功能预置设计在橡塑注压机研发中的应用
2015-11-17陆久迪
陆久迪
(上海迪胜橡塑机械有限公司,上海 201407)
功能预置设计在橡塑注压机研发中的应用
陆久迪
(上海迪胜橡塑机械有限公司,上海 201407)
为了避免装备研发陷入不断改动的泥潭,在设计中进行功能预置设计是一个很有效的方法。介绍了功能预置设计的思路、重点,并通过对注压机研发过程中的功能预置设计进行了很好的阐述。
功能预置;注压机;研发
当今很多装备企业的新产品是源于客户新型工艺、新型材料、新型制品的技术构想而去研发的,这类研发不同于企业可自定参数的产品改造、技术升级,有相当风险也颇具挑战性。由于在技术上面临很多不确定和未知的因素,这类装备的研发对供、需双方来讲同样缺少底气,需方提供的技术工艺参数往往是个变量,相当部分的需方对原料的性能也是一知半解,所以供方在此基础上的装备研发往往会被拖入泥潭,陷于不断修改变动之中。为了避免出现这样不利的局面,供方的设计人员要有新的思路来事先化解问题:从我们的实践经验来看,开发新产品关键在于设计环节如何设想周全、夯实根基,总体构造上犯错往往是致命的,不要指望后道的工艺、制造、制品环节能填平设计留下的坑。装备研发是为制品服务的,制品能按时按质试出来,符合需方的预期才是硬道理,孰是孰非并不重要,重要的是供、需双方都认可项目成功,预案完善没留下诸多担心。要达到这个目标不容易,对供方的研发人员来讲:关键是避免走弯路、走错路、走死路,浪费了时间,失去需方的信任。因此动手伊始就应注重以下几点:
(1)要避开自己不熟悉的技术作为攻关方向,不要在不懂的技术上死磕,延误时间。
(2)要主动融入需方的角色,先把材料性能、工艺过程中可能发生的问题搞清楚,并时时与需方探讨、沟通。有交流就会有信任,就会有谦让,往往装备上难于解决的问题有时候通过工艺改动很容易解决,反之也一样,将来可能互有所求,现在不要你、我界线分明。
(3)要对装备总体方案能够应对解决问题的概率有充分的估计,尚有较多问题没把握,说明方案有缺陷。对可能发生的问题应事先进行功能预置,留退路以弥补突发问题。要尽力完善方案,使自已处于“不变应万变”的位置,你可能变的方面我都想好办法了,就不会穷于应付了,千万不要没想好先动手。
(4)要寻找成熟的、合适的技术平台作借鉴,其部分结构构造、功能特性要与研发的产品类似,也要有可扩展的空间和余地。有此作为基础,工作量可大大减少,成功概率可大幅提高。
(5)开发新产品首先要力求简单,你在短短的时间内不可能同时攻克多个难题,有些可以在以后换代时逐步提升,眼前先要解决避不开绕不过“拦路”的难题,尽快使图纸成为产品动起来,如能与制品工艺基本磨合,达到相匹配、相适应,满足需方的生产技术指标,供方己是可以成功交付。基本成功到十分完善是个逐步跨越的技术过程,需要时间。特别是第一代产品,切记不要过度自动化。
(6)要有长远眼光,要清楚你要开发的装备现在要做什么,将来还能做什么,在泛目标制品工艺范畴内有无遗漏需备用的功能。把一个目标点与今后的几个目标点、十几个目标点串起来一同考虑。先设想好哪些功能要插入,结构上怎样预置,将来怎么扩展,以后可通过低成本、简单的改变,就可把现在的专门机型演变成适应多种材料加工的通用机型。想到了没用上是你的幸福,没想到而要用就惹上麻烦了,花点时间争取做前者!
