Additive Manufacturing of Ceramic Structures by Laser Engineered Net Shaping
2015-11-01NIUFangyongWUDongjiangMAGuangyiandZHANGBi
NIU Fangyong, WU Dongjiang,*, MA Guangyi, and ZHANG Bi,
1 Key Laboratory for Precision and Non-traditional Machining Technology of Ministry of Education,Dalian University of Technology, Dalian 116024, China2 Department of Mechanical Engineering, University of Connecticut, USA
Additive Manufacturing of Ceramic Structures by Laser Engineered Net Shaping
NIU Fangyong1, WU Dongjiang1,*, MA Guangyi1, and ZHANG Bi1,2
1 Key Laboratory for Precision and Non-traditional Machining Technology of Ministry of Education,Dalian University of Technology, Dalian 116024, China
2 Department of Mechanical Engineering, University of Connecticut, USA
Ceramic is an important material with outstanding physical properties whereas impurities and porosities generated by traditional manufacturing methods limits its further industrial applications. In order to solve this problem, direct fabrication of Al2O3ceramic structures is conducted by laser engineered net shaping system and pure ceramic powders. Grain refinement strengthening method by doping ZrO2and dispersion strengthening method by doping SiC are proposed to suppress cracks in fabricating Al2O3structure. Phase compositions, microstructures as well as mechanical properties of fabricated specimens are then analyzed. The results show that the proposed two methods are effective in suppressing cracks and structures of single-bead wall, arc and cylinder ring are successfully deposited. Stable phase of α-Al2O3and t-ZrO2are obtained in the fabricated specimens. Micro-hardness higher than 1700 HV are also achieved for both Al2O3and Al2O3/ZrO2, which are resulted from fine directional crystals generated by the melting-solidification process. Results presented indicate that additive manufacturing is a very attractive technique for the production of high-performance ceramic structures in a single step.
lasers, net shaping, alumina, ceramics, additive manufacturing
1 Introduction*
Ceramic is an important inorganic non-metal material which has been widely utilized in many areas, such as mechanical, ocean, electrical and information engineering as well as the biomedical engineering due to its outstanding mechanical, physical and chemical properties[1-4]. Traditional methods for fabricating ceramic components usually consist of many processing steps(as shown in Fig. 1(a))[4]. Only simple structures could be shaped by the traditional methods and defects like low-purity, porosity along with the poor efficiency are hard to solve because many binders or sintering agent are usually used in the process which need removing and long-time solid state sintering.
In order to solve the limitations of traditional fabricating methods for ceramic components, two additive manufacturing methods, the direct and indirect methods,were developed for this area and have been successfully demonstrated for their advantages. The indirect method, as shown in Fig. 1(b), uses many additive manufacturing methods in the shaping steps by which complex structures could be obtained(as shown in Fig. 2)[5-9]. TANG, et al[5],developed a slurry-based selective laser sintering method to built rigid green block from alumina powder coated with water-insoluble polyvinyl alcohol. Alumina ceramic part with an average flexural strength of 363.5 MPa and a relative density of 98% was obtained after binder removing and sintering. ALLAHVERDI, et al[6], developed the fused deposition of ceramics based on FDM technology. A variaty of advanced green ceramic components were fabricated rapidly in a layer-by-layer fashion. LIU, et al[7],obtained a ceramic part with interconnected reticular porous by using the method of selective laser gelling(SLG). Freeze-form extrusion fabrication(FEF) is another indirect method for ceramics. This environmentally friendly process uses highly loaded aqueous ceramic paste with a small quantity of organic binder to fabricated ceramic green part at a temperature below the freezing point[8]. Generally,complex ceramic 3D structures can be achieved by indirect methods mentioned above, but binder removing and sintering steps are also needed because raw materials used in these indirect methods are usually mixed by ceramic powders and massive organic or inorganic binders as traditional methods. Consequently, limitations of lowpurity and poor efficiency still exist because processing steps after shaping are the same as the traditional methods.
