专刊文摘
2015-11-17
专刊文摘
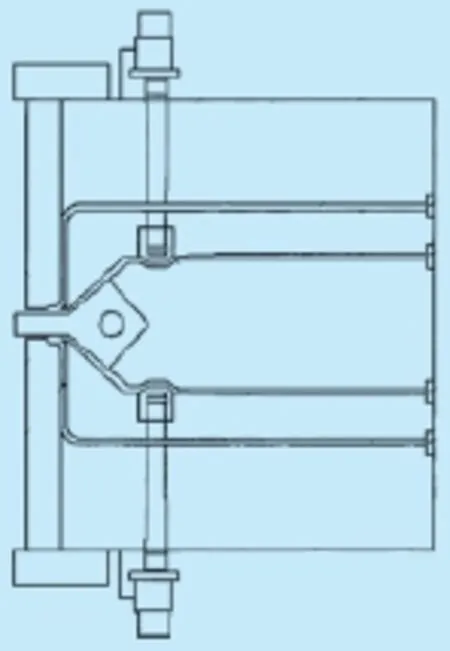
一种用于生产大型挤吹塑料制品的新型模具
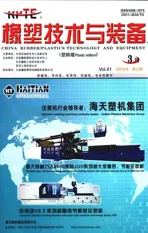
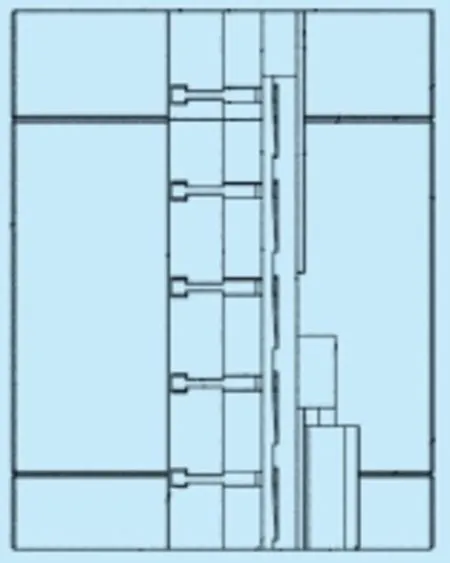
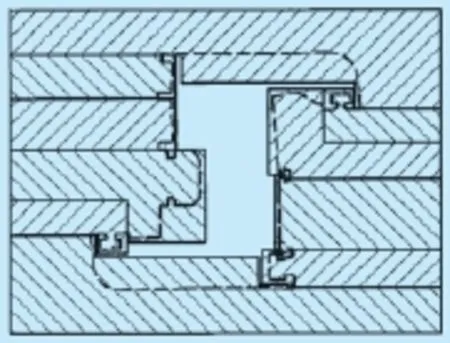
一种用于生产大型挤吹塑料制品的新型模具,包括左模、右模和自锁机构,自锁机构包括多根拉杆、纵向设置于左模右端的长条状的左凸台及设置于右模上的油缸、油缸滑块、第二竖杆、第一竖杆和纵向设置于右模左端的长条状的右凸台,左凸台设置有一列卡槽,拉杆的后半部分卡接于卡槽内,油缸依次通过油缸滑块、第二竖杆驱动第一竖杆向上运动,右凸台从上到下横向设置有多个拉槽,第一竖杆纵向设置有多个长条状的拉孔,第二竖杆的左端面设置有多个纵向的滑槽,合模时,拉杆前端的卡头依次穿过拉槽、拉孔插入到滑槽内,卡头的左端斜面与斜齿配合完成合模拉紧动作。本发明结构合理、成本低、耗电低,能够生产出表面光洁的塑料制品(申请专利号:CN201310075453.6)。
一种慢走丝加工塑料异型材挤出模具型腔的方法
一种慢走丝加工塑料异型材挤出模具型腔的方法,属于挤出模具制造领域。慢走丝加工定型模具型腔的方法为:取已粗加工过的各模板,各模板非型面棱边去毛刺,拼装各模板,保证型腔各面线切割余量;将装配好的定型模具外形长与宽各双面磨至图纸尺寸;以定位的两相邻面为基准,把定型模的型腔廓转化成线切割程序,整体线切割型腔,各面余0.02,保证定位尺寸,切入点应选择在拐角处;拆各模板,模板各接合面非工作棱倒圆R0.3,转各模板工艺,即获得塑料异型材挤出定型模具型腔。本发明具有型腔定位找正精度高、整体型腔加工精度高、表面粗糙度低,能精确地加工锥度和上下异型,并且加工效率高(申请专利号:CN201310094681.8)。
一种塑料型材挤出生产线

一种塑料型材挤出生产线,贴膜装置安装在牵引机前面,贴膜装置的上支架与底座通过空心导管和支撑杆相连,上支架和底座的后部都设有左支撑架和右支撑架,左支撑架与保护膜固定辊左端的传动短轴通过活动销连接,右支撑架与保护膜固定辊右端的传动短轴通过蝶形调整螺栓连接;空心导管内设有活动槽,下部设有贴合辊装口,保护膜贴合辊两端设有短轴,短轴上设有贴合辊调整支座,调整支座套接在空心导管外侧,短轴通过贴合辊装口安装到活动槽内。本发明结构简单,可以提高贴膜的质量,调整灵活方便,不会造成安全事故和设备的损坏(申请专利号:CN201310077277.X)。
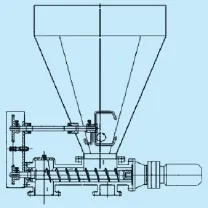
一种塑料挤出机用搅拌喂料机
一种塑料挤出机用搅拌型喂料机。本发明的塑料挤出机用搅拌型喂料机,其主要由料斗、搅拌机构、链轮链条传动机构、喂料筒体、喂料螺杆和喂料电机。此喂料螺杆为新型高效型,喂料电机为摆线针轮变频调速电机,通过变频调速后喂料速度可符合螺杆挤出量的需要。通过链条链轮传动使得搅拌机构(搅拌桨)搅动粉料,使粉料均匀流畅地送入喂料螺杆,在喂料电机的作用下,通过螺旋形高效喂料螺杆将粉料推入挤出机入料口。本发明搅拌型喂料机具有具有喂料效率高、噪音低、不断料、不结料、输送流畅均匀,提高了挤出机挤出产量的稳定性(申请专利号:CN201310064726.7)。
