一种基于恒磁铁的柔性化自动装配机构的研制*
2015-11-03万海波
万海波
(浙江水利水电学院机械与汽车工程学院,杭州 310018)
一种基于恒磁铁的柔性化自动装配机构的研制*
万海波
(浙江水利水电学院机械与汽车工程学院,杭州 310018)
自动化装配技术在制造业中的比重日益增大。文章在分析发展趋势的基础上,使用三维设计软件设计了一种基于恒磁铁的柔性化自动装配机构,该装配机构由基于同轴支撑的自动对中机构和基于恒磁铁的自动装配机构两部分组成。在三维设计的基础上,对驱动机构进行了选型,对零部件进行了加工,并完成了组装。组装后将该机构植入装配机器人中进行了测试,测试结果表明该机构能完成多类型和多尺寸的零部件装配,柔性化和自动化程度较高。
恒磁铁;自动装配机构;柔性化
0 引言
装配是制造业中非常重要的环节,自动化装配随着机器人技术的发展成为了国内外的研究热点。自动化装配成为了机器人应用的重要领域[1]。装配过程复杂,且有精度要求,这些都给自动化装配带来了一定的难度,因此精确定位、自动与柔性装配是自动装配系统的关键技术[2-3],特别是在汽车、飞机、船舶行业中提升装配的自动化程度已经变得尤为迫切了[4]。
目前北京航空航天大学的苗新刚等开发了基于激光扫描仪技术的复杂结构件自动装配系统[4]。山东科技大学的葛旋利用机器视觉技术,采用图像处理的方法,建立了一种零件螺纹自动识别和螺栓装配的系统[5]。北京理工大学的张静等提出了标准件批量实例化装配方法,实现了同种规格的标准件的成批的自动装配[6]。青岛科技大学的史俊友提出了面向定制产品的零件族建模和自动装配技术[7]。浙江大学的杨玲玲提出了一种全新的模型自动装配策略,设计了一种具有通用性和完整性的产品自动装配机构模型[8]。
文献[4-5]中的装配系统和方法采用了激光和图像技术进行定位装配,这对装配平面的环境要求相对比较高。文献[6-7]中研制的系统用于标准件和定制产品的装配,但自动和柔性化方面略显不足。文献[8]中提出了一种方法建立了机构模型,更侧重于装配的整体规划。本文对自动化装配机构的特点和功能进行分析的基础上,通过三维设计软件对自动化装配的自动对中机构进行设计,设计一套基于双滑轮的自动对中机构,为达到多尺寸装配的要求设计基于恒磁铁的自动装配机构,进一步对以上两种机构进行了整合,实现并试制基于恒磁铁的自动装配机构,并完成对其功能的测试。
1 自动装配机构的特点及功能分析
自动装配机构需要完成装配目标寻找和自动装配两个基本步骤。寻找装配目标,将装配件与装配目标进行精确对中,通过装配执行机构自动将装配件装配入装配目标中,这是机械装配中最为基础的装配动作。
而螺纹连接是机械体中最为常见却也是装配难度较高的一种连接方式。它在装配作业中占有相当大的比重。螺纹装配的好坏直接影响到零件的稳定性和整体的质量。传统的手工装配,对于繁多的零件装配起来效率低下,需要人工一一识别螺纹孔位置手工装配。为此本文设计基于双滑轮的自动对中机构,让装配机构能够在短时间内快速且精准的找到装配的基准位置。
目前螺母装配通常是通过电动螺丝套筒进行,人需要手持电动螺丝套筒进行操作,生产效率较低,且难以保证产品质量。机器自动拧合又容易出现因力矩过大而破坏螺母、螺栓或螺柱的螺纹,甚至出现完成螺母装配动作后无法脱离的现象,这些都影响了产品装配的可靠性。现阶段的自动螺纹装配机构虽然在生产效率上相比人工装配大幅度提高,但大多只能完成点对点的同一尺寸零件的螺纹装配(完成多尺寸必须更换螺丝套筒),生产柔性化低,不能满足多类零件的批量生产的需求。为解决以上问题,本文设计一种基于恒磁铁的自适应装配机构,在保证装配效率的同时,根据控制恒磁模块附着力大小来控制拧合力矩的大小,并通过磁力开关控制螺母与拧合机构的吸附从而提高拧合效率。