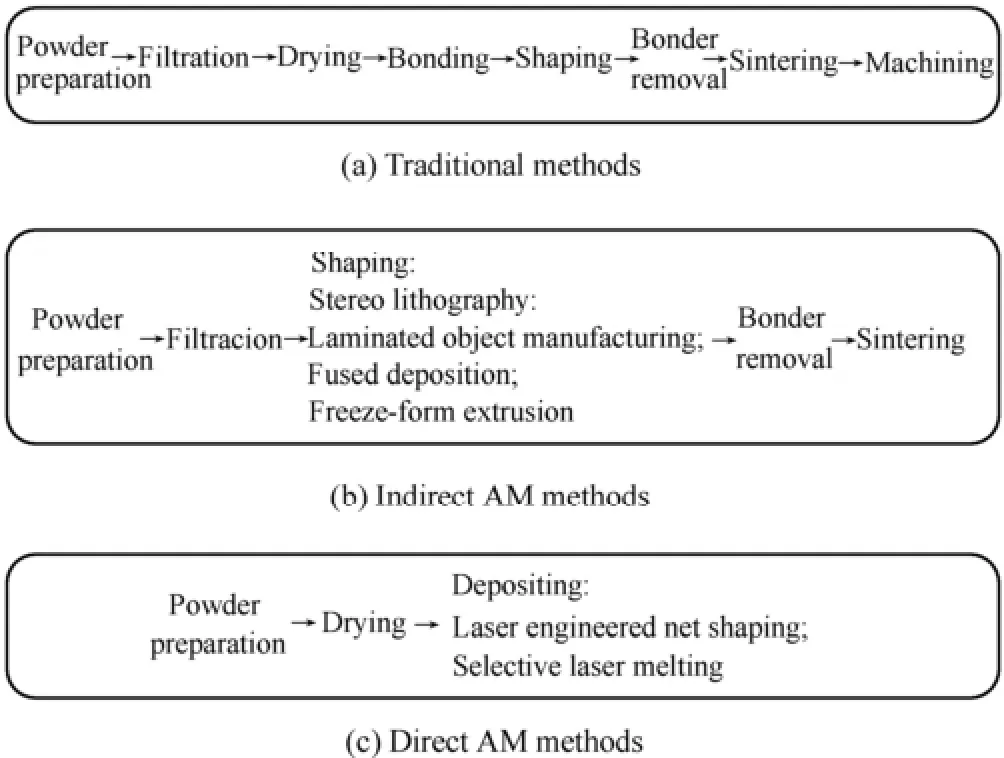
Fig. 1. Ceramic fabricating methods
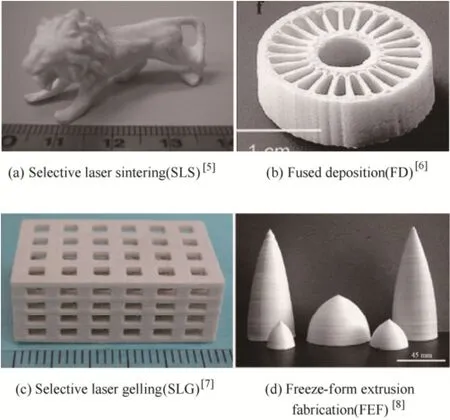
Fig. 2. Ceramic structures fabricated by indirect AM methods
On the other hand, by the direct method, as shown in Fig. 1(c), pure ceramic powders can be melted directly by a high energy source without filtration or bonding and then the melt pool solidifies and deposits layer by layer to form certain structure. Due to the melting-solidification processes, fully densified ceramic structures with good performances could be produced more easily and rapidly. Because of the need for a high energy source, few direct processing methods have been developed. Laser engineered net shaping(LENS) and selective laser melting(SLM) are the only two methods which have been reported for direct fabricating ceramic structures in the last decade[10-17]. WILKES, et al[10-11], manufactured ceramic structures from ZrO2/Al2O3powders with an SLM system and obtained crack-free specimens with flexural strength higher than 500 MPa. BALLA, et al[12-13], used an LENS system to fabricate dense and net-shaped structures of Al2O3and obtained cylindrical, cubic and gear-shaped structures which showed microstructural anisotropy with hardness of 1550 HV. BERTRAND, et al[14-15], applied SLM to manufacture net shaped parts from pure yttria-zirconia powders and demonstrated possibility of processing pure ceramic powders by SLM without doping. JUSTE, et al[16],added colloidal graphite within the alumina ceramic granules to increase the optical coupling between the laser beam and alumina during SLM. Large components with complex shapes and relative densities up to 90% were manufactured. LIU, et al[17], demonstrated the possibility of melting YSZ ceramic powder with IR fibre laser and obtained cubic samples with 88% relative density. The micro-hardness of fabricated cubic could reach 1209±262 HV.