以上几点在我们新产品的研发过程中收到很好的效果。越是价值高、体型大、拆装不易的设备越是值得细细筹划,因为改一改伤筋动骨,损失不小,而且费力、费时、费心,应当力求避免这种情况发生。举一个比较典型也有价值的范例——大型橡塑注压机,这在橡塑机械中不算冷门的类别,橡塑注压机(以下简称注压机)是适用注压加工工艺的一种装备:注压工艺是介于模压和注塑中间的加工工艺,我们早期也称之为传递模塑、压注法。注压工艺成型周期短、重复性好、产品质量均一、附价值也高。尤其对其它加工工艺较头痛的超高温、薄壁、大型、厚壁嵌件,形状复杂制品的成型、定型加工,具有独特的优势。因其同时具备与多种材料成型相适应的要素,只要在某种条件下具有可流动性质的材料都能用注压工艺来实现,因此注压工艺应用前景是广阔的。
通过国内相关企业多年的研究、探索和开发,注压机的技术档次得到了明显提升。近年来大型、超大型、高端的注压机相继问世,为高压电防护手套、套鞋,耐腐蚀泵、阀,内衬耐磨管,大直径下水道塑料发蓝,电机、变压器模塑零件,汽车、航空粉未冶金零件等制品行业提供了高质高效的装备。
注压过程装备的发展方向是大型、精密,目前国外也是这个趋向,因为注塑机越大越有局限性,一套大型注塑模的价格比同规格注压机加注压模的价格还高,所以注压机就有了市场空间。大型的注压机以立式结构为主,占地面积小、力系封闭、对中性好、流道简单、模具成本低。一般大型注压机锁模力在4.0 MN(400 t)以上,高度5~7 m左右,净重至少十几吨,该类机型体型高大,拆装较麻烦,所以要步步为营,想好才可动手。因为这样高大的设备要新增功能、要更换零件是件望而生畏的事,其丢弃的零部件不但需昂贵的成本,还要较长的加工、拆装周期,还可能没有改动的空间位置而导致某些部套推到重来。由于每个客户要解决的难题不同:材料方向、工艺方式、制品要求等都不尽相同,要一个个从头到底按程序来熟悉摸索一圈也是不现实的。怎样把这些难题在一个较大范围内圈起来,放到一个面上来考虑?我们总结了一个大方向——高分子材料,其都是在压力、温度(500 ℃以下)作用时间等要素条件下具有可流动性质的材料,常用的高分子材料有上百种是个大类,如果我们的装备能够注压全部的高分子材料和部分复合材料,那么己经可以把我们在这范畴内的客户难题基本化解了,这就有了研发的大方向。接下来是寻找技术平台:研发新的装备,首先要寻找功能和形式相差不多的机型作为技术平台,专业范围内单纯具备压力、温度、时间控制三大功能的常规机型不少,如注塑机、挤出机、平板硫化机等,但注塑机、挤出机是内室融熔,螺杆传递压力,材料以紊流方式流动。注压机是外室热炼加料、外室融溶加料靠柱塞传递压力,静压迫使材料以层流方式流动,这对有些匀混要求很高的材料,如航空、汽车的电阻、电磁材料不会因为其中的功能材料分布改变而引起性能改变。显然,只有平板硫化机和注压机的运行方式类似,虽然平板硫化机相对简单些,但有较多可参照、可借鉴的地方,因此无论从结构、功能和外形上都是一个较理想的技术平台。值得一提的是,平板硫化机经过我们多年的技术开发和功能扩展,己积累了较多经验,制造加工工艺的难题基本攻克了,是一个技术上己经非常成熟的品种。从最初的橡胶硫化的专用设备,发展成涵盖高分子材料、非金属、金属、复合材料加工、试验的通用设备,在橡塑机械中算是“百搭”类的机型,应变性较强。由于平板硫化机的某些部套图纸可直接为注压机所用,大大节约了注压机开发设计的时间,这样我们就可以把时间和精力关注在关键的与注压相关的功能上。注压部套关联的零件多,设计难度和制造难度较大:以注压板、传递缸、注料筒等部套的设计为例,可以清楚地看到功能预置对应用面扩展的影响。
1 注压板
注压板是与模具、制品直接接触的、承担传递压力、传导热量及注压导向等功能的零件。
