曲肘式注塑机抽拉杆技术
2015-11-17吴俊陈永明陈星欣胡绘国陈明铭李鑫栋
吴俊,陈永明,陈星欣,胡绘国,陈明铭,李鑫栋
(海天塑机集团有限公司,浙江 宁波 315800)
曲肘式注塑机抽拉杆技术
Toggle injection molding machine pumping rod technology
吴俊,陈永明,陈星欣,胡绘国,陈明铭,李鑫栋
(海天塑机集团有限公司,浙江 宁波 315800)
大型注塑机模具的更换一般采用天车将模具吊起高于拉杆上沿,并由上至下吊入注塑机内。由于大型注塑机自身高度较高,导致这种传统换模方法对厂房高度有严格要求。采用注塑机抽拉杆技术,即移开注塑机上方其中一根拉杆,使得模具可以水平吊入固定模板内进行安装。本技术有效的解决了厂房与天车高度有限情况下大型注塑机换模问题。
注塑机;抽拉杆;换模
经典五点斜排曲肘式注塑机由于经济、高效、节能等特点,在国内外均有大量使用。其生产的制品广泛用于IT、家电、汽车、航空等各行业。而这些塑料制品中不乏大件制品,如汽车保险杠、中控面板,白色家电外壳。生产大件制品的注塑模具有较大外形尺寸,需要依靠大型注塑机来提供足够安装空间,并建立可靠锁模力以保证制品精度。
大型模具的安装和更换工作对注塑机的配套设备有一定要求。为高效、便捷、经济的实现模具安装及换模工作,本文提出了曲肘式注塑机抽拉杆技术。通过移开注塑机上方其中一根拉杆,方便模具水平吊入注塑机内进行固定安装。
1 注塑模具换装方式
(1)常规换模方法
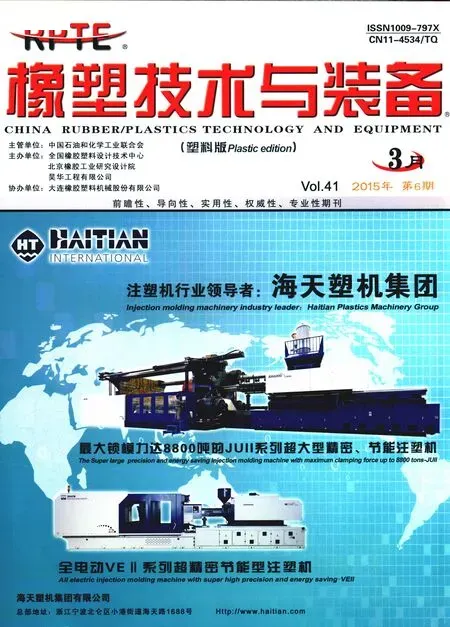
在厂房高度允许情况下,可使用天车将模具吊过注塑机拉杆上沿,然后从上往下吊至固定模板处进行模具的固定安装,如图1。这种换模方法只需借助天车即可实现换模工作,简单经济,常用于中小机型注塑机的换模。
(2)依靠换模平台换装
换模平台也称移模机,它由固定台车、移动台车以及安装在注塑机模板上的支撑机构等组成。工作时,移动台车将模具运送到与模板平行位置;台车上的轧辊通过电机驱动运转,带动模具向注塑机模板内部水平运动;模具跨过拉杆后,由模板内部支撑机构对模具进行导向,并继续带动模具运动至最终要求位置;最后通过液压夹具固定模具,如图2。换模平台能够高效完成模具安装、换装工作,适合自动化生产车间。但其购置成本较高,对空间也有一定要求。
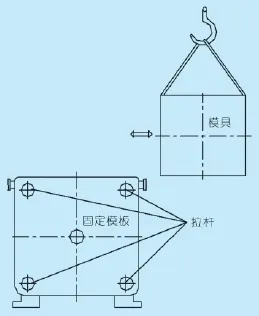
图1 常规换模方法
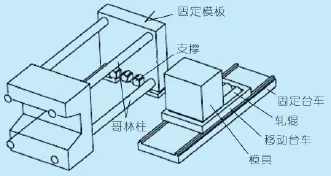
图2 换模平台换装方法
(3)借助拉杆抽出设备换模[1]
