提高池46区块伴生气回收利用率措施效果分析
2015-11-02钟萍马云虎尚利琴刘春林王会军
钟萍,马云虎,尚利琴,刘春林,王会军
(中国石油长庆油田分公司第三采油厂,宁夏银川750006)
提高池46区块伴生气回收利用率措施效果分析
钟萍,马云虎,尚利琴,刘春林,王会军
(中国石油长庆油田分公司第三采油厂,宁夏银川750006)
油田在开发过程中伴有大量套管气及伴生气,这部分气量占油田气总量的一大部分,目前除部分用于外输加温外与回收利用外,其余均火炬点燃或直接排放,资源浪费严重。池46区块蕴含着丰富的伴生气资源,文章分析了该区块伴生气现状及回收该区块的伴生气资源并加以有效利用的措施途径,最终达到节能减排、安全环保的目的。关键词:伴生气;回收利用;节能环保
池46区块蕴含着丰富的伴生气资源,为了提高池46区块伴生气的回收利用,采油三厂积极探索研究伴生气回收技术,通过完善健全工艺运行体系及对伴生气资源的回收工艺的改进,提高伴生气的综合回收率,达到节能减排、安全环保,提高油田开发效益的目的。
1 传统运行状况分析
1.1工艺概况
池46区块地面工艺系统采用“大井组-增压点-联合站”的一级半布站模式,建有联合站1座、增压点5座,池46区块含水原油经油二联合站集中处理后外输。
1.2回收工艺存在问题
传统的伴生气回收利用工艺技术主要包括:井口定压放气阀、油气混输泵、利用天然气压缩机进行气体压缩回收。但是,传统的回收模式存在诸多问题,无法得到全面普及。
1.2.1井口回压高定压放气阀无法有效运行2011年开始,在池46区块四个井组安装4套定压放气阀装置,由于井组套管气量少且多数井组利用套管气加温,导致气压达不到目标值,特别是冬季运行时,定压放气阀不易打开,气体无法进入流程。另一方面由于受油井回压影响,造成深井泵沉没度下降,泵效降低,易导致气锁。在冬季运行时有冻堵以及需要不断调整油井井口回压,操作繁杂,且该设备密封不严,容易导致串油。故该装置在该区块的套管气回收上无法有效的运用。
1.2.2油气混熟工艺不成熟池46区块从2011年开始引进多家油气混输泵进行试验,要求总机关来液直接进油气混输泵并实现连续输油,实验“泵到泵”油气混熟工艺。因该油田气油比大和油井间隙出油,由于受到供液不平稳、原油中杂质较高,泵本身采用高速运转等影响,导致进泵排量波动大,且气体压缩热量大,造成螺杆及泵腔的磨损,机械密封损坏频繁,维护频繁,年发生维护费用高。部分站点长期以来因油气混输泵不能正常运行出现了单泵输油的现象,影响到现场正常生产,制约了伴生气资源的回收。
1.2.3前期天然气压缩机维护工作量大2001年-2012年先后在7个井组试验了两种压缩机,但是由于空气压缩机出口压力等级较低当遇到井组回压较高时将不能有效的回收套管气,且后期维护工作量大、运行费用高昂,没有推广使用。
1.2.4季节性影响季节影响伴生气稳定供给。上游井组站点因冬季加热炉燃料用气,供给下游的气量减少,而夏季停炉后,供给下游气量增多,致使下游伴生气利用相关设施无法平稳运行。且冬季气温低,部分油井定压放气阀存在冻堵现象,套管气外排,伴生气不能很好回收,难以保证给下游站点平稳提供气量。
1.3伴生气回收利用状况
