分散剂PL-60在丁基橡胶内胎中的应用
2015-11-19李华峰
李华峰
(山东东营市黄海轮胎有限公司, 山东 东营 257336)
分散剂PL-60在丁基橡胶内胎中的应用
李华峰
(山东东营市黄海轮胎有限公司, 山东 东营 257336)
分散剂PL-60的主要化学成分为脂肪酸皂和酰胺类的聚合物,其对于提高胶料的流动性具有很高的效能。其中的机理主要为降低分子间的摩擦力,以及胶料与金属表面的摩擦力,从而达到增加流动的目的。此外,分散剂PL-60对于IIR聚合物中重结晶的趋向,具有抑制和稳定的作用;对于混炼期间及硫化过后的胶料脱模性有提高的效果,可消除粘辊筒及粘模具的现象,可在混炼的任何阶段加入,但在混炼最后阶段加入,脱模效果最佳;在丁基橡胶内胎中使用分散剂PL-60,可增强胶料的流动性,减少模具锅锈,提高产品外观质量和接头强力,使产品外观光滑致密,色泽鲜艳。
分散剂PL-60;丁基橡胶内胎;炭黑分散度;流动性;脱模
0 前言
丁基橡胶与天然橡胶等高不饱和橡胶相比,硫化速度慢1/3左右,而且其自粘性和互粘性差,需要借助增黏剂来保证其粘合,但粘合力也不高。丁基橡胶是一种结晶性橡胶,生胶本身就有很高的强度,各种补强剂对它的补强效果都不大,而且当用量超过最佳浓度时还会使其物理性能下降。但使用补强剂能提高其撕裂强度和定伸应力,使其整体性能提高,还可改善加工性能。丁基橡胶因其不饱和度低,导致加工过程中不易断链,使混炼、挤出加工工艺较天然橡胶困难增大[1]。而分散剂PL-60的使用,恰好较大程度地弥补了丁基橡胶生产过程中的许多不足。
1 实验
1.1 主要原材料