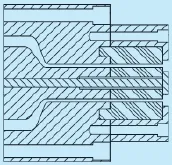
塑料挤出机出口成型装置
一种塑料管材加工设备领域,具体是一种塑料挤出机出口成型装置;其包括内模及与内模匹配设置的外模,内模与外模之间设置有第一环形通槽,该第一环形通槽出口端的内模端部与一芯棒可拆卸式连接,第一环形通槽出口端的外模端部与一口模可拆卸式连接,芯棒与口模匹配设置形成第二环形通槽,芯棒与口模均采用聚四氟乙烯材料制作而成;本发明使加工塑料的流动性更好,有效减小了加工塑料的流动阻力,生成管材内壁及外壁均光滑,更加有效延长了加工产品的使用寿命,同时产品合格率达到95%以上(申请专利号:CN201310079246.8)。
多层塑料建筑模板用挤出模头
一种多层塑料建筑模板用挤出模头,包括模体、模芯及进料口;模体上依次设有上表层料通道、芯层料上流道、芯层料下流道及下表层料通道;上述各通道与进料口相连通,模体的前端设有复合共挤通道;模芯的前端对应模体的复合共挤通道位置设有成排设置的至少三个的芯棒;芯层料上流道及芯层料下流道的出口段与复合共挤通道连通形成Y型结构;上表层料通道和下表层料通道的出口段分别垂直于复合共挤通道的进口段设置。本方案主要解决了现有塑料建筑模板在制作时,其产品表面容易造成划痕,影响产品美观及产品质量的问题(申请专利号:CN201310097681.3)。
一种塑料热喷枪
一种塑料热喷枪,包括进料单元、熔融单元、保温单元、喷嘴以及供气单元,进料单元连接熔融单元,熔融单元经由第一送料管道连接喷嘴,保温单元设在熔融单元和喷嘴之间用于为第一送料管内的塑料保温,供气单元分别连接第一送料管道和高压气源。本发明可以将塑料加热熔融后喷射于物件表面的喷枪,这样可以形成特殊的表面效果,可以用来生产仿石头效果的塑料花盆等,以降低生产成本(申请专利号:CN201310097261.5)。

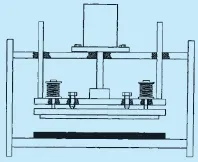
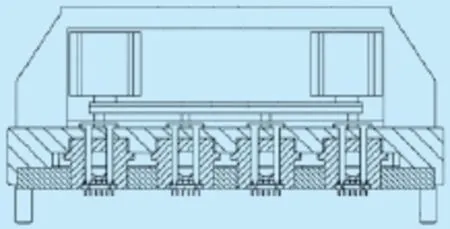
一种塑料注射系统
一种塑料注射系统,包括油压马达、推力座、注射油缸、注射座、座移油缸、塑化部件和上范板;注射油缸为两个、并竖直安装,注射座设置在两个注射油缸之间,两个注射油缸各自上方的驱动轴分别连接在推力座的两端,油压马达设置在推力座的中部;油压马达的驱动部与塑化部件连接,塑化部件固定在注射座上,注射座上设置有方形的加料口。本发明的塑料注射系统,具有占地面积小,模具装拆方便,嵌件安装容易,自料斗落入物料能较均匀地进行塑化,易实现自动化及多台机自动线管理等优点(申请专利号:CN201310093651.5)。

一种注塑模具塑料件嵌件的工装夹具
一种注塑模具塑料件嵌件的工装夹具,有注塑模具的动模板,动模板上安装模脚,模脚上安装型芯,型芯中开有嵌件安装孔,由工装夹具将嵌件设置到嵌件安装孔中,其特征在于:工装夹具包括底座,底座下安装滑动块压板,滑动块压板中开有滑动槽,滑动槽中安装滑动块,滑动块下安装嵌件,在滑动块两侧制有挡板,挡板与滑动块压板的上面相接触,在底座上安装手柄和安装板,安装板下安装固定杆,固定杆穿过底座和滑动块与嵌件相配合,在安装板上有下顶针板和上顶针板,上顶针板上安装气缸,在上、下顶针板中安装顶针,顶针与滑动块相接触(申请专利号:CN201310105333.6)。