1.1 注压板加热基本形式
①电加热;②蒸汽加热;③油载体加热。
1.2 注压板常用温度范围
①200 ℃以下;②350 ℃以下;③500 ℃以下。
1.3 注压板基本功能及可扩展的功能
(1)基本功能:加热
主要用于普通橡胶硫化和热固性塑料和改性材料成型等,这些工艺加工注压板往往只需要200℃以下的加热功能,如图1所示注压板结构即可满足。

图1 片状加热板
(2)扩展功能:加热+逸气
逸气功能主要用于薄型橡胶制品、精密橡胶制品、深孔橡胶制品等。橡胶和塑料在混炼和混合过程中会混入空气和水分,某些添加剂也含有水分。成型中,这些物料内部的水分在高温下会汽化,产生气泡和夹层。这在要求较高的制品中是不允许的,如抗高压电流的安全手套、套鞋等。特种注压机的制品工艺己注定无法象平板硫化机那样可以失压放气、脱开放气,只能通过加装传递模板来逸气,这样可以减少制品的缺陷。逸气的原理是物料中被压缩的空气破裂后集聚在有压力的注压腔内,缝隙内外形成压力差,而空气没有黏度流动性能极好能从微小缝隙跑出,而物料本身在注压腔内是黏弹体,黏度大、流动性差,很难通过这么微小的缝隙,(如缝隙做大了加上物料感温时间长黏度降低,一旦物料穿过缝隙致逸气板弹性变形,逸气的效果就会降低和失效,所以逸气板测量及加工精度较难控制,精度决定效果。)如图2所示注压板结构即可满足。

图2 电加热+逸气板
(3)扩展功能:加热+均温
主要用于高分子材料试验、精密橡塑制品、热敏感材料的成型等。普通电热管加热热板温差±(7~10)℃、油载体、蒸汽加热热板温差±(3~4)℃、均温板温差±(1~2)℃。象融熔宽度窄的某型氯化聚氯乙烯(CPVC)融熔温度183 ℃,192 ℃就有表面分解现象,直观有色差,允许温差只有9 ℃以下。而较差的普通管式电加热板温差近20 ℃,肯定不能用于上述制品。均温板对某些高分子材料试验、高端制品、浅色制品的色差不均、形态不一、局部分解的缺陷改善较明显,但均温板很难加工且有一定的危险性。如图3所示注压板结构即可满足。
(4)扩展功能:加热+冷却
主要用于热塑性塑料、非金属材料的生产、这一类材料成型温度较高,在成型后开模会粘模、会变形、会开裂,即使取出自然冷却,内部残余应力很大,变形严重,外观质量差。所以形状复杂、外观要求高的热塑性制品一般在锁模力下进行模内冷却,至40~60 ℃开模,有效地消除残余应力和粘性,表面光亮度好,不变形尺寸精准。此谓定型工艺,是不可缺少的关键工序。如图4所示注压板结构即可满足。
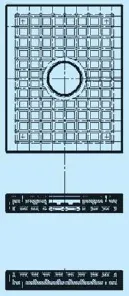
图3 电加热+均温板

图4 电加热+冷却板
(5)扩展功能:超高温+冷却+隔温
主要用于350~500 ℃温度范围内成型的特殊高分子材料、复合材料的生产、试验。超高温热板为缩短温升时间,提高生产效益,一般均采用大功率加热器具,成型后在锁模状态下快速冷却。因石棉禁用,市场上绝大部分隔温板难以对付300 ℃左右高温。大功率加热的幅射波加上散热不佳的机型结构,往往造成受力架构基准皆失,变形超过承受力时甚至无法运行,油封密封件寿命也大大降低,行业内己有不少实例。补救的措施是在上盖和上平板之间、在平台和下平板之间,增设隔温板保护上盖和平台,为节水一般在上盖、平台超过65 ℃通水,冷却至室温以上5 ℃停水,可手控也可自动控制。如图5所示隔热板结构即可满足。

图5 电加热+隔温板
(6)扩展功能:超高温+同层冷却
350~500 ℃加热时间长,冷却时间同样也长,无论生产和试验都无法忍受,采用同层布局,2板变1板,缩小了体积,节电、节水、省时间。此类结构宜采用电热管:一块热板中电热管孔数一般为单数,多以3的倍数为主。而冷水通道数多为双数,这样进水、出水为同侧,排管路美观也方便。这样的二种功能在同层布局中也正好一单一双,但注压机热板中间有孔,通路较难设计,要在两管孔之间“搭桥”,桥涵截面积要大于管孔截面积。管路要经过20 kg/cm2试压24 h基本不跌压。如图6、图7所示平板结构即可满足。