池46区块传统工艺回收的伴生气主要利用方式主要包括4个途径:加热炉燃料、轻烃回收、燃气发电及生活用气。通过以上工艺可回收利用伴生气量3.80× 104m3/d,相对于测试生产出的伴生气量8.5×104m3/d,有效利用率仅为44.7%,其中轻烃回收用气2.0×104m3/d,燃气发电湿气用量0.60×104m3/d,加热炉用气1.3× 104m3/d。
2 改进后回收工艺应用情况及效果评价
针对池46区块伴生气回收工艺存在的问题,在充分考虑现有流程的基础上,遵循方便操作、保障现场安全生产运行的原则,在池46区块先后引进了同步回转油气混输装置、套管气增压装置等工艺,探索伴生气回收新工艺。
2.1运用新工艺情况
2.1.1同步回转油气混输工艺同步回转压缩机将套管气和来油经过滤、计量后以任意比混合增压之后进入集油干线输至下游联合站,实现井组至联合站“一级布站”模式。
2012年先后在池46区块30个井组安装了33台同步回转油气混输装置,2013-2014年设备经过了部分改良,设备运行状况较实验初期有了较大改观。设备平均运行时率为89.85%,运转时间最长的已有1 134天,连续运转最长时间的为576 d。目前累计回收套管气153.7×104m3。
2.1.2套管气增压回收工艺2011年开始,陆续在池46区块姚A等井组安装了3台套管气增压装置,2013年在姚A等4个井组安装了4台套管气增压装置,目前区块内共计运行7台套管气增压装置。该装置通过抽油机游梁的上下往复运动,带动装置运行,将套管气收集、增压,回收至集油管线。该套管气增压装置可有效回收井组套管气,适应于井组回压低于1.6 MPa、井组套管气较少的井组。目前已累计回收套管气15.9× 104m3,平均每天回收套管气178 m3。
2.1.3站点增加天然气压缩机系统2014年上半年针对区块2座站点伴生气量大,浪费严重的情况,通过调研,在油十接转站及池141增压站各安装一台气体压缩机,并充分利用站点原备用及部分停用注水管线改为输气管线,完善了回收工艺流程。系统保持正压0.15 MPa~0.2 MPa,实现伴生气的全密闭回收。目前日均回收气量2 000 m3,累计回收套管气30×104m3。
2.1.4干气发电技术通过同步回转油气混输装置、套管气增压装置收到的套管气及伴生气,经过轻烃厂的收集处理,转化为干气,除去油二联及油二联轻烃厂自用干气外,其余干气将用于发电。目前4台400 kW发电机平均每天可发电1.2×104度;每年节约电费280.32万元。
2.2效果评价
回收的套管气输至下游轻烃厂进行加工处理,生产的干性天然气除一部分用于油田集输油系统和气加工装置的自耗外,其余可以作为能源商品外销,多余的天然气用于燃气发电。
2.2.1降低了井口回压井组安装同步回转油气混输装置后,油井回压平均降低0.3 MPa~0.6 MPa,有利于油井生产。同步回转压缩机具有吸入压力自动平衡的特点,在运转时其吸入压力的大小会根据压缩机吸入容积的大小以及吸入气量的多少,自动平衡在某一个值上。而现场实际运行中,其吸入压力根据每个井组的情况基本保持在0.3 MPa~0.6 MPa,均使得每个井组的井口回压较投运前下降0.3 MPa~0.5 MPa,有效降低了井组的井口回压。