塑料模具油缸滑块的自锁结构
一种结构简单、制造成本低且安全可靠的塑料模具油缸滑块的自锁结构;它包括定模、第一滑块、油缸和抽芯体,第一滑块分别与抽芯体和定模滑动连接;其特征在于:第一滑块与油缸之间设有挡块,挡块嵌在定模内,挡块下方安装有可将挡块上部顶出定模的弹性部件;第一滑块上设有用于将挡块上部压回定模内的压块部件,压块部件的一端与油缸的活塞杆固定连接;压块部件的另一端与第一滑块滑动连接,第一滑块上设有用于防止压块部件靠近油缸的一端滑出的限位部件,压块部件滑动至限位部件处时可带动第一滑块在定模内滑动(申请专利号:CN201310097669.2)。
塑料管材用双牵引无屑切割一体机
塑料管材用双牵引无屑切割机上履带带、下履带和切割机分别固定在机架上,上履带通过压紧组件实现对管材的压紧和放松,下履带通过升降组件可以调节高度,以适应不同规格的管材生产,保证了牵引中心和切割机中心在一直线上,同步链轮内装有超越离合器并安装在下履带上,同步链轮通过同步链条和切割机连接成一体,实现牵引机和切割机的同步,而在张紧链轮处装有弹簧自张紧装置,在生产不同管材时可以实现链条自动张紧,回程气缸固定在机架上,当切割动作完成后将切割机复位,从而实现牵引机和切割机的同步性,保证了牵引和切割的稳定性(申请专利号:CN201310075041.2)。
团状模塑料和片状模塑料的成型模具
团状模塑料和片状模塑料的成型模具,包括模座,模座中设置有公模仁和母模仁,公模仁和母模仁形成型腔,模座中设置有用于对型腔进行加热的加热装置及用于对型腔进行保温的保温装置,模座中设置有流道板和进料嘴,流道板中设置有流道,进料嘴中设置有进料道,流道通过进料道与型腔相连通,进料道中设置有与进料道相配合的阀针,阀针可沿进料道的轴向移动。本发明采用阀针结构,当材料填充完型腔后,阀针迅速将进料嘴堵住,直至产品固化成型顶出后,模具合模,阀针在顶出油缸退出时打开,又进入下个成型周期,保持在成型固化过程中,进料嘴中无原料,有效保证了在生产过程中不产生浇口料,从而既能节约资源,又节能环保(申请专利号:CN201310068897.7)。

一种塑料燃油箱安装孔钻孔工装
一种塑料燃油箱安装孔钻孔工装,包括底座、支架、左固定块、右固定块、控制板、钻头、缓冲器和弹簧,底座设置为矩形,并与支架连接,左固定块与右固定块分别通过螺栓对称固定在底座上,控制板与支架连接,钻头和缓冲器均与控制板连接,缓冲器上设有弹簧。本发明实现了钻头同时钻孔,保证了油箱安装孔位的准确性和一致性,提高了燃油箱安装孔的性能,进一步,增加了燃油箱的稳固度,延长了燃油箱的使用寿命(申请专利号:CN201310103546.5)。
塑料袋冲口机的冲切装置
一种塑料袋冲口机的冲切装置,包括:机架;气缸、导杆、砧板、冲刀;冲刀均衡调节装置。冲刀均衡调节装置由调整板、冲刀座板、弹性连接机构、调整螺丝构成。弹性连接机构由滑杆、弹簧、弹簧座构成。弹性连接机构使调整板和冲刀座板之间形成弹性连接,四个调整螺丝设置在调整板上,通过拧紧或松开某一方位的调整螺丝即可改变冲刀与砧板的接触角度,调整冲切的重心。本发明结构简单、稳定可靠,调整便捷(申请专利号:CN201310069783.4)。