Although the direct AM methods perform well in properties and fabrication efficiency, there are also some technical challenges, such as shrinkage cavity or cracks control in the laser-aided processes due to the hard and brittle nature of ceramic material as well as large thermal gradients generated during laser radiation. Preheating was proposed by Wilkes and has been proven to be an effective method for suppressing cracks generated by the SLM process[10-11]. However, this method provided a limited preheating area and poor surface quality. Because the direct AM methods of ceramic structures have been developed in a relatively short time and only a few kinds of ceramics have been studied, they need to be further developed for industrial applications.
This paper applies LENS system to directly fabricate single-bead wall structures from pure Al2O3powders firstly. Cracks characteristic, phase composition, microstructure as well as micro-hardness of the fabricated Al2O3structures are then analyzed by XRD, SEM and Vickers respectively. Based on the analysis of Al2O3deposition, two cracks suppressing methods, grain refinement strengthening and dispersion strengthening are proposed. Mixed powders of ZrO2/Al2O3and SiC/Al2O3are then deposited respectively to verify the proposed methods for suppressing cracks.
2 Experimental Methods
The AM experiments were conducted using a LENS system as shown in Fig. 3. The system mainly includes a 1000 W continuous-wave Nd:YAG laser, a 3-container powder feeder with a coaxial nozzle, and a 3-axial NC machine. Pure argon is used to send ceramic powders to the coaxial nozzle and also used as a shielding gas for separating the fabricated part from atmosphere. The fabricated parts were deposited on a Ti-6Al-4V substrate of 6 mm thickness because of their good compatibility and the high laser absorptivity of the Ti-6Al-4V. For an efficient use of the sent powders, the nozzle was set on a certain position away from the substrate so as to make the focus powder stream accordance with the substrate surface.
Pure Al2O3, ZrO2and SiC ceramic powders of particle sizes in the range of 42-90 μm were used for all the direct fabricating experiments after drying at 100 ℃ for 4 h to eliminate moisture. The three ceramic powders were loaded into the respective different containers of the powder feeder.Flow rate of the powders was independently controlled. Fabrication of pure Al2O3ceramic single-bead wall structure of 15 mm length was conducted for fundamental research. During the deposition experiment, the coupled nozzle and laser assembly moved back and forth in the x-y plane to perform ceramic deposition. After each layer depositing, the substrate together with the already deposited layers moved away from the nozzle by one layer thickness along the z direction so as to maintain a constant focus position for depositing the next layer. The process was then repeated to finish the single-bead wall(as shown in Fig. 4(a)). Afterward, two phase ceramics Al2O3/ZrO2and Al2O3/SiC with different mixing ratios were then fabricated by the same deposition mode to verify their effects on suppressing cracks.