注塑机固定模板安装有四根均布的拉杆,并串接于尾部模板上,这在空间上构成了一个长方体结构。这种结构限制了天车吊着模具水平移入固定模板内。拉杆抽出装置能够移动注塑机上沿其中一根拉杆,移除吊绳水平移动路径上的障碍,如图3。在模具安装完成后,该装置可将拉杆复位,使注塑机正常运行。
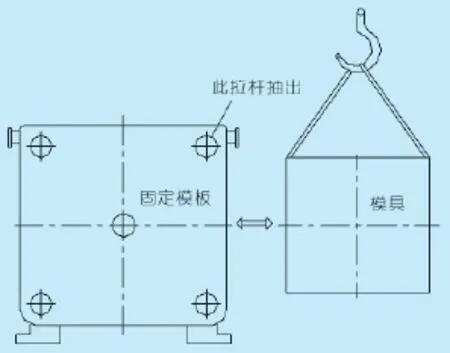
图3 抽拉杆技术换模
2 抽拉杆技术设计要点
(1)保证拉杆复位精度
拉杆是注塑机锁模力封闭系统的重要受力构件,在曲肘式注塑机中通过动模板孔配合后还兼有导向作用[2]。在锁模时,四根拉杆受拉发生弹性变形产生锁模力。当出现安装偏差后,会导致锁模过程中四根拉杆变形不一致,其中变形量大的拉杆极容易出现断裂,给客户带来经济损失。而抽拉杆技术是基于移动拉杆来实现模具水平吊入注塑机内,为此设计时必须考虑拉杆复位精度。
拉杆的抽出与复位可由长行程油缸带动,并且配合电子尺返回的油缸位置数据完成拉杆定位。普通电子尺精度一般为0.1 mm左右,在油缸影响下,误差会偏大,故还需设计机械定位进一步保证复位精度。
(2)快速准确分离、连接拉杆
标准机设计时拉杆前、后两端螺纹为普通螺纹或梯形螺纹,通过螺母配合实现连接。将固定模板端拉杆上的螺纹特殊设计为环形梯型齿,并结合抱合装置,即可快速分离或连接拉杆。
(3)不影响注塑机其它功能使用
由于拉杆螺纹设计成梯形齿,在拉杆轴向受力过程中会产生一个径向分力,为此需要保证注塑机锁模过程中抱合装置不松动。另外,曲肘式注塑机依靠调模机构进行模厚的调节,所以抱合装置的设计不仅要考虑有效连接拉杆,还要能够配合调模机构完成模厚调节。
3 拉杆抽出设备功能及结构特点
抽拉杆设备主要由移拉杆油缸、固定模板抱闸机构、调模模板抱闸机构三大部分组成。如图4,当固定模板抱闸与调模抱闸打开后,移拉杆油缸可带动拉杆沿轴向抽出,或进行复位。
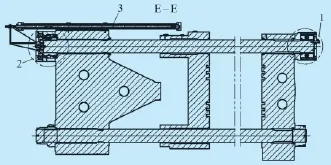
图4 抽拉杆设备剖视图
(1)固定模板抱闸机构
这个机构主要控制抱闸螺母的打开与锁紧,如图5。在拉杆抽出前,抱闸螺母同步打开解锁脱离拉杆环型齿。拉杆复位时,拉杆定位块触碰到前盖板完成机械定位;同时定位杆通入固定孔以防止拉杆在调模时旋转;待电眼检测完毕,螺母抱合锁紧。由于抱闸螺母与拉杆为环形梯型齿配合,因此定位块的精度需要小于环形齿的抱合精度。
除了控制抱闸螺母起、闭,还需注意一点:注塑机工作时,抱闸螺母受到来自拉杆的轴向拉力,拉力在梯型齿作用下会产生径向分力。抱闸油缸用来克服这个径向分力以防止抱合螺母松动。
(2)调模模板抱闸机构
调模模板抱闸机构比固定模板抱闸机构要复杂很多,它不仅要完成抱合螺母的开、关,还要协助完成调模工作,如图6。