(7)扩展功能:耐高温、耐腐蚀、抗变形、高硬度、不粘板
这些功能的改变主要借助于材料改变和喷涂、热处理等技术,结构变化不大,加工较困难。但对某些高分子材料加工是必要的,如氟塑料注压机平板,最初用中碳钢调质板材镀硬铬,耐不住氢氟酸和氟气腐蚀,表面锈蚀剥落成“大麻脸”虽能尚能使用但不改会污染制品。但耐腐蚀板加上淬硬处理成本较高,如要采用,应事先设计插装板式电热片的二片式热板(韧、硬材料都忌打深孔),万一改动可更换较薄的面板或拆下表面处理即可。

图6 管状电加热+同层冷却

图7 油加热+同层冷却
2 传递缸
传递缸是承担注压功能的部套,普通的方式为人工投料顶柱压料(主要用于橡胶),也有模内预加料(传递模塑)、柱塞喂料、螺杆喂料等。传递缸的功能预置,设计上首先要统一传递缸的尺寸,并在可能的范围内留有余地,如行程适当放长,即可预防投料口尺寸改变放高,也可预防加料量改变增加。凡是今后要增加的功能都不波及加工周期最长的缸体,事情就简化了。
传递缸基本功能及可扩展的功能:
2.1 基本功能:注压
人工上口投料,活塞杆与顶柱相接,由顶柱与物料接触,形体高、自然冷却效果差。但现场胶料秤重计量、热炼软化工序简单快速、实用性强、制品均一、耗材少、节能。如图8所示为上口投料的橡胶注压机。
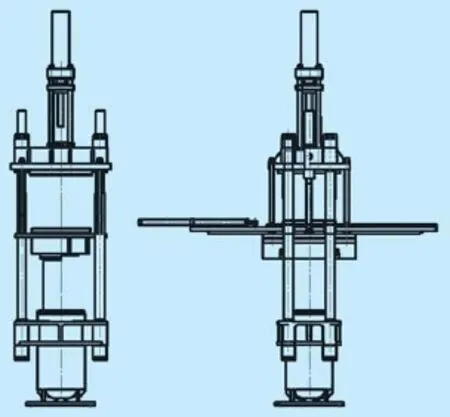
图8 橡胶注压机
2.2 扩展功能:注压+防转
活塞杆直顶式顶物料,由于活塞杆无前置4柱导向,失去了防转功能,因此对中性稍差,要在缸侧设计防转结构。
2.3 扩展功能:注压+防转+中心冷却
活塞杆直顶式顶物料,高温作业时间长的制品,特别是超高温,活塞杆冷却措施不到位会有严重后果活塞杆头部热量上传,密封件损坏,液压油下泄,制品成废品。如图9所示为活塞杆中心冷却氟塑料注压机。
2.4 扩展功能:注压+防转+中心调温
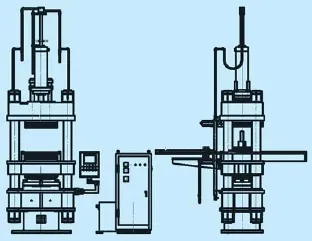
图9 氟塑料注压机
活塞杆直顶式顶物料,对有些融溶宽度窄、、注压时间长、待注时间也长的制品,会产生活塞杆中心冷却后温度低,与之接触的最后一些物料会变硬,注压时流动困难,影响制品质量的问题,用模温机控制冷却温度是个办法。
3 注压筒
注压筒是承担物料预存和注压时承压的封闭腔,也是活塞杆、顶柱导向的部套。注压筒基本功能及可扩展的功能有:
3.1 基本功能:料腔、导向
注压筒是形位公差和硬度要求较高的部套,上盖与注压板的积累误差要靠其调隙。活塞杆、顶柱对中导向偏差小,而且要在高压压注时不能松动,如图8上盖中心部所示为用于橡胶注压的直筒式注压筒。
3.2 扩展功能:导向+排烟
用于氟塑料注压时有毒氟气烟雾的有向排出。
3.3 扩展功能:导向+抗蚀
接触面材料单纯耐高温、耐腐蚀的可以用316奥氏体不锈钢。接触面需要硬度的只能用铁素体不锈钢4Cr13,有较好耐磨性能,但抗腐蚀效果稍差,表面会变色但不影响使用。
3.4 扩展功能:导向+自洁
有些制品要求很高,筒壁不允许有残留物,那里又高又深人工清洁很困难。自洁式注压筒是通过硬铬镀层镜面抛光来达到自洁功能,但对活塞杆、顶柱的对中偏差要严格控制形位公差。
通过注压机的部份功能预置案例,我们己经把一种对象单一的专用机型扩展成多元应用,面向整个高分子行业的通用机型。由于在最初设计中己逐一备好各种功能模板,并对这些模板今后如何叠加、扩展也同时作了结构上的预置措施,对这些功能模板的制造工艺事先都有了成熟的预案。那么以后的突发事件,我们就有足够的方案去应对,也不用担心在高分子材料注压加工范畴内的机型会一次次重复设计。通过技术借鉴的触类旁通,今天的注压机,或者明天就可能成为其它加工工艺的技术平台,应用到相关的开发中。