2 自动对中机构的设计与实现
装配过程中,装配目标的寻找和精确对位是装配的一大难点,特别是螺母与螺柱的连接。螺柱的螺纹很难通过图像或者激光识别其中心位置,而且稍有偏差就很难拧合到位,甚至拧合不当会造成螺纹损坏。为解决以上难点,本文设计了双滑轮同轴机构用于螺母和螺柱的自动对中,把整个对中过程分为两步,第一步为装配位置对中,装配位置初次对中后,不要求装配执行机构与装配位置完全对正。通过第二步位置精调来精确对正装配机构和装配目标。第一步基本都可以通过路径复制的形式完成,第二步精调本文为此设计了双滑轮同轴微调机构。具体设计如图1所示。
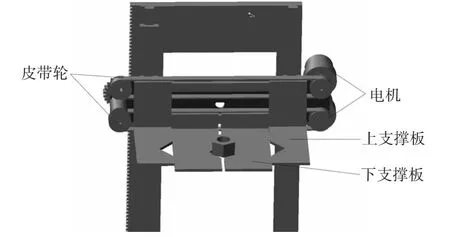
图1 自动对中机构的设计图
该对中机构包括支撑座,支撑座上通过竖向滑轨连接上下支撑板,上支撑板位于下支撑板正上方(两支撑板闭合时与上方拧合机构同轴),上下支撑板开启闭合由电机带动齿条工作。当电机顺时钟转动时,上支撑板的左板和右板分开,当电机逆时钟工作时左右板闭合。下支撑板工作方式与上支撑板相同。
装配对位时,通过下支撑板的闭合将整个装配机构与螺柱精确对中,然后将装配件螺母输送入下支撑板,送入后开启电机使上支撑板闭合,由于上下板同轴,闭合过程中即将螺母与下方螺柱精确对中。通过上述步骤实现螺母和螺柱的精确对中。
上述机构中的上下支撑板采用4mm钢板通过折弯机折成90°,分为左板和右板。左右板中间各截去一直角等腰三角,并将左右板闭合接触边套以胶条,防止闭合过程中损坏螺柱螺纹。采用24V低转速直流电机驱动齿条控制上下板的开启闭合,这种组合可以有效的控制位置微调时的冲击以做到精确对中。
3 自动拧合机构的设计与实现
3.1 自动拧合机构设计的目标和原理
当螺母和螺柱实现了精确对中后,下一步就是将螺母和螺柱进行拧合。这个步骤对于手动拧合来说非常简单,但是需要通过机器自动实现时很多问题就突显出来。首先螺纹有非常多不同的尺寸,如果通过更换螺母套筒的形式来实现不同尺寸螺纹的装配时,装配机构就需要加装一个装配工具库和类似数控机床的换刀机构,这无疑增加了装配机构的尺寸和重量,让装配变得复杂。其次螺纹连接是一个相对较为脆弱的连接,一旦拧合不规范或者拧合力矩过大就会直接造成螺纹的损坏。螺纹损坏是一个不可逆的过程。一旦螺纹损坏整个装配过程就失败了,还可能造成灾难性的后果。为突破以上难点,让螺纹装配更加自动化、柔性化,本文设计了基于恒磁铁的自动拧合机构。如图2、图3所示。
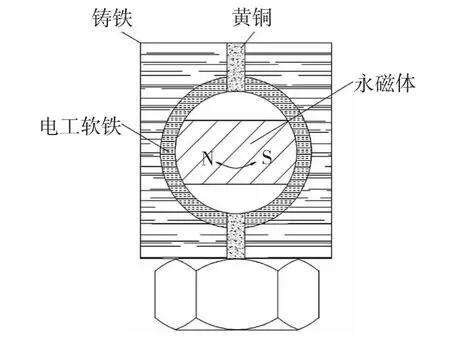
图2 螺母旋转头工作示意图
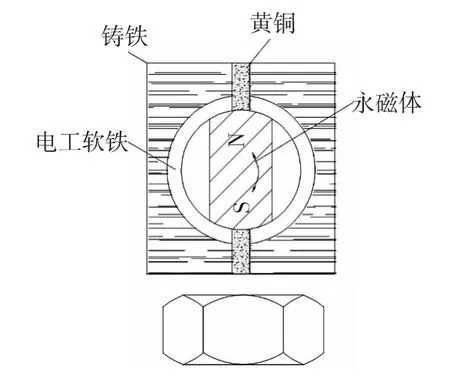
图3 螺母旋转头与螺母分离示意图
螺母旋转头利用恒磁铁磁力矩传递的原理,利用磁性吸附螺母。螺母旋转头具有恒磁铁水平布置吸附螺母以及恒磁铁竖直布置不吸附螺母两个状态。螺母旋转头包括位于外部的铸铁,铸铁内设置有电工软铁,电工软铁呈环形,电工软铁内设置有可转动的恒磁铁,电工软铁的内壁与恒磁铁的NS极方向的外壁贴合,电工软铁的上端和下端分别穿设有黄铜部,上端的黄铜部的外端延伸至与铸铁的上端面平齐,下端的黄铜部的外端延伸至与铸铁的下端面平齐,螺母贴在铸铁和下端的黄铜部的下方;当恒磁铁水平布置时,磁力线由N极出发,通过一侧导磁的电工软铁、铸铁,再沿螺母、另一侧导磁的铸铁、电工软铁回到S极,形成磁力线的包围圈以吸附螺母,当恒磁铁竖直布置时,磁力线由非导磁的黄铜部阻挡,磁力线不吸附螺母。
磁性螺母旋转头可以吸附不同尺寸的螺母,同时能较为方便的通过控制吸附磁性力的通断控制拧合装置与螺母以及其他装配件的结合与分离,此外由于可以选用不同的磁铁来控制拧合力矩,以防止拧合力矩过大而造成螺纹损伤。
