠胶、后注胶”工序,采用完全注胶即可。经试验,对完全注胶的产品进行收缩外径处理后,效果良好,质量稳定。所以最终确定的产品工艺方案为:硫化条件140 ℃、45 min,产品全部注胶,并对产品进行“收缩外径”处理。
6 结 语
在产品的开发过程中会遇到各种意料之外的问题。对各种问题的表面现象进行观察、分析,理清问题出现的根本原因,获得问题的解决思路,并寻找切实可行的具体实施方法,是产品开发的难点和重点,也可以体现出技术人员分析问题、解决问题的能力。同一个问题可以有多种解决思路和实施方法,要根据公司实际生产情况,不断改进和调整解决方法,找到最根本、最简洁、最可靠的解决方案,才能获得质量稳定的产品。
Development of A Cone Type Rubber Shock Absorber
∶ This paper summarized the development process of a cone type rubber shock absorber.The problems encountered in the development process were discussed,and the solutions as well. A stable and reliable production plan after multiple optimization was obtained, which could guarantee the stability, reliability and durability of the product quality.
∶ Shock Absorber; Crack; Vulcanization Parameters; Packing Method; Shrink Diameter
Zheng Dezhi1,2, Zeng Fanwei3
(Qingdao University of Science and Technology, Qingdao 266042, China;2. Qingdao Ruibor Rubber & Plastic Co., Ltd., Qingdao 266043, China;3. Qingdao Sifang Rolling Stock Research Institute Co., Ltd., Qingdao 266031,China)
TQ 336.4+2
B
1671-8232(2015)12-0027-04
[责任编辑:朱 胤]
2015-10-16
郑德志(1982-),男,山东日照人,青岛科技大学在读硕士研究生,从事橡胶配方、混炼及加工方面的研究。