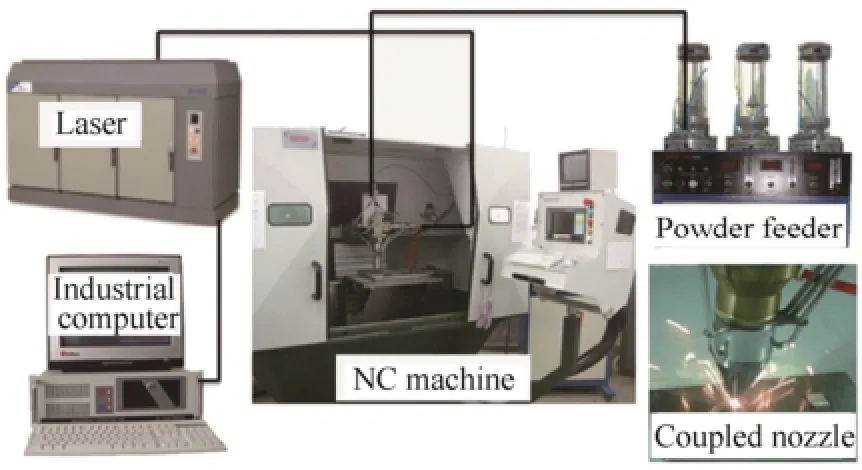
Fig. 3. LENS system
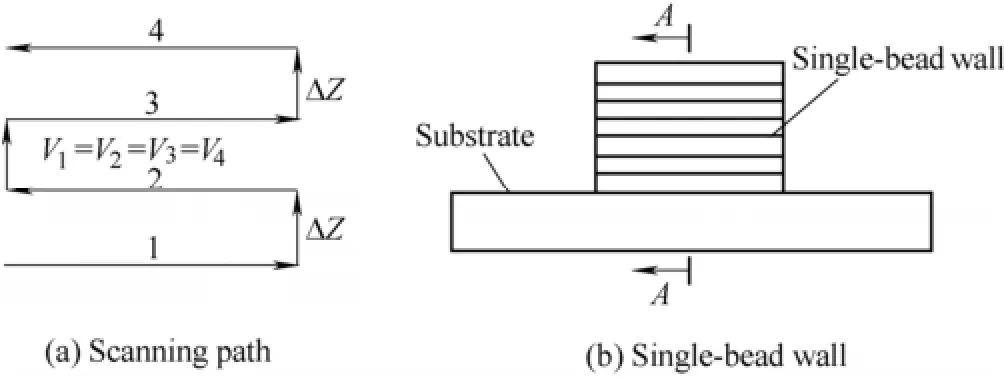
Fig. 4. Process of LENS and schematic of fabricated specimen
The fabricated ceramic parts were cut from the longitudinal cross-section A-A, as shown in Fig. 4(b), and then prepared by coating a thin Au to observe the microstructure in a SEM. For the Al2O3/ZrO2and Al2O3/YAG ceramic parts, their cross-sections were polished by a diamond disk and abrasive papers before being coated with Au. Phase compositions were analyzed by XRD and EDS. Vickers micro hardness measurements were made on the polished samples using a 1000 g load for 15 seconds, and an average value of 10 measurements on each sample was reported.
3 Results and Discussion
Fig. 5(a) shows a 50-layer single-bead wall structure of pure Al2O3. Vertical cracks along the deposition direction can be observed both at the two sides and middle of the wall, while there is no horizontal crack generating. Systematic experiments indicate that it is very hard to fabricate single-bead wall structure without cracks under the existing processing conditions. This may result from the intrinsic brittleness of Al2O3ceramic and the extreme thermal gradients generated during the meltingsolidification process[18]. Fig. 5(b) shows the microstructure characteristics of the Al2O3wall structure. The fabricated ceramic part is comprised of dense directional columnar crystals along the deposition direction with an intergranular space of about 10-15 μm. This directional crystal growth feature arises from directional heat dissipation through the colder metal substrate[19]. It is easy for cracks to propagate along the crystal boundaries in the deposition direction, whereas it may be much harder to propagate along the scanning direction because more energy is needed for crack propagation through a crystal. Consequently, it is more preferable for a crack to form and propagate in the deposition direction than in the other directions. For the above reasons, vertical cracks are preferably generated.
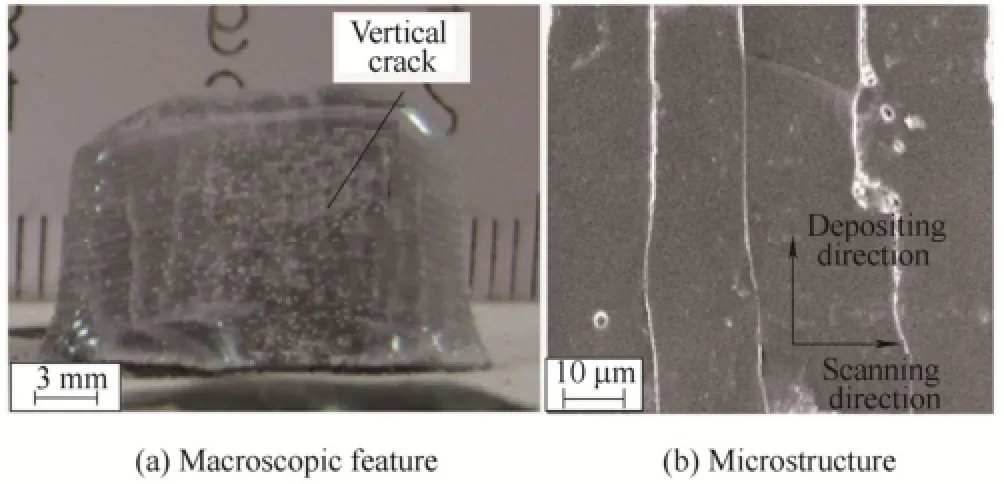
Fig. 5. Single-bead wall structure of Al2O3
From the XRD result in Fig. 6, it can be seen that the composition of the fabricated Al2O3ceramic part is the stable phase α-Al2O3, which means solid-state phase transformation from γ- Al2O3to α-Al2O3has not happened for the material during solidification like the traditional fabricating methods.