3.2 自动装配机构设计的实现
螺母旋转头由电机带动升降,由另一电机进行驱动(如图4)。螺母旋转头利用恒磁铁磁力矩传递的原理,利用磁性吸附螺母。螺母旋转头具有恒磁磁铁水平布置吸附螺母以及恒磁铁竖直布置不吸附螺母两个状态。当螺母旋转头与螺母接触时,螺母旋转头吸附螺母。第二电机启动带动螺母旋转头及螺母转动,螺栓不动(由平台固定),因此螺母在螺栓上转动下降,实现螺母和螺栓的拧紧。当螺母和螺栓拧紧后,由于螺母旋转头和螺母之间是磁性吸附,当螺母旋紧后超过一定力矩会使得螺母旋转头打滑脱开,能做到拧螺母的力矩的高度的一致性。轻松实现了批量旋转螺母,装配效率高。保证了拧螺母力矩的高度一致性,螺母旋转头可以适合多种尺寸的螺母,利用恒磁铁磁力矩原理吸紧螺母并且旋转螺母,一旦螺母被拧紧超过磁性吸附力,螺母就自行脱开,以防止因力矩过大而破坏螺母螺柱的螺纹。
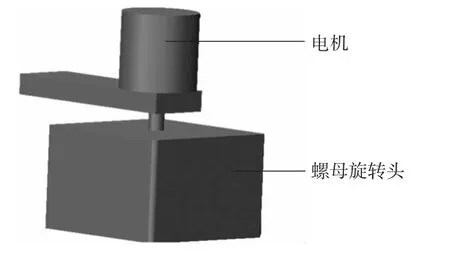
图4 自动装配机构设计图
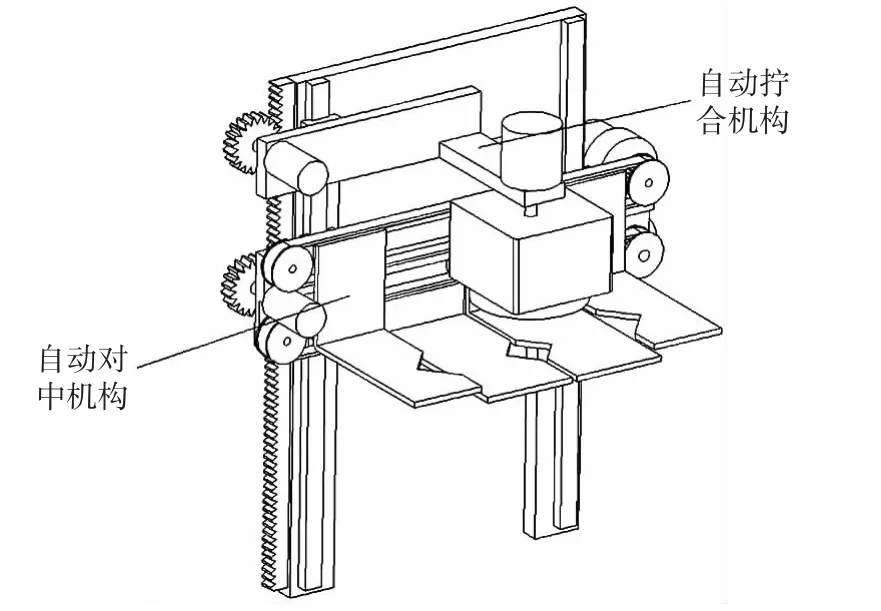
图5 基于恒磁磁铁的自动装配机构的设计图
4 机构的整体实现与测试
在以上机构分布设计的基础上,采用了PRO-E进行局部的优化,并进行了组装(如图4)。整个机构由四个电机控制,支撑板和装配机构总成上下运动通过三个电机驱动齿条上的齿轮来实现,拧合机构由另一个电机驱动。为便于测试其功能的有效性和便捷性,设计了一个小型装配机器人[10-11],将机构植入该装配机器人上来进行测试(如图6、图7)。该装配机器人可以从前机械手中获取装配零件,如轴承、垫片、螺丝等,通过传送带将零部件传送至装配位,对中机构的精确对准装配位后,将零部件准确送入装配位,通过装配机构进行装配。
测试该机构时,控制该装配机器人分别对6310、6308和6306滚动轴承进行装配。装配完轴承后再装配对应的GB/T97.1-2002标准的36、30和20垫圈最后装配GB/T6170-2000标准的M30、M24、M16螺母,通过调校,顺利高效地完成了三组装配工作。测试结果表明该机构的设计合理,且达到了本文提出的自动化、柔性化目标。

图6 小型装配机器人设计图
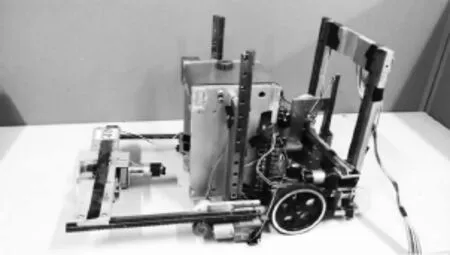
图7 小型装配机器人装配图
5 结束语
本文设计一整套基于恒磁铁的自动化装配机构,并对整个机构进行了加工和组装。并设计了一个测试该机构的机器人对其进行了测试。通过测试表明分析结果表明:该自动化装配机构能装配不同类型、不同尺寸的零部件,满足了装配机构柔性化的要求;该机构能高效地实现精准对位和装配,装配过程自动化程度较高且能够避免装配过程中造成的不必要损坏。
[1]董欣胜,张传思,李新.装配机器人的现状与发展趋势[J].组合机床与自动化加工技术,2008(7):1-4.[2]Peter Grondahl,Mauro Onori.Standardised flexible automatic assembly evaluating the Mark IV approach[J].Assembly Automation,2007,20(3):217-224.
[3]M Weck,C Peschke.Equipment technology for flexible and automated icro-assembly[J].Microsystem Technologies,2004(10):241-246.
[4]苗新刚,汪苏,怀其武,等.基于多Agent技术的复杂结构件自动装配系统[J].中国机械工程,2011,22(12):1440-1443.