2.2.2实现了油气的密闭集输通过以上措施,对伴生气收集,对油气的进行混合密闭增压外输。伴生气全程密闭回收达到了零排放,消除了井组的火炬,实现了节能减排和环保生产。
2.2.3提高原油外输温度井组安装的同步回转油气混输装置具有高压缩比的特性,在回收套管气后,对其进行压缩,压缩气体产生的热量将会被液体带走,从而提高了原油的外输温度。经现场测试,平均提高原油温度3℃~5℃。
2.2.4有效回收套管气,轻烃产量大幅上升随着池46区块伴生气回收新工艺装置的安装投运,油二联轻烃厂原料气量增加1.6×104m3/d,烃油产量日增加5 t以上,以4 000元/吨计算,年经济效益达730万元。
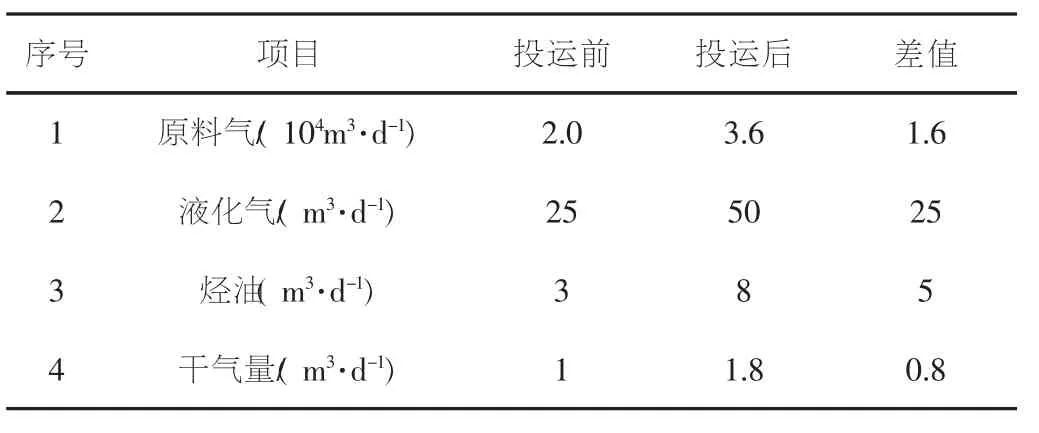
表1 油二联轻烃厂运行数据对比表
2.2.5实现了干气发电油二联轻烃厂剩余干气通过该区块姚08-26井组建设的燃气发电站(4台400 kW发电机)燃烧发电。2014年该井组发电合计420.57万度,按工业用电每度0.645元的结算标准,共计节约费用271.27万元。充分利用剩余干气发电,实现较好的经济效益。
通过对改进后回收工艺应用情况的分析可知,池46区块伴生气回收量从3.8×104m3/d提升至5.40× 104m3/d,增加伴生气回收量1.6×104m3/d,伴生气回收利用率从44.7%提高至63.5%,使得油二联轻烃厂烃油产量日增加5 t以上,年经济效益达730万元;剩余干气通过该区块的燃气发电机燃烧发电,年可节约电费费用271.27万元;伴生气年经济收益可达1 000万元。通过以上措施,实现了经济效益与社会效益的双丰收,为创建节约型企业迈出坚实的一步。
3 结论
通过对池46区块伴生气回收工艺的改进,不仅实现了伴生气的有效回收,同时也为其他同类型油气田的地面系统提供了可供借鉴的开发建设模式。
(1)实现了套管气的有效回收。应用新工艺回收套管气工艺有效提升了井组套管气的回收率,也有效的提高了油田的经济效益。
(2)实现了油气密闭集输,增大集输半径。采取同步回转压缩机回收大井场套管气,实现了油气密闭输送。
(3)保护环境,减少安全隐患,实现了较好的社会效益。大部分油田井场套管气采用放空燃烧,此举严重污染了环境,使温室效应更加严重,对井组伴生气进行回收,在一定程度上减少了资源的浪费,减轻了套管气放空对环境的污染,减少了安全隐患。
[1]李秀锦,唐鑫.靖安油田井口套管气回收技术应用研究[J].石油天然气学报,2005,27(4)∶513-514.
[2]曾亚勤,王林平,魏立军,等.长庆油田伴生气生产特征分析[J].石油天然气学报,2009,31(5)∶116-119.
[3]何毅,王春辉,郭刚,等.长庆油田油气集输与处理系统节能降耗研究[J].石油规划设计,2012,23(1)∶48-50.
10.3969/j.issn.1673-5285.2015.05.016
TE686
A
1673-5285(2015)05-0069-03
2015-03-01
钟萍(1988-),助理工程师,2010年毕业于西南石油大学油气储运专业,现为长庆油田采油三厂油房庄作业区技术室工程技术员。