J型铺设系统施工工艺研究
2015-11-17庄张立张殿航何
康 庄张 立张殿航何 宁
(1.哈尔滨工程大学 船舶工程学院 深海工程技术研究中心 哈尔滨 150001;2.海洋石油工程股份有限公司 天津 300451)
J型铺设系统施工工艺研究
康 庄1张 立1张殿航1何 宁2
(1.哈尔滨工程大学 船舶工程学院 深海工程技术研究中心 哈尔滨 150001;2.海洋石油工程股份有限公司 天津 300451)
J型铺设法被认为是最适用于深水和超深水管线铺设的方法。文中针对16 000 t深水半潜式起重铺管平台所采用的铺管形式及J型铺设系统的结构布置特点,将J型铺设工艺分为管线初始铺设、正常J型铺设周期和管线终止铺设三个部分。管线初始铺设包括初始准备、管线初始端PLET的安装及连接PLET与起始桩;正常铺设周期是指在平台甲板上进行管线装载开始直至管线从J型塔下放入水的一系列工艺流程;管线终止铺设包括收弃管作业过程。系统研究各部分的工艺流程,提出了适合目标平台所配备的J型铺设系统的铺管程序,为今后J型铺设系统的研究及实际铺设工程作业提供参考。
J型铺设;施工工艺;深水;管线
引 言
J型铺设(J-Lay)已有30多年的历史,伴随海底铺管作业水深的不断增加而产生。由于管道在铺设过程中几乎是垂直入水,形状呈现大J形,因而得名J型铺设,如下页图1所示[1-2]。J型铺设实际属于张力铺管法中的一种,为达到安全作业的目的[3],管道在铺设过程中的受力状态可通过调节J型塔的倾角和管道承受的张力进行改善。目前,J型铺设包括钻井船J型铺设和铺管塔J型铺设两种形式[4]。钻井船J型铺设法借助钻井船上配有的井架及输送装置将管段通过月池垂直下放到水中;铺管塔J型铺设法则是借助安装有J型塔及铺管配套设备的自航式铺管船,将管段在J型塔的焊接及涂层工作站进行焊接、无损检测和涂敷等一系列操作后下放,该方法已被广泛应用于国外的大型J型铺管船上。J型铺设法由于具有先天的深水适应性,因此已广泛应用于深海水域的管道铺设作业。