丁基橡胶IIR1751,北京燕山石化有限公司;三元乙丙橡胶EPDM2070,吉林石化有限公司;湿法N660炭黑,太原三强炭黑有限公司;胶粘剂A-90,青岛海佳助剂有限公司;分散剂PL-60,青岛普尔化工有限公司。其他材料均为橡胶常用原材料。
1.2 配方
生产配方1#(单位:份):IIR1751 65.0,EPDM 2070 20.0,丁基(IIR)再生胶 40.0,氧化锌 4.0,硬脂酸 1.5,胶粘剂A-90 4.0,湿法N660炭黑 45.0,环烷油 20.0,硫化剂、促进剂 3.1,防老剂 1.5。
试验配方2#、3#、4#:分散剂PL-60为变量(1.0、2.0、3.0 份),其他均与生产配方一样。
1.3 试样制备
小配合试验胶料在XK-160开炼机上进行混炼。加料顺序为IIR、EPDM、IIR再生胶→小料→炭黑→软化剂→促进剂、硫化剂→薄通下片,备用。
1.4 主要设备及测试仪器
主要使用XK-160开放式炼胶机,XLB-400×400平板硫化机,XM-75/40E型密炼机,φ150滤胶机,φ150挤出机,LJD-Y450接头机,丁基橡胶内胎专用硫化机,阿尔法门尼黏度仪,阿尔法无转子硫化仪,电子式拉力机,炭黑分散度仪。
1.5 性能测试
胶料拉伸性能按照GB/T528—1998在常温下测试,成品性能测定按GB 7036.1—2008进行。
2 结果与讨论
2.1 理化分析
分散剂PL-60的理化分析结果见表1所示。
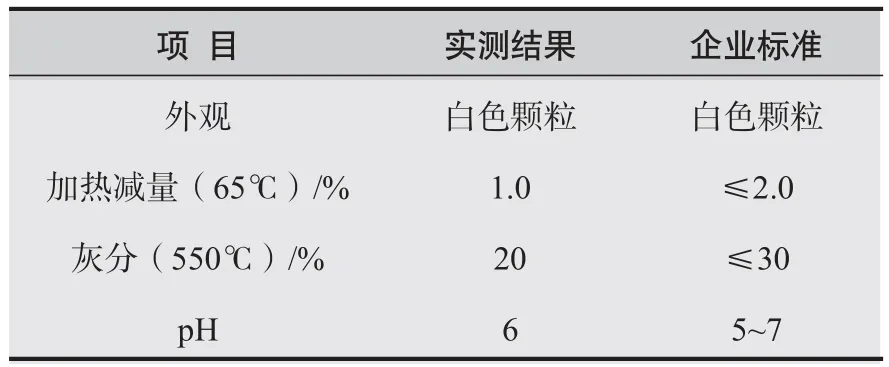
表1 分散剂PL-60的理化分析结果
从表1可以看出,分散剂PL-60的理化分析结果符合企业标准要求。
2.2 小配合试验