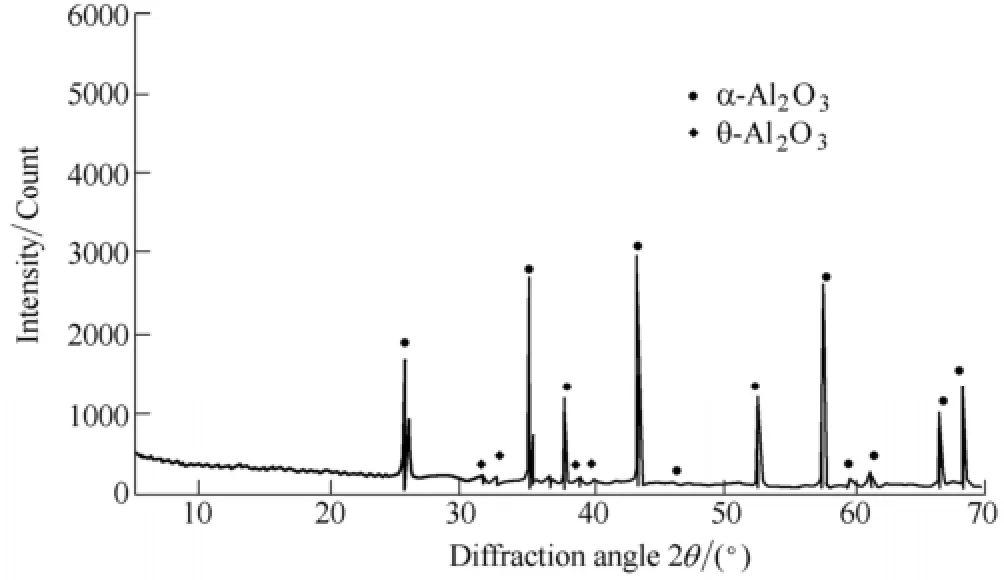
Fig. 6. XRD results of Al2O3ceramic
The deposited Al2O3parts show high average microhardness 1800 HV, while traditional Al2O3ceramic is only 1600 Hv. The high result essentially rest with the corundum structure of α-Al2O3and its ionic(63%) and covalent(37%)bonding energies[20]. Compared with traditional solid phase sintering method, the melting- solidification process ofLENS in this study usually generates denser microstructure(as shown in Fig. 5(b)), which results in higher micro-hardness.
In order to suppress cracks generated during the fabrication process, different ratios of ZrO2was doped into the Al2O3powders for deposition. 40 wt.%, 58 wt.%(eutectic ratio) and 70 wt.% ZrO2were mixed with Al2O3powders and deposited respectively. Experiments results show that crack free single-bead wall parts can be successfully deposited by all the three mixed ZrO2/Al2O3(Fig. 7 (a)).
Typical microstructure of the fabricated part is shown in Fig. 7(b), from which we can see that nano-sized eutectics is formed due to the melting-solidification process of material with eutectic ratio[21]. The microstructure is comprised of a light phase and a dark phase. According to the EDS and XRD results, the light phase can be identified as tetragonal ZrO2(t-ZrO2) and the dark phase is α-Al2O3which both are stable phase at normal atmospheric or high temperature(as shown in Fig. 8)[21]. The lamellar microstructure is the main body of the Al2O3-ZrO2(Y2O3) eutectic ceramic, and accordingly a decisive aspect in determining the mechanical properties of the fabricated specimens. Around the colony are coarse granular microstructure formed by light disordered t-ZrO2embedding in the dark Al2O3matrix. In this study, the eutectic spacing is about 100 nm(seen as Fig. 8(b)), which is finer than other same eutectics prepared by Bridgman[22], LFZ[23-25], EFG[26]and μ-PD[27-28]. This finer eutectic spacing may be a result of the high thermal gradient near the molten pool. On the other hand, conduction through the substrate is the dominated heat release mode, which result in the lamellar microstructure grows along the deposition direction.
