深孔加工中再生型颤振的分析和仿真*
2015-11-02邱泉水苗鸿宾沈兴全
邱泉水,苗鸿宾,沈兴全
(中北大学a.机械与动力工程学院;b.山西省深孔加工工程技术研究中心,太原 030051)
深孔加工中再生型颤振的分析和仿真*
邱泉水a,b,苗鸿宾a,b,沈兴全a,b
(中北大学a.机械与动力工程学院;b.山西省深孔加工工程技术研究中心,太原 030051)
文章对深孔切削加工中出现的再生型颤振进行了分析,通过建立其动力学模型,得到了其不发生颤振的极限切削宽度。通过MATLAB/Simulink来对颤振系统在不同的切削宽度下的振动情况进行仿真。仿真结果表明,当切削宽度小于极限切削宽度时,系统处于稳定切削状态。当切削宽度大于极限切削宽度时,系统处于颤振切削状态。当切削宽度等于极限切削宽度时,系统处于稳定与颤振的临界切削状态。仿真结果与理论分析基本吻合,对于今后颤振的预测和抑制研究具有一定的参考意义。
深孔加工;再生型颤振;MATLAB/Simulink;仿真
0 引言
1 再生型颤振的产生机理
深孔加工是在封闭的条件下进行的高难加工工序,其中深孔加工颤振问题就是一个难题。深孔加工中,刀具振动的振幅在一定范围内时,切削的厚度不均匀,有利于切屑从厚度较小的部位实现断屑,这对于深孔加工是有利的。如果振幅过大将会影响刀具的正常切削,加剧刀具的磨损,严重时会破坏刀具与机床[1]。