室内小配合试验在XK-160开炼机上进行混炼,物理性能对比结果详见表2。从表2可以看出,随着分散剂PL-60用量的增加,胶料的焦烧性能略有增强,硫化速度变化不大;胶料的门尼黏度变化显著,其中使用3.0份分散剂PL-60(4#)效果最佳;胶料的拉伸性能影响不大。从总体看,在配方中添加3.0份分散剂PL-60(4#),胶料的综合物理性能最佳。但胶料在XK-160开炼机上混炼时,有轻微粘辊现象,这可能与分散剂PL-60的加料顺序有关。
2.3 工艺性能
为验证胶料粘辊是否与加料顺序有关,选用生产配方1#与4#配方进行对比试验,对分散剂PL-60的加料顺序进行调整,分为正常加入和在最后混炼阶段加入(具体实验结果见表3)。从表3可以看出,改变加料顺序后,胶料能正常操作,混炼时不再有粘辊现象。在混炼最后阶段加入,较好地发挥了分散剂PL-60的脱模效果,较大程度地改善了加工性能。
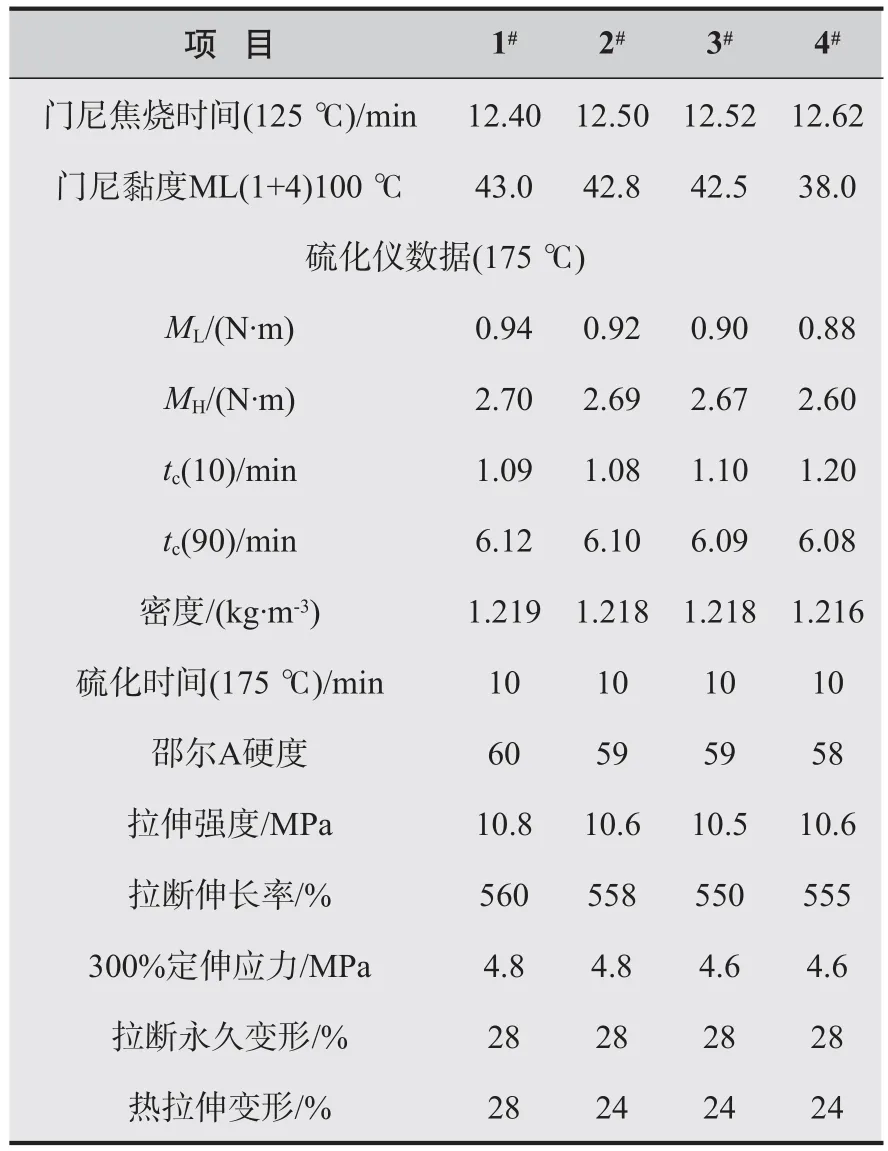
表2 小配合试验性能对比结果
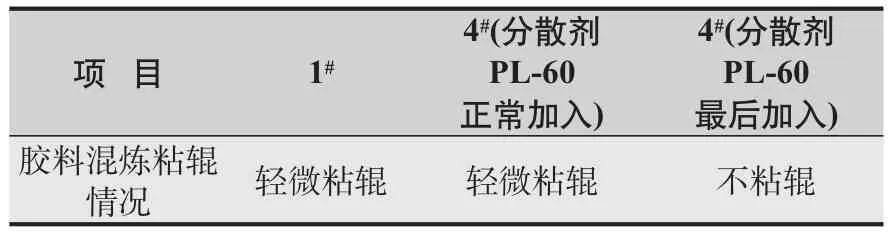
表3 1#和4#配方小配合试验对比
2.4 炭黑分散度试验
为验证分散剂PL-60是否具有促进胶料分散、改善工艺性能的作用,对各试验配方进行了炭黑分散度试验,试验结果见表4。从表4可以看出,随着分散剂PL-60用量的增加,炭黑分散度等级逐渐提高,使用3.0份分散剂PL-60的配方(4#),炭黑的分散度最好。

表4 胶料炭黑分散度等级试验结果
2.5 二次配合试验
因胶料成本增加,因此对配方进行适当调整。
5#配方(单位:份):IIR1751 60.0,EPDM2070 25.0,丁基再生胶 40.0,氧化锌 4.0,硬脂酸 1.5,胶粘剂A-90 4.5,分散剂PL-60 3.0,湿法N660炭黑 46.0,环烷油 21.0,硫化剂、促进剂3.1,防老剂 1.5。