J型铺管船的造价一般比其他类型的铺管船高,但在涉及深海铺设的某些特定情况下,J型铺设是唯一可行的铺管方法[5]。为更好地融入国际深水海洋工程作业市场,我国正拟建一艘配备有J型铺管系统的深水半潜式起重铺管平台,最大起重能力达16 000 t,如图2所示。本文即以此平台为目标平台开展J型铺设施工工艺研究。
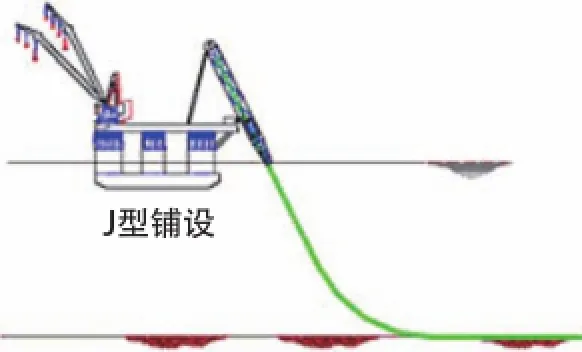
图1 J型铺设
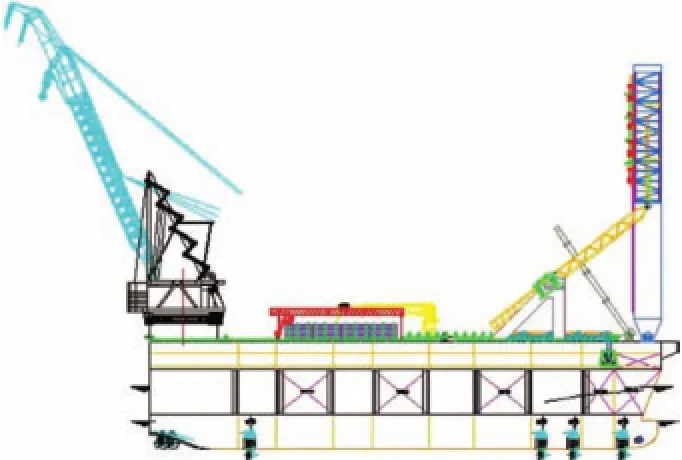
图2 半潜式起重铺管船
1 J型铺设系统
目标铺管平台上的J型铺设系统采用2×4节点张紧器铺管方式[6-8],主要包括J型塔、J型塔角度调节系统、J型铺设管道传送系统、J型铺设关键设备,如图3所示。
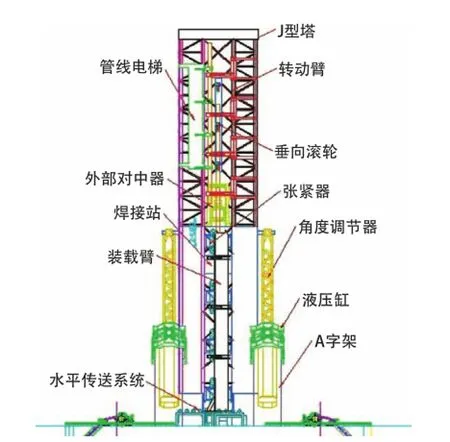
图3 J型铺设系统总布置图
J型塔安装在半潜式铺管平台首部,设计高度为120.4 m(含底座高度),可满足两段4节点管同时位于J型塔上。J型塔底端设有悬挂平台,在连接管道终端时可用来夹持管道。J型塔角度调节系统包括A字架、角度调节器和液压缸,见图4。
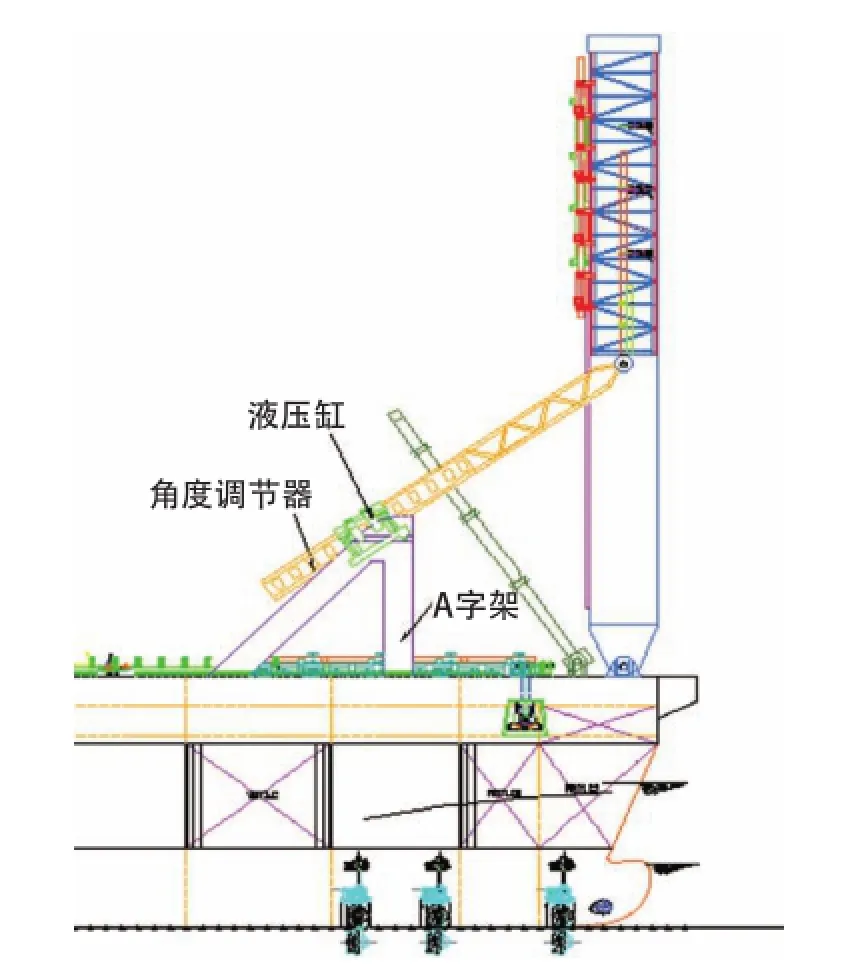
图4 J型塔角度调节系统示意图
J型铺设管道传送系统包括水平传送系统、装载臂、管线电梯、转动臂和垂向滚轮,见图5所示。
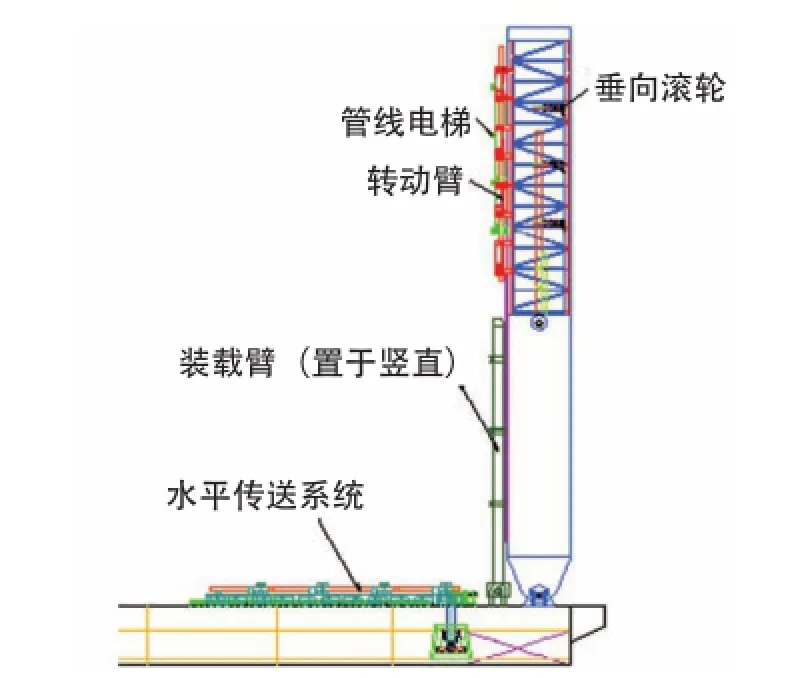
图5 J型铺设管道传送系统示意图
J型铺设关键设备主要包括张紧器、绞车、对中器、焊接站、无损监测站、涂装站等,其中选择了两种不同张紧能力的张紧器。张紧能力较小的张紧器安装在外部对中器工作平台下方,以夹持由外部对中器运送下来的管段,并将管段传送到下方的焊接站内;其他张紧能力较大的张紧器安装在焊接站下方,用来固定已经铺设入水的管道,以便完成两段管道的焊接以及无损检测。