[5]葛旋,钟佩思,吕跷东.基于机器视觉的螺栓智能装配系统[J].制造业自动化,2014,36(9):150-153.
[6]张静,张发平,高博,等.基于标准件信息定义的快速装配技术研究[J].机械设计与制造,2013(7):101-104.
[7]史俊友,付玲,孙一镇,等.基于零件族的定制产品自动装配技术研究[J].机械设计与制造,2010(8):256-257.
[8]杨玲玲,胡树根,王耘.基准定位的自动装配技术[J].轻工机械,2008,26(1):59-62.
[9]Hsin-Yi Lai,Chin-Tzwu Huang.A systematic approach for automatic assembly sequence plan generation[J].Int JAdv Manuf Technol,2004(24):752-763.
[10]Scafogliero U,Stefanint C,Dario P.The use of compliant joints and elastic energy storage in bio-inspired legged robots[J].Mechanism and Machine Theory,2009,44(3):580-590.
[11]周伟,石为人,李江波,等.MSTRbot:一种小型侦查机器人[J].机器人,2011,33(5):592-598.
Development of A Flexible Automatic Assembly System Based on Permanent Magnet
WAN Hai-bo
(Department of Mechanical Engineering,Zhejiang University of Water Resources and Electric Power,Hangzhou 310018,China)
Automatic assembly system is more important in the Manufacturing Industry.After analyses of developmental trend,this paper designed a flexible automatic assembly system based on permanent magnet. This system is constituted by two part,a mechanism for automatic alignment and a other mechanism for automatic assembly.After that,a flexible automatic assembly system is developed.Test and analysis of the system show that the automatic assembly system not only Flexible but also Automatic.
permanent magnet;automatic assembly system;flexible
TH122;TG659
A
1001-2265(2015)04-0139-03 DOI:10.13462/j.cnki.mmtamt.2015.04.037
2014-12-05;
2015-01-21
国家自然科学基金(11172260);2013年度高校访问工程师项目(FW2013002);浙江水利科技计划项目(RC1314)
万海波(1981—),男,长沙人,浙江水利水电学院讲师,硕士,研究方向为机械振动与设计,(E-mail)wanhaibo6@sina.com。