5#配方的性能与正常生产配方(1#)的对比结果见表5。从表5可以看出,5#配方的硫化速度与原配方基本一致,焦烧时间略有延长,胶料门尼黏度下降,利于提高胶料的流动性,拉伸性能略有下降,混炼时不粘辊,炭黑分散度等级提高。
2.6 车间大料试验
母炼胶的混炼是生产的第一道工序,在丁基橡胶内胎生产中起着决定性的作用。混炼不均会给后道工序造成压出尺寸波动、接头困难,以及成品厚薄不均、充气鼓胀等很多质量问题。因此车间大料采用两段混炼工艺进行混炼,都在XM-75/40E密炼机中进行生产。
化学是一门中心的、实用的和创造性的学科,是护理专业基础课程的基础,是医务工作者必须掌握的一门学科。21世纪是生命科学时代,医学教育进入多学科融合和创新的时期,护理人员应具备相应的理论知识和技能,以及较强的实践操作能力。为培养出合格的实用型护理人才,在化学课程中实施STS教育,培养学生科学精神,掌握科学方法,理解科学与社会、文化等的关系。更重要的是使教学与科学、技术、社会实际问题有机结合起来,突出化学和医学的社会价值,培养学生用整体、综合观点解决实际问题能力和创新能力。
一段混炼的加料顺序为:IIR、EPDM→炭黑→软化剂→排料下片。要求混炼时间6~7 min,排胶温度高于140℃,母胶必须停放2 h以上方可进行二段混炼。
二段混炼的工艺条件为:一段母胶、 IIR再生胶→小料→排料→促进剂、硫化剂、分散剂PL-60→下片。要求排料之前密炼机混炼时间在7~8 min,排胶温度不能低于160 ℃,排料后割两个冷却拉刀,使胶料温度降到120 ℃以下再加促进剂、硫化剂,胶料混炼均匀后下片,二段胶停放时间至少保证4 h以上。