当今企业面临的市场,各有各的困难,关键是通过自己的方式去改变、适应这种困局,研发多元化的新产品,进入更多行业,也就有了更多打破困局的出路。在研发新产品过程中,功能预置设计是一种兼顾前后、提升成功率、避免失误的设计思路。希望这种省时、省力、省心的实用经验在今后的实践中能得到更进一步的提升和发展。
(XS-04)
我国煤制聚丙烯装置概况
截止2014年12月底,我国已经建成7套煤制备聚丙烯生产装置,总生产能力达到326万t,具体为神华包头(生产能力为30.0万t/a)、神华宁煤(生产能力为100.0万t/a)、大唐多伦(生产能力为46.0万t/a)、宁波禾元(生产能力为30.0万t/a)、陕西延长中煤榆林能源化工(生产能力为60.0万t/a),中煤陕西榆林能源化工(生产能力为30.0万t/a)以及宁夏宝丰(生产能力为30.0万t/a)。
Kraton公司推出新的氢化苯乙烯系嵌段共聚物产品
Kraton高性能聚合物公司推出两款全新氢化苯乙烯嵌段共聚物(HSBC)-Kraton MD6951和MDl648。MD6951保持了KratonA产品系列的稳定性和标志性特征(如柔软性、易用性和相容性),其增强的极性使其能与热塑性聚氨酯、聚苯乙烯和聚苯醚等产品兼容。主要用于生产手机保护膜和电工工具把套、保护性薄膜和良好的声音阻尼材料等。MDl648是一款增强橡胶段(ERS)苯乙烯系嵌段共聚物。由于其具有极强的弹性和强度以及突出的低粘度,能用于现有的熔喷加工设备中,有助于丌发更具弹性、更加柔软的产品,还能生产消音纺织结构产品。此外,MDl648还可用于聚丙烯改良型家用产品、汽车零件、胶带、喷胶和气雾剂粘结剂等热熔胶和工业材料。
燕丰供稿
Application of function preset design in rubber and plastic injection machine development
Application of function preset design in rubber and plastic injection machine development
Lu Jiudi
(Shanghai Disheng Rubber & Plastic Machinery Co., Ltd., Shanghai, 201407, China)
To avoid constant changes in equipment research and development, function preset design in the design is a very effective method. This article introduces ideas and focuses of the function preset design, and describes function preset design through the development of injection press.
function preset; injection press; R & D
TQ320.662
1009-797X(2015)06-0028-07
B
10.13520/j.cnki.rpte.2015.06.004
陆久迪(1949-),男,高级经济师,长期主持并参加新产品的开发研制工作,历年来填补了国内橡塑领域多项空白,90年代中期开始致力于橡塑新材料、实用新制品成型工艺和装备的研制,成功开发了多种新产品,已发表多篇论文。
2015-02-06