管道入水后,张紧能力较大的张紧器起到提供顶部张力的作用。张紧器的张紧能力也是决定铺管船铺管能力的重要因素。绞车是用卷筒缠绕钢丝绳或链条以提升或牵引重物的轻小型起重设备,又称卷扬机。管道焊接之前要进行对中,管道的对中主要有外部对中器和内部对中器两种。管道对中后,通过焊接的方式将管道连接。管道焊接后,要检验管道铺设的质量,AUT(自动超声波检测)检验设备能够对海底管道焊缝缺陷进行快速精确定位与定量检测(包括缺陷的三维几何尺寸)。焊接和无损检测完成之后,几个张紧器共同作用,将管道下放至J型塔底端的涂层站处,管道焊接处要进行涂装防腐后才能下放到海底。
2 管线初始铺设
在铺设之初将进行路由或预铺设调查。在调查中,将研究未来管线的路由以测定可能存在的自由跨度位置、系缆桩、岩屑和异常情况,起始、交汇、摊铺和其他重要位置需要特别注意。在预铺调查过程中考虑进行海床修正或者其他准备工作,例如垫层安装、立管基座安装等。
2.1 第1阶段——初始准备
如图6所示,支持船靠近铺管平台到一个合适的位置,支持船下放ROV,起始桩由铺管平台上的A&R缆索下放,在ROV的辅助下安装起始桩。
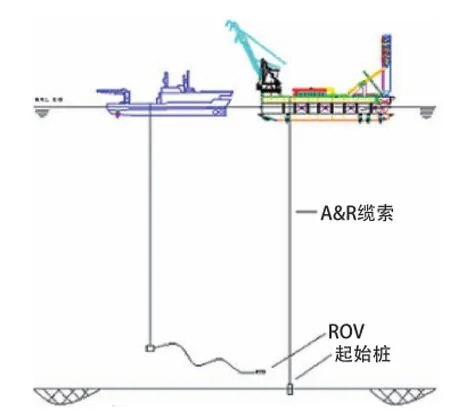
图6 J型铺设管道起始安装图
2.2 第2阶段——管线初始端PLET的安装
如图7及下页图8所示,首先在陆地上将PLET和一节管道焊接到一起,随后通过驳船把焊接在一起的管道和PLET运往铺管现场。当驳船靠近铺管平台至合适距离时,铺管平台尾部的两个吊机将PLET及管道共同吊起,最后移开驳船。
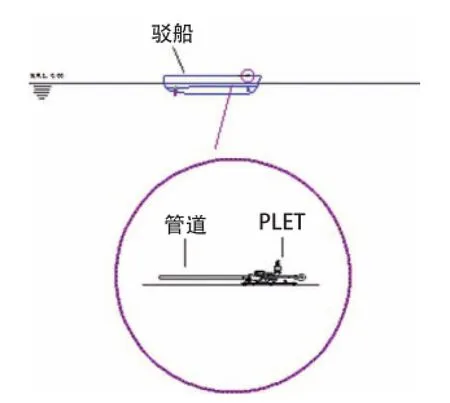
图7 J型铺设管道PLET安装图01

图8 J型铺设管道PLET安装图02
如图9及图10所示,铺管平台上的两个吊机将PLET共同吊起后,下放PLET至水下一定深度处,停止下放右舷吊索,继续下放左舷吊索直至左舷吊索不受力,管道和PLET呈竖直方向。此时,从铺管平台上下放ROV,解开并回收左舷吊索。