为了进一步验证试验结果,我们选用5#配方进行车间大料试验,并进行了物理性能对比试验,性能结果详见表6。由表6可以看出,车间大料试验结果与室内小配合试验结果表现出良好的重现性,试验配方硫化胶的拉伸性能与室内原配合相当,胶料硫化速度变化不大,焦烧时间略有延长,胶料门尼黏度明显降低。

表5 调整配方(5#)与生产配方1#对比结果
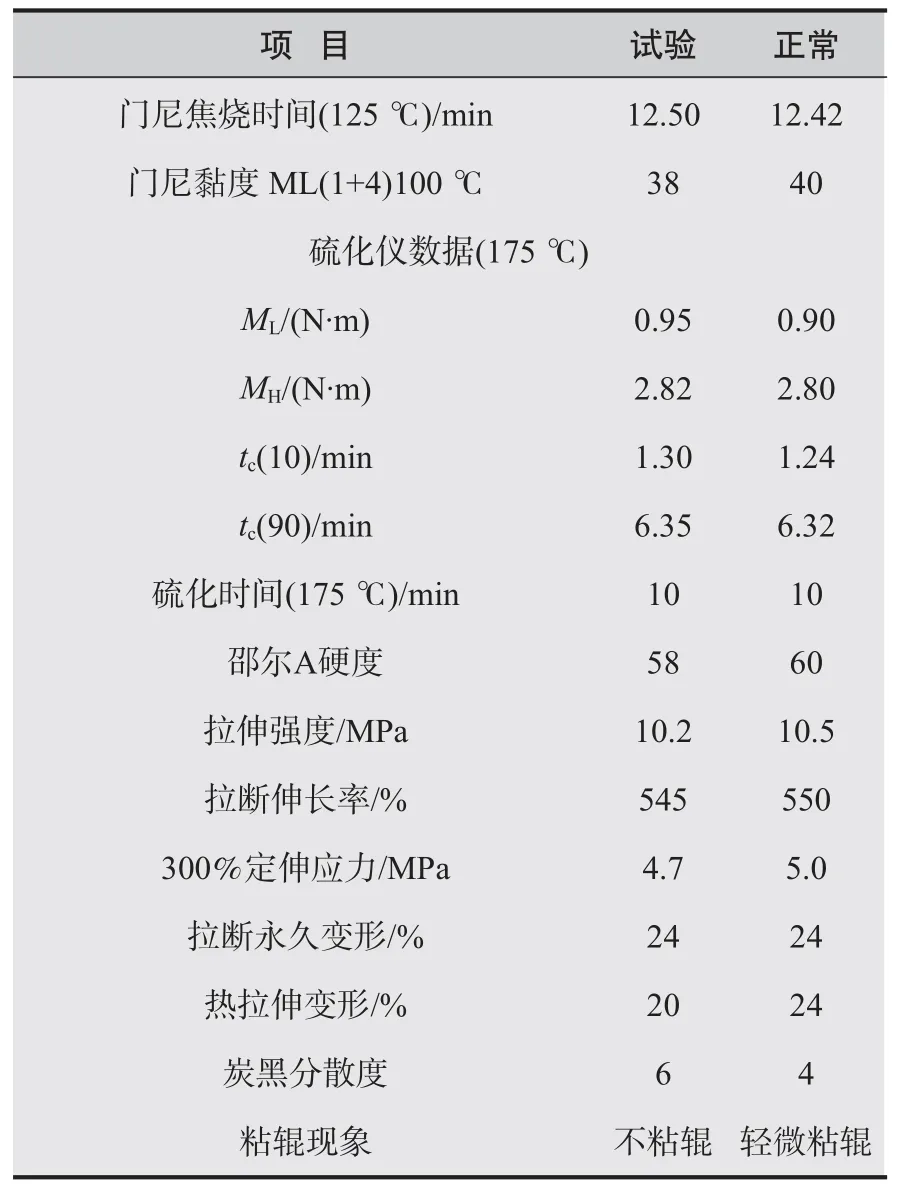
表6 调整配方(5#)的车间大料试验性能及工艺性能与室内小配合试验的对比结果
2.7 工艺性能
(1)丁基橡胶内胎的挤出采用带硫滤胶方法滤胶后直接进行,因此必须确保滤胶机冷却水畅通无阻,并能达到效果。严格控制胶料的滤胶温度不超过105 ℃,否则不能采用该方法生产。
(2)接头时,控制电刀低温电流在(10±2)A,高温电流控制在(50±5)A;接头时间根据规格大小进行调整。
(3)硫化温度使用175 ℃±2 ℃进行生产,采用三次定型,硫化后出模容易,使工人的劳动强度大大降低。而且清理模具后,能维持生产一个月,保持成品外观光滑,足见分散剂PL-60有良好的脱模效果。
(4)试验配方产品生产过程中工艺稳定,半成品表面光滑,硫化成品生产无异常,而且表面质地柔软。试验配方成品胎充气后,膨胀均匀,无鼓肚现象。
对用试验配方(5#)生产的11.00R20 丁基橡胶内胎进行物理性能检测,与正常生产内胎的对比结果见表7。从表7中可以看出,采用试验配方生产的内胎性能均超过相应的国家标准,且接头强度有所提高。其他性能与原配方基本一致。