通常情况下,拉杆相对固定模板不动,调模丝母与拉杆之间通过螺纹副连接。调模时,丝母转动,带动调模模板及动模板前后移动。而这里需要将普通丝母拆分为图7所示,即(如图6)调模丝母齿轮和调模螺母,调模螺母、拉杆之间仍然通过螺纹副连接,调模螺母与调模丝母之间通过平行键连接。移动拉杆前,调模限位块在调模板抱闸油缸的作用下打开,在移拉杆油缸作用下拉杆带着调模螺母一起抽出;在压紧装置(如图8)作用下,调模螺母与拉杆保持相对静止,调模丝母仍留在支承圈内。复位终,调模限位块关闭,挡住调模螺母,使之与调模丝母形成一个整体。
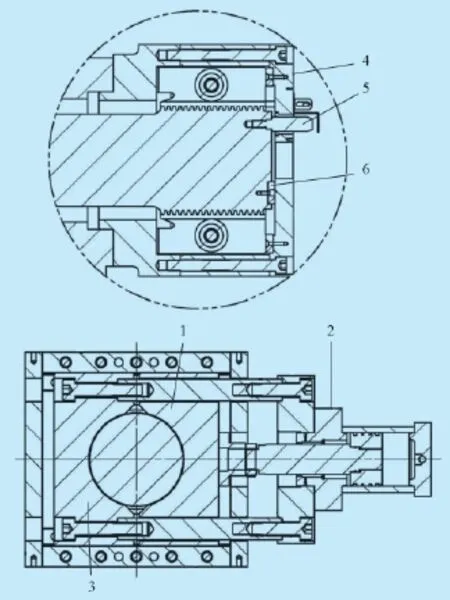
图5 固定模板抱闸机构
4 抽拉杆技术展望
通过对抽拉杆装置的解析,可以看到其制造成本不高,作为注塑机辅助设备,几乎不占空间,并能降低厂房高度要求。相对于传统换模方法和移模平台换模方法,其优势明显。目前该项技术已有多次成功应用案例,从经济、实用角度看,必然会得到客户认可并推广开来。
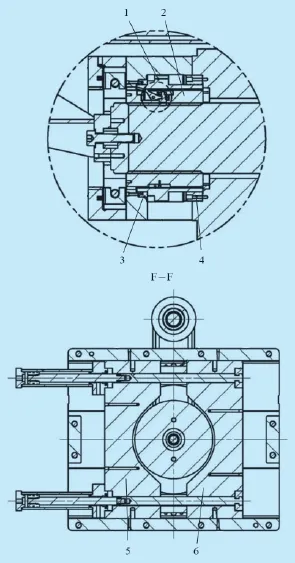
图6 调模模板抱闸机构
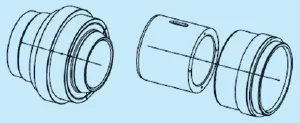
图7 调模丝母分解设计

图8 压紧装置
[1] 宁波海天实力机械有限公司. 大型注塑机[P]. 中国发明专利,CN 101422943A . 2009-05-06.
[2] 王兴天.注塑工艺与设备[M]. 北京:化学工业出版社,2009.11 604.(XS-04)
Fina技术公司开发出具有高光泽和高抗冲强度聚苯乙烯
Fina技术公司开发出一种制备具有高光泽和高抗冲强度聚苯乙烯(HIPS)的方法。该HIPS由苯乙烯单体和3%~20%(wt)的弹性组分相制备。弹性组分相包括聚丁二烯橡胶和苯乙烯-丁二烯共聚物。制得的HIPS光泽度大于60度,Izod冲击强度大于等于1.8 J/M,具有萨拉米形态,橡胶离子的粒径在1~1.3 μm之间。
燕丰供稿
杜邦将出售其氯丁橡胶业务
新近,杜邦高性能聚合物业务宣布已签约将其氯丁橡胶业务出售给Denka Performance Elastomer LLC公司。Denka Performance Elastomer是一家新成立的合资企业,由日本电气化学工业株式会社(Denka Kagaku Kogyo K.K.)控股70%,三井株式会社持股30%。日本电气化学工业株式会社位于日本Omi的工厂采用乙炔法生产氯丁橡胶。
燕丰供稿
TQ320.662
1009-797X(2015)06-0045-04
B
10.13520/j.cnki.rpte.2015.06.008
吴俊(1971-),男,1997年毕业于河南科技大学机械设计专业,责任公司技术人科科长,负责注塑机和双色机含模部件的研发,2005年获得浙江省科学技术三等奖,2003年、2013年分获海天科技创新一等奖各一次。
2014-11-04