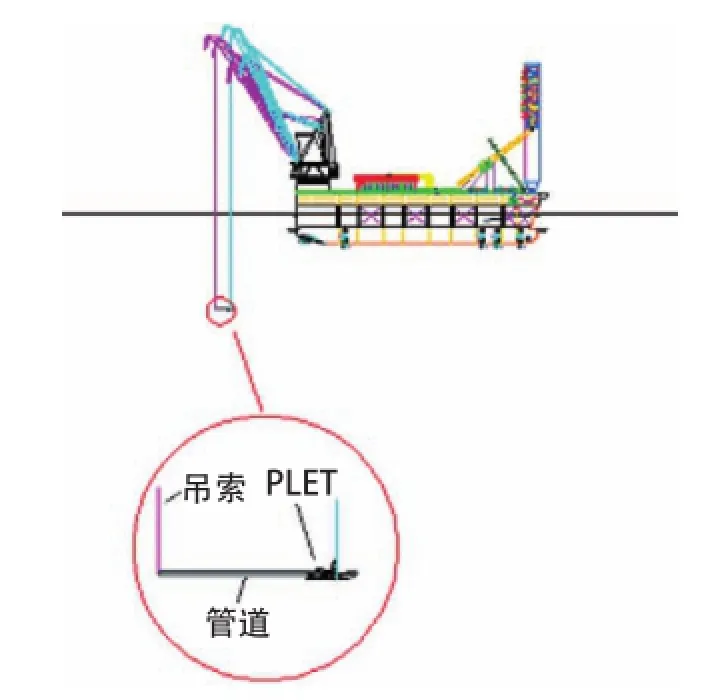
图9 J型铺设管道PLET安装图03
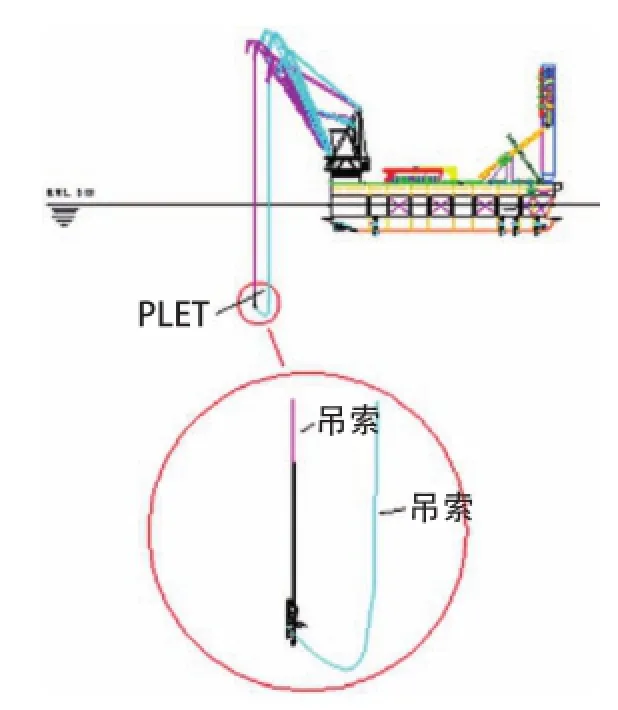
图10 J型铺设管道PLET安装图04
如图11及图12所示,解开并回收左舷吊索后,旋转右舷吊机的吊臂,将PLET向平台首部移动。此时从J型塔下放A & R缆索,由ROV将A & R缆索的接头连接到管道端口上。随后下放右舷吊索,吊索的拉力逐渐减小直到PLET的拉力全部由A & R缆索承担[9-10]。
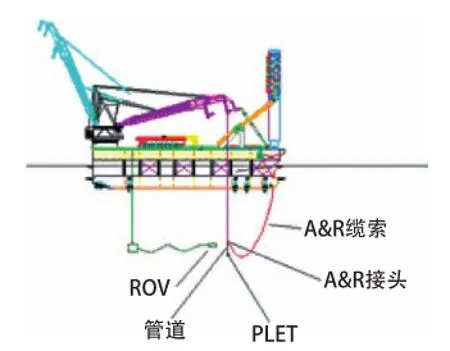
图11 J型铺设管道PLET安装图05

图12 J型铺设管道PLET安装图06
如图13所示,PLET的拉力全部由A & R缆索承担后,ROV解开并回收右舷吊索,铺管平台回收ROV。此时,向上回拉A & R缆索直至将PLET上预留的管线悬挂在铺管平台的悬挂平台上,在悬挂平台处的临时焊接站中将初始端PLET焊接到J型塔中下放的管线上。
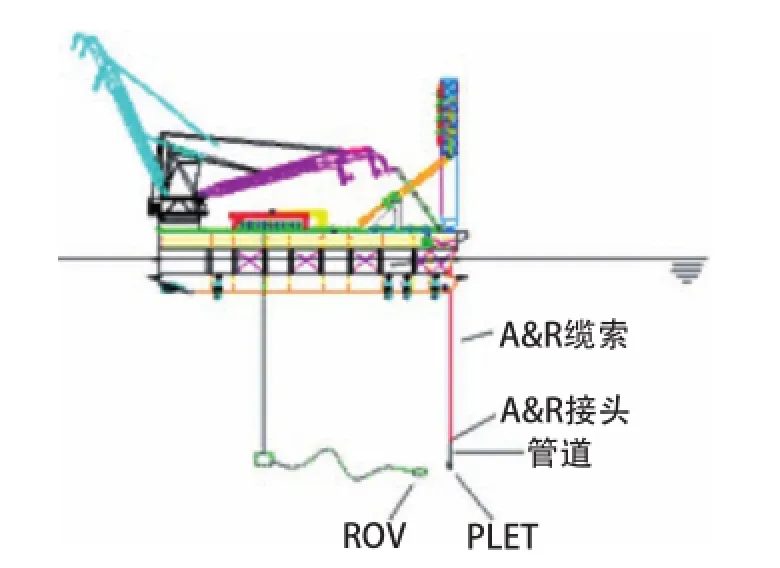
图13 J型铺设管道PLET安装图07
2.3 第3阶段——连接PLET与起始桩
起始桩安装好后,铺管平台回收连接在起始桩上的A & R缆索,从J型塔中下放连接有初始端PLET的管道。如图14和图15所示。
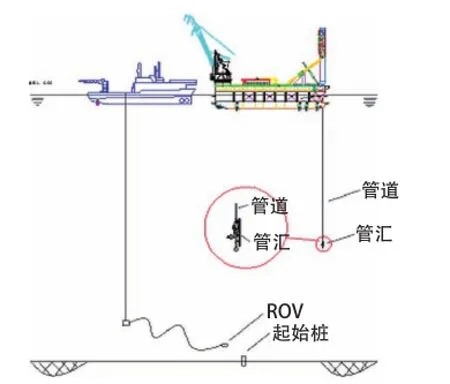
图14 J型铺设管道起始安装图02
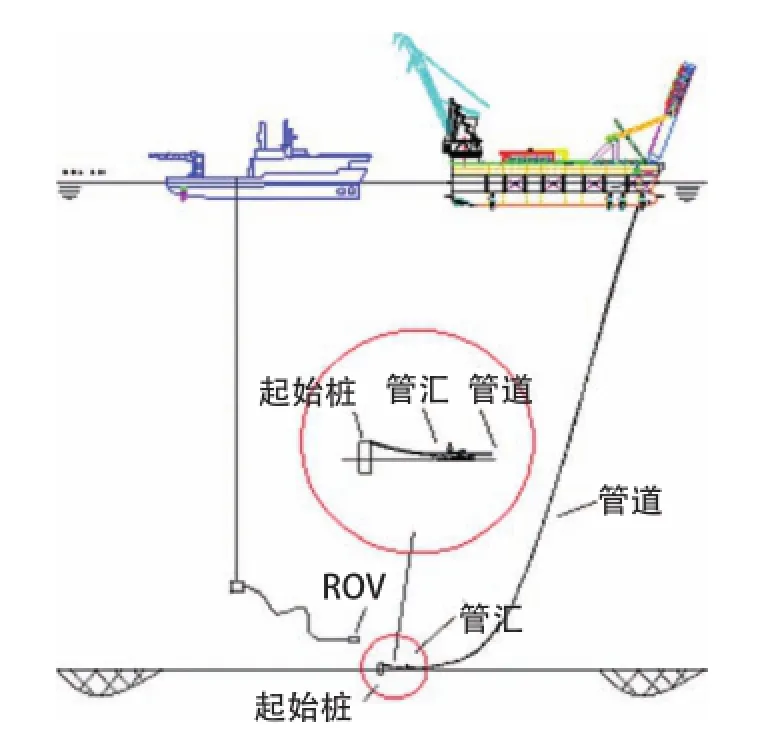
图15 J型铺设管道起始安装图03
在从支持船下放的ROV的辅助下使PLET安全触地,调整管汇位置,为连接起始桩做准备。随后,ROV将管汇与桩基通过锁链连接到一起。支持船回收ROV并移开,开始铺设管线(例如半潜式铺管平台向前移动,开始铺管)。