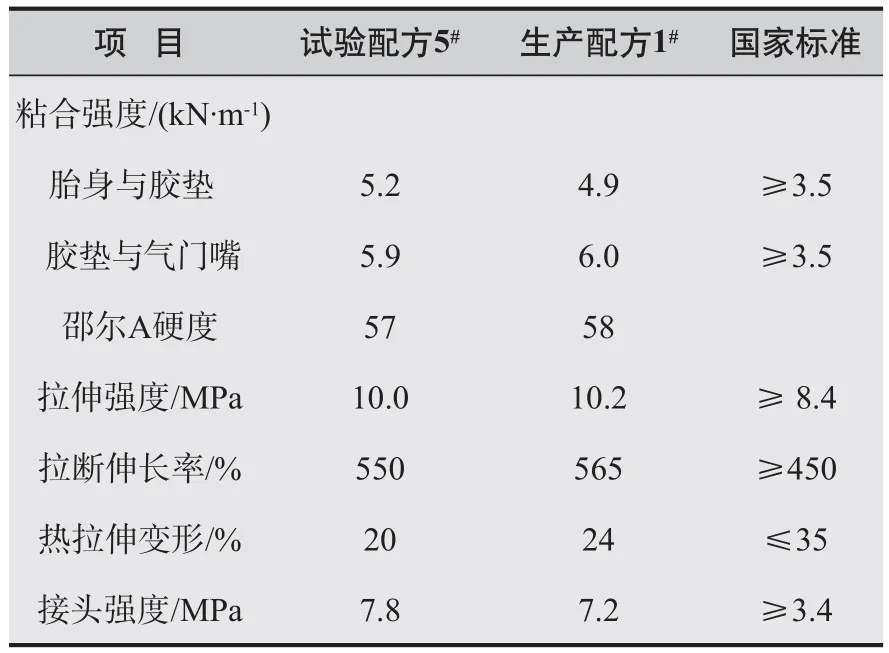
表7 11.00R20 IIR内胎成品物理性能对比结果
2.9 成品里程试验及老化后性能
为验证丁基橡胶内胎的性能,将试验配方5#与正常生产配方1#的11.00R20丁基橡胶内胎装在全钢胎中进行高速、耐久试验,试验结果示于表8。可见,二者性能基本一致。
为进一步验证试验配方性能,里程试验后对内胎又进行了胎身性能检测,并与正常生产内胎进行对比,结果示于表9。从表9中可以看出,二者性能相当,使用分散剂PL-60后性能不受影响。
3 结语
(1)在丁基内胎胶中使用3.0份分散剂PL-60,可明显降低胶料的门尼黏度,提高胶料的流动性,改善工艺性能,混炼时不粘辊,并能促进胶料分散、炭黑分散度等级提高。
(2) 在胶料中使用分散剂PL-60,能明显改善接头性能,提高成品的接头强度。
(3) 使用分散剂PL-60的成品出模,脱模容易,使工人劳动强度大大降低,且清理模具后能维持生产一个月,成品外观保持光滑。
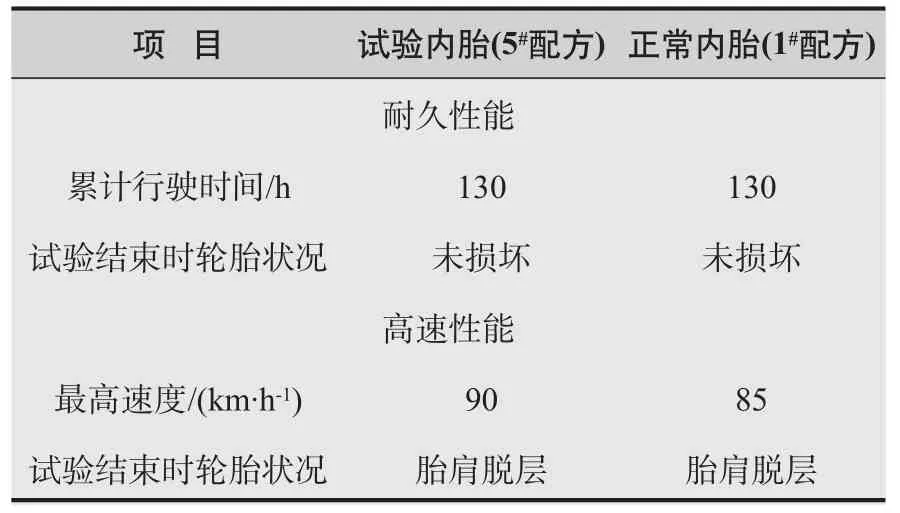
表8 11.00R20全钢胎高速、耐久试验结果
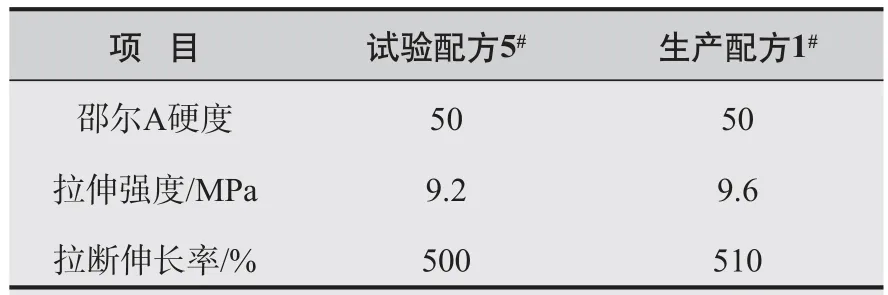
表9 IIR内胎老化后成品的物理性能对比结果
[1] 谢遂志主编. 《橡胶工业手册》修订版(第一分册) ∶ 生胶与骨架材料[M].北京∶化学工业出版社, 1989∶477-499.
[责任编辑:朱 胤]
TQ 330.38+7
B
1671-8232(2015)12-0005-04
2015-08-25
李华峰(1982— ),男,山东诸城人,主要从事轮胎配方设计和工艺质量管理工作。