On the other hand, Hypoeutectic and hypereutectic microstructure are formed respectively by depositing of 40 wt.% ZrO2/60 wt.%Al2O3and 70 wt.% ZrO2/30 wt.%Al2O3. Little contraction cavities can be observed in them from Figs. 7(c) and (d)[29].
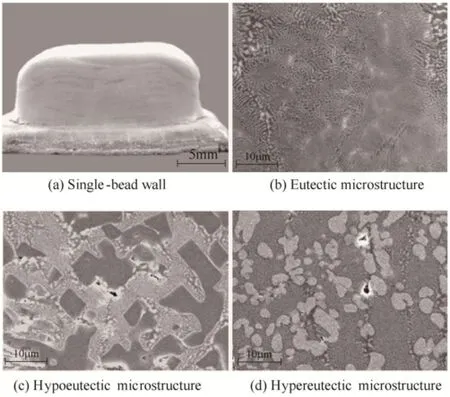
Fig. 7. Specimen and microstructure of fabricated ZrO2/Al2O3
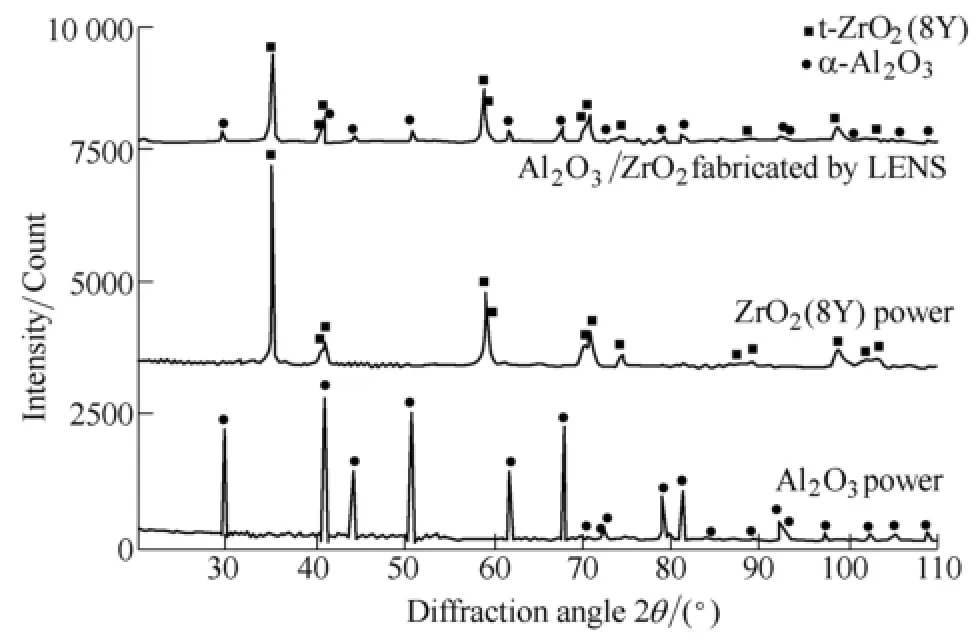
Fig. 8. XRD results of Al2O3-ZrO2(Y2O3) eutectic ceramic[23]
Similar to fabricated Al2O3, the deposited eutectic ZrO2/Al2O3ceramic also appears higher average micro-hardness(1715 HV) than the same ceramic fabricated by traditional solid phase sintering method(1200-1460 HV). The increment may be resulted from the finer microstructure formed by direct melting-solidification process of LENS[29].
Doping of ZrO2into the Al2O3powders is proved as an effective method for refining microstructure and suppressing cracks during the LENS. Geometries of arc and cylinder ring without any cracks were successfully fabricated as shown in Fig. 9.