因此,对于颤振的研究成为深孔加工中不可忽视的重要部分。颤振通常是在金属切削过程中刀具与工件之间发生的剧烈自激振动,其中再生型颤振被认为是最主要的自激振动机理。因此,要预测和消除颤振就必须研究其产生的机理与特性[2-3]。本文基于MATLAB/ Simulink对再生型颤振进行了分析和仿真,仿真结果对于实际加工具有很好的指导作用。
再生型颤振是一种由于振动位移延时反馈所导致的动态失稳现象。在切削过程中,当工件转过一周后,刀具会在上次切削中造成的振纹表面上重复切削,由于前、后两次的切削振纹存在相位差,因此切削厚度将会发生波动,进而造成切削力发生波动,如果波动过大就会导致再生型颤振[4-5]。
2 再生型颤振的动力学模型分析
根据以往的实验结果分析,在深孔钻削加工中,颤振振幅的方向和刀具纵轴方向一致。如图1所示为单自由度切削加工的动力学模型,此时为正交切削方式,如果切削系统是平稳的,切削厚度会始终保持s0不变。但是当系统受到外界干扰而发生振动时,切削过程就会偏离平衡状态,甚至会出现再生型颤振[6]。
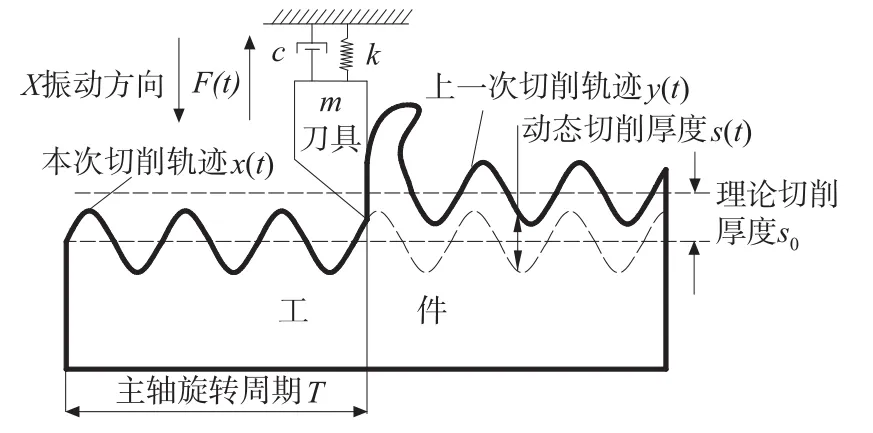
图1 再生颤振的动力学模型
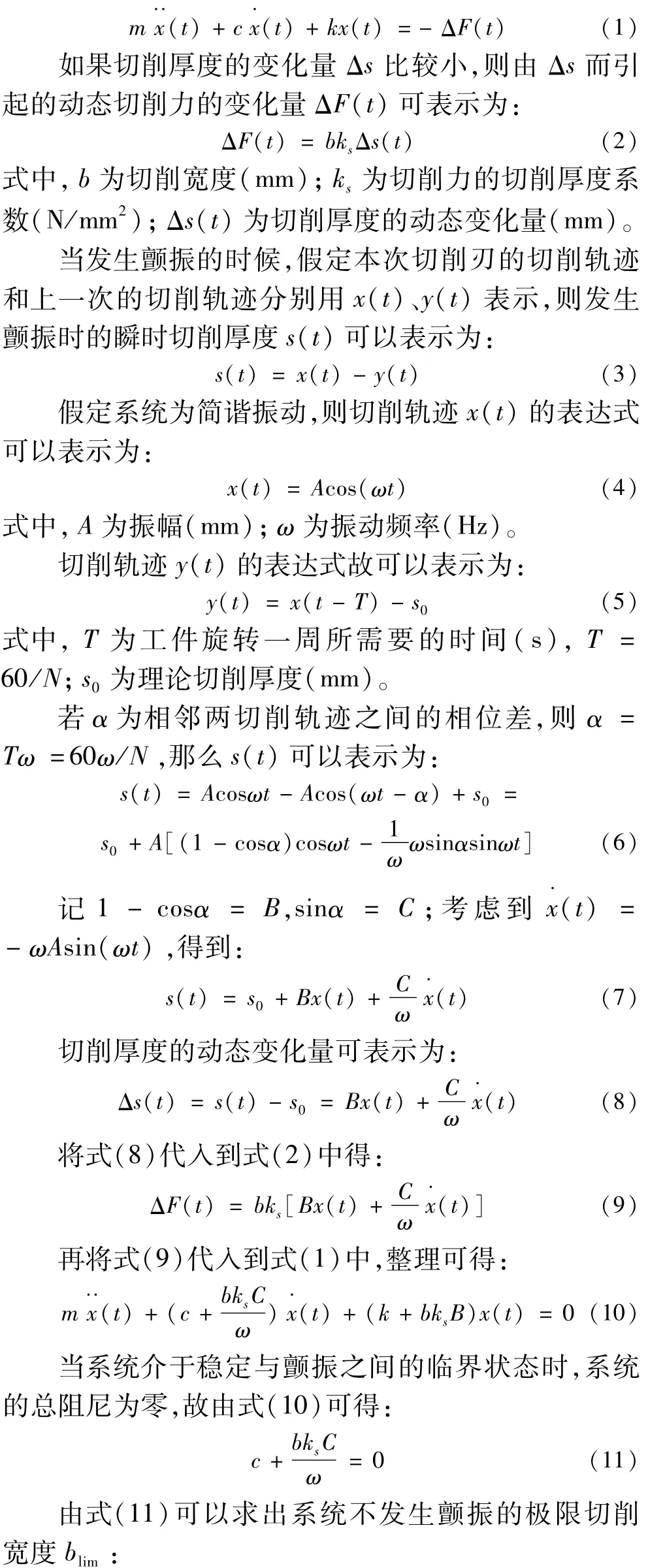
假定刀具与工件之间的振动为x(t),刀具所受到的动态切削力为F(t),根据图1所示,其运动方程为:

3 不同切削宽度下的切削振动时域仿真分析
通过MATLAB/Simulink来对颤振系统在不同切削宽度下的振动情况进行仿真。为了方便搭建系统的仿真模块图,切削系统的运动方程还可以表示为:

如图2所示,在MATLAB/Simulink中搭建式(15)的仿真模块图。其他参数设定如表1所示。通过表1中的主轴转速可以计算出工件转过一周所需的时间T=0.087s。当切削宽度取4mm、5.25mm、6mm时的振动仿真时域图分别如图3、图4、图5所示。


表1 探讨切削宽度对切削稳定性影响的模拟条件
从图3能够看出,系统的振动幅值逐渐减小且趋于平稳状态,说明系统受到外界因素的干扰时,能够在很短的时间内消除干扰,此时系统处于稳定切削状态。从图4能够看出,系统受到外界因素干扰时,系统的振动近似为等幅振动,此时系统处于稳定与颤振的临界切削状态。此时的切削宽度接近极限切削宽度。从图5能够看出,系统受到外界因素的干扰时,系统的振动幅值将会逐渐趋于无穷大,说明此时系统处于颤振切削状态。由于在实际加工中还存在一些非线性因素的影响,所以颤振振幅并不会无限增大下去[10]。

图2 再生颤振仿真框图

图3 b=4mm时的切削振动时域仿真图

图4 b=5.25mm时的切削振动时域仿真图

图5 b=6mm时的切削振动时域仿真图
4 结束语
(1)本文从再生型颤振的产生机理出发,通过建立切削系统的动力学模型,分析了切削过程中的再生效应。从理论分析中得到了机床在某一转速下不发生颤振的极限切削宽度blim。当b小于blim时系统处于稳定切削状态,当b等于blim时系统处于稳定与颤振的临界切削状态,当b大于blim时系统处于颤振切削状态。
(2)通过MATLAB/Simulink来对颤振系统在不同切削宽度下的振动情况进行仿真,分别得到了切削宽度小于blim,等于blim,大于blim时的颤振时域仿真图。仿真结果与理论分析基本吻合,从而验证了理论分析的正确性,对于颤振的预测、监测研究具有一定的参考意义。
[1]盖同锡.深孔加工中振动的产生原因和消除方法[J].科技创新导报,2014(11):48-49.
[2]黄强,张根保,张新玉,等.对再生型切削颤振模型的试验分析[J].振动工程学报,2008,21(6):547-552.
[3]李耀明,段晓奎.液膜阻尼应用于深孔钻削颤振控制的理论研究[J].组合机床与自动化加工技术,2014(4):57-59.
[4]丛春晓,刘恒,吕凯波,等.细长轴切削颤振的稳定性分析和实验研究[J].振动与冲击,2012,31(5):73-76.
[5]王峻.现代深孔加工技术[M].哈尔滨:哈尔滨工业大学出版社,2005.
[6]王海龙.机床颤振分析及抑制方法研究[D].哈尔滨:哈尔滨工程大学,2013.
[7]袁忠于.深孔钻削加工的振动分析及仿真[D].兰州理工大学,2005.
[8]SEma,EMarui.Theoretical Analysis on Chatter Vibration in Drilling and Its Suppression[J].Journal of Materials Processing Technology,2003,138:572-578.
[9]SEma,H Fujii,E Marui.Chatter Vibration in Drilling[J]. Journal of Engineering for Industry,1988,110:309-314.
[10]阳辉,黄筱调,方成刚.数控再生型切削颤振系统的分析及仿真[J].机床与液压,2009,37(1):35-36.
(编辑 赵蓉)
The Analysis and Simulation of Regenerative Chatter in Deep Hole M achining
QIU Quan-shuia,b,MIAO Hong-bina,b,SHEN Xing-quana,b
(a.School of Mechanical and Power Engineering;b.Shanxi Province Deep Hole Machining Center,North University of China,Taiyuan 030051,China)
This article has carried on the analysis to the regenerative chatter occurs in deep holemachining,and get the lim ited cutting w idth of the non occurrence of flutter through the establishment of the dynam ic model.This article has simulated the chatter vibration system under different cutting w idth by MATLAB/ Simulink.The simulation results show thatwhen the cutting w idth is less than the lim it of cutting w idth,cutting system is in steady state.When the cutting w idth is greater than the lim it of cutting w idth,the system is in the state of chatter.When the cutting w idth is equal to the limitof cutting width,the system is in the state between stability and flutter.The simulation results accord w ith theoretical analysis,and it has certain
ignificance for the chattermonitor and suppression in the future.
deep holemachining;regenerative chatter;MATLAB/Simulink;simulation
TH113.1;TG65
A
1001-2265(2015)08-0090-03 DOI:10.13462/j.cnki.mmtamt.2015.08.023
2014-10-28;
2014-11-21
国家自然科学基金项目(51175482);山西省国际合作项目(2012081030)
邱泉水(1990-),男,山东德州人,中北大学硕士研究生,研究方向为深孔加工技术,(E-mail)378631968@qq.com。