3 J型铺设周期
3.1 第1阶段——管线装载臂的安装
管线装载臂在铺管平台甲板上。水平传送系统把四节点管段运送至装载臂下方,液压机构驱动装载臂上的夹具,将四节点管段夹紧。杆件按照使焊脚高低位减到最小的方位布置。在尺寸检查过程中,将进行最大不圆度值的鉴定分析。该区域用颜料清楚地标记,多节点管段的端部将按颜料标记布置。
3.2 第2阶段——装载臂的扶正
在J型铺管塔底部液压缸的驱动下,装载臂通过夹具夹住管段一起转动至垂直位置。
3.3 第3阶段——管段的移交
管段在装载臂的转动下达到垂直位置以后,管线电梯会从塔台上部下移至底部,精确定位后,驱动管线电梯上夹具夹住四节点管段,管线电梯夹具夹稳后,装载臂上的夹具松开,装载臂在液控下转动返回水平位置。管线电梯夹住管段上行至设计位置,转动臂从管道下放线中央转动出来,停在管段停留的位置上,液压驱动夹具夹住管段,夹稳以后,松开管线电梯夹具。随后,打开J型塔内垂向滚轮夹具,由液压驱动转动臂夹住管段将其转至下放线的中央。将脐带缆穿过四节点管段,为安装内部对中器作准备。此时,外部对中器向上移动,夹紧管段,打开转动臂夹具,垂向滚轮控制管线位置,管段在外部对中器的夹持下向下传送直至管段到达焊接站上方的张紧器处。由张紧器夹持四节点管段,四节点管段经张紧器继续下放直至管段下端到达焊接站的相应位置。
3.4 第4阶段——对中
待铺管段与已铺管段使用内部对中器对中。
3.5 第5阶段——焊接
管面被正确对中并固定后,进行现场焊接。在根部焊道和热焊道完成后,内部对中装置可被撤除并拉回。与此同时现场焊接结束。待焊接点冷却到合适温度,对焊接点进行无损检测。
3.6 第6阶段——管线下放
经无损检测合格的管线随张紧器的运动缓慢下放,直到现场焊接部分处于J型塔底部的涂层站。
3.7 第7阶段——现场焊接涂层喷涂
给现场焊接部分进行现场补口涂层喷涂之后,随着铺管平台向前移动、管线下放,直到下一管段的上端到达焊接站的相应位置;随后转动臂夹持的下一个管段重复此项操作。
4 管线终止铺设
当管道铺设任务完成或遭遇突发情况时,即为终止铺设,通常指收弃管作业过程[11]。若部件失效或者天气条件恶劣,可以决定废弃管线。
4.1 第1阶段——A & R绞车缆索的连接
把A & R接头焊接到管道终端。在焊接站,将A & R浮筒的一端和管道A & R接头连接,另一端和A & R缆索连接。
4.2 第2阶段——A & R绞车从张紧器接替承受力
A & R绞车缆索的张力逐渐增加[10-11]。当载荷从张紧器被接替承受时,悬挂台打开。
4.3 第3阶段——管线离开J型铺设塔
管线在A & R绞车缆索上下放,同时伴随着平台的前进。在管线已经离开J型铺设塔后,一个位于J型铺设塔端部的导向滑车轮被移动到其运转位置来支撑A & R绞车缆索,如图16所示。
4.4 第4阶段——管线下放到海底
伴随着平台的前进,管道终端被下放到海床,A & R接头安全触地后,A & R缆绳上张力减小为零,解开并回收A & R缆索。如图17所示。
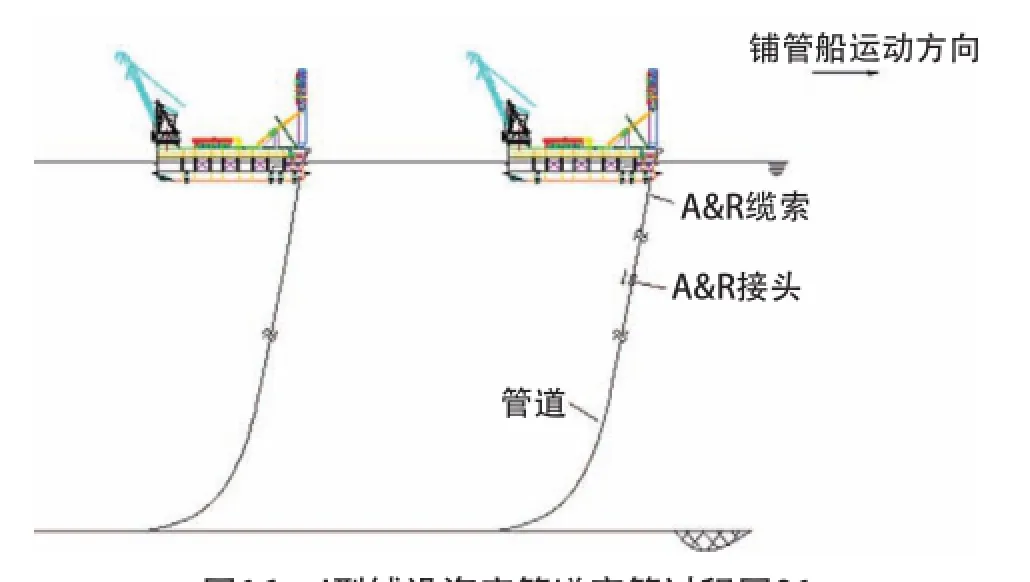
图16 J型铺设海底管道弃管过程图01
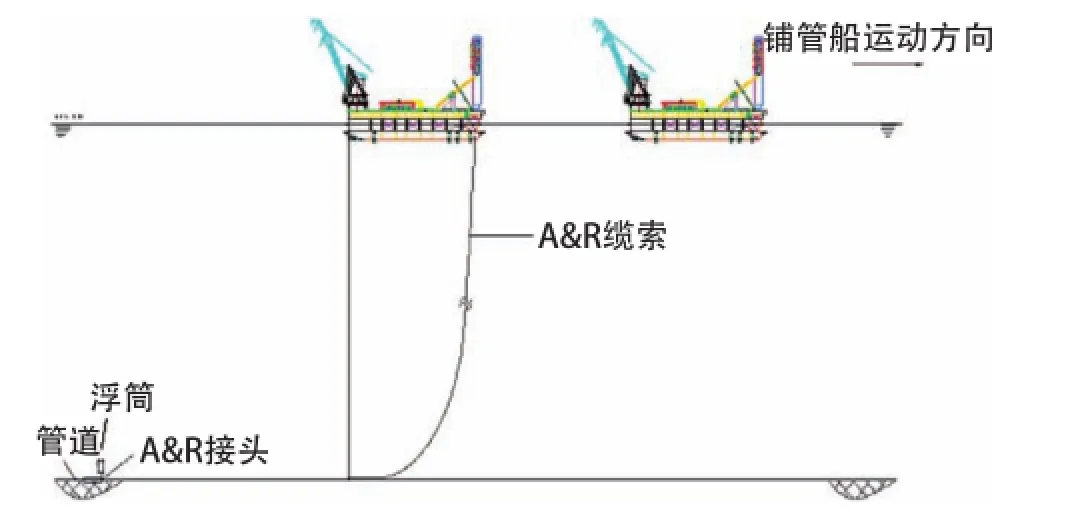
图17 J型铺设海底管道弃管过程图02
5 管线回收
如果回收管线,将执行与废弃相反的步骤。
5.1 第1阶段——A & R绞车缆索的连接
假设A & R绞车的缆索已断开连接,带有回收吊钩的A & R绞车缆索和升沉补偿浮筒将由A & R绞车下放。吊钩连接在水下由浮筒吊起的吊索上。连接由ROV辅助执行。
5.2 第2阶段——从海底提取管线
管线由A & R绞车从海底提取。当系统处在张力作用下,半潜式铺管平台开始在与铺管相反的方向上移动。此时,管线由A & R绞车回收,如下页图18所示。
5.3 第3阶段——管线进入J型铺设塔
当管线靠近J型铺设塔时,在J型铺设塔底端的A & R绞车缆索的导向滑轮将被撤回,渐渐离开入口处。当船仍旧沿着与管线铺设相反的方向移动时,通过J型铺设塔中打开的悬挂台提取管线。如图19所示。
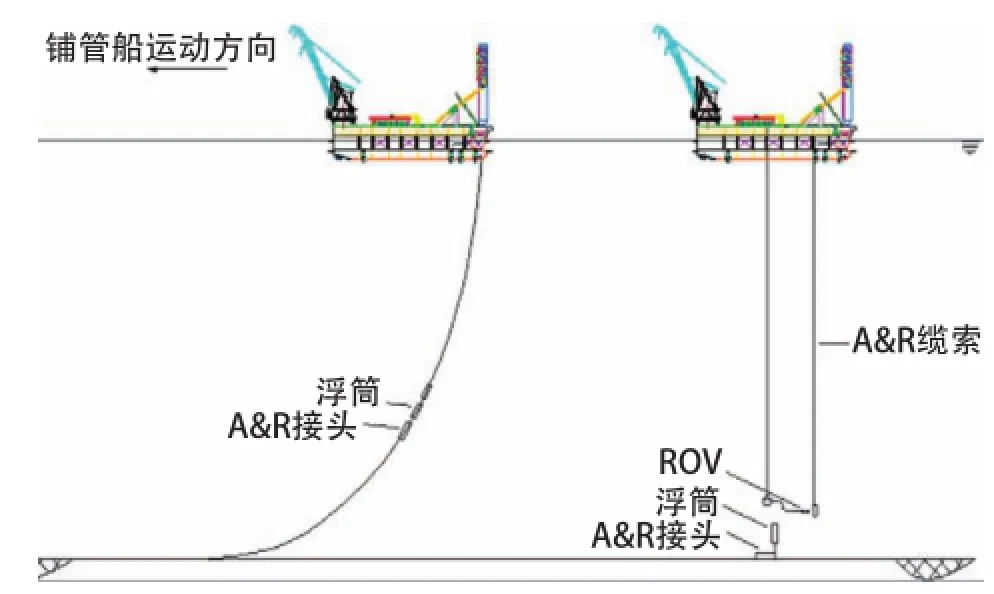
图18 J型铺设海管回收过程图01

图19 J型铺设海管回收过程图02
5.4 第4阶段——管线由张紧器夹紧
当管线到达焊接站时停止操作。张紧器停止运动夹持管段,此后逐步释放A & R绞车缆索直至移除。重新开始正常的铺管作业。
6 结 论
目前国外海底管道J型铺设能力已达3 000 m,但我国对深水管道J型铺设的研究仍处于起步阶段。本文以配备有J型铺管系统的16 000 t深水半潜式起重铺管平台为目标平台,开展J型铺设施工工艺研究,介绍目标平台J型铺设系统的铺管方式和关键结构,以及J型铺设工艺的各个阶段,系统研究各部分的工艺流程。实际铺设过程中,J型铺设复杂,需要协调各方面的施工因素共同作业,并向国外公司借鉴铺设经验,以促进我国海洋工程事业的发展。
[ 1 ] Massimo P, Marian T, Andrei D. Deep Water Sealines Installation by Using the J-lay Method - The Blue Stream Experience[A]// Proceedings of the Thirteenth (2003)International Offshore and Polar Engineering Conference,May 25, 2002 - May 30, 2003[C]//Honolulu, HI,United states: International Society of Offshore and Polar Engineers, 2003: 585-590.
[ 2 ] Dick W, Rob H. Installation of deepwater pipelines with sled assemblies using the new J-Lay system of the DCV balder[J]. Journal of Offshore Technology,2003(3):46.
[ 3 ] Choi H S. Deepwater pipelay analysis[J]. Journal of Offshore Technology,1999(2): 18-20.
[ 4 ] 何宁,徐崇崴,段梦兰,等. J型铺管法研究进展[J].石油矿场机械,2011(3): 63-67.
[ 5 ] 梁振庭. 深水海底管道铺设受力性能分析[D]. 浙江大学硕士学位论文, 2008.
[ 6 ] 曾鸣,孙亮,钟朝廷,等. 海洋铺管船用张紧器内悬架的设计与分析[J]. 石油矿场机械,2010(6):32-35.
[ 7 ] 王晓波,钟朝廷,赵宏林,等. 浅水铺管船锚机主要部件的设计分析[J]. 石油矿场机械,2010(5):23-26.
[ 8 ] 崔学政,刘文庆,肖文生. 海洋钻井平台立柱排管机设计[J]. 石油矿场机械, 2010(1): 45-49.
[ 9 ] 苏宁宁,李怀亮,段梦兰,等. 深水A&R绞车动力滚筒牵引力计算及有限元强度分析[J]. 石油矿场机械,2011(10): 45-49.
[10] 喻开安,李志刚,徐祥娟,等. 用于深水海管铺设的储缆车设计研究,2010(11): 32-36.
[11] Datta T K. Abandonment and recovery solution of submarine pipelines[J]. Applied Ocean Research,1982(4): 247-252.
Research on construction technology of J-lay system
KANG Zhuang1ZHANG Li1ZHANG Dian-hang1HE Ning2
(1. Deepwater Engineering Research Center, College of Shipbuilding Engineering, Harbin Engineering University, Harbin 150001, China; 2. Offshore Oil Engineering Co., Ltd., Tianjin 300451, China)
J-lay method is the most suitable method for the deepwater and ultra-deepwater pipe laying. The pipe laying form and the structure arrangement characteristics of J-lay system are investigated for a 16 000 t deepwater semi-submersible lifting and pipe laying platform. Then the J-lay technology can be divided into three parts:pipeline initiation, normal J-lay cycle, and pipeline termination. The pipeline initiation includes initial preparation,installation of pipe initiating end PLET and the connection between PLET with start-up pile. And the normal J-lay cycle refers to the technology process starting from the load of pipelines on the platform deck to pipeline initiation;normal J-lay cycle refers to the technology process starting from the load of pipelines on the platform deck to pipe laid down into water through J-lay tower; pipeline termination includes the process of pipe abandonment and recovery. This paper systematically researches the technological process of each part, puts forward the pipe laying program fi t for the J-lay system in the target platform, and provides reference for the future research on J-lay system and practical J-lay engineering.
J-lay; construction technology; deepwater; pipeline
U671.91
A
1001-9855(2015)06-0086-07
国家科技重大专项(2011ZX05027-002-004-008)。
2015-05-20;
2015-07-22
康 庄(1978-),男,博士,副教授,研究方向:立管与涡激振动。张 立(1991-),男,硕士,研究方向:立管和海底管线、涡激振动与涡激运动。张殿航(1992-),男,硕士,研究方向:立管和海底管线。何 宁(1977-),男,高级工程师,研究方向:海洋工程。