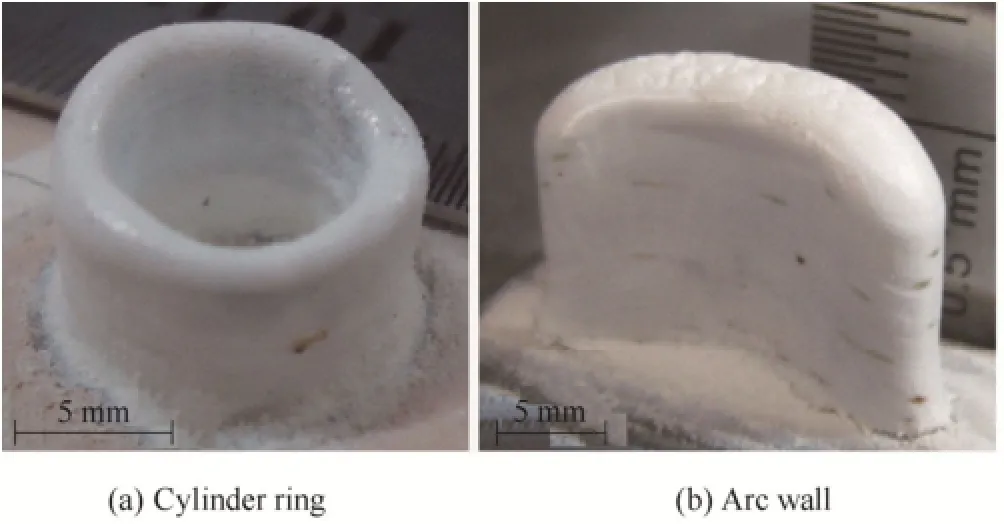
Fig. 9. Al2O3-ZrO2(Y2O3) eutectic ceramic structures fabricated by LENS
Another method for suppressing cracks during LENS of ceramic structures is dispersion strengthening. In this study,dystectic SiC particles were doped into Al2O3powders for depositing experiments. Through systematic optimization of process parameters, deposition by the mixed ratio of 10 wt.% SiC/90 wt. % Al2O3shows fewer cracks than other mixed ratios[30]. Fig. 10(a) is a semicircular ring without any visible cracks deposited by 10 wt.% SiC/90 wt. % Al2O3.
From microstructure of the fabricated SiC/Al2O3structures, it can be seen that the SiC particles are not melt totally, but dispersed in the Al2O3matrix. This is because the melting point of SiC (3000 ℃) is obviously higher than that of Al2O3(2050 ℃), which allows the laser beam to melt Al2O3only. On the other hand, the atomic binding strength of SiC is also higher than Al2O3. Therefore, when a propagating crack encounters the SiC particles, morepropagation energy will be consumed, and consequently the cracks will change direction or be restrained, as shown in Figs. 10(b), (c) and (d)[30].
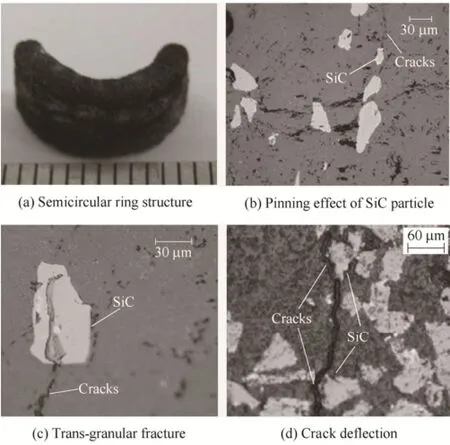
Fig. 10. Specimen and microstructure of fabricated SiC/Al2O3
4 Conclusions
(1) Direct AM of Al2O3by LENS is demonstrated as an effective method for fabricating high-performance ceramic structures, but cracks are hard to solve under the routine deposition conditions due to intrinsic brittleness of Al2O3ceramic and the extreme thermal gradients generated during the melting-solidification process.
(2) Grain refinement strengthening method by doping ZrO2and dispersion strengthening method by doping SiC are verified by fabricating single-bead wall structure and proved as effective crack suppressing methods in direct AM ceramic.
(3) Crack-free geometries of arc, cylinder ring as well as semicircular ring are successfully achieved. The fabricated specimens all show dense microstructures and according high micro-hardness.
(4) XRD results indicate that the deposited ceramics are all composed of stable phases.
[1] LIU Hanlian, SHI Qiang, HUANG Chuanzhen, et al. In-situ fabricated TiB2particle-whisker synergistically toughened Ti(C,N)-based ceramic cutting tool material[J]. Chinese Journal of Mechanical Engineering, 2015, 28(2): 338-342.
[2] HUANG Chuanzhen, LIU Hanlian, WANG Jun, et al. Multi-scale and multi-phase nanocomposite ceramic tools and cutting performance[J]. Chinese Journal of Mechanical Engineering, 2007,20(5): 5-7.
[3] YU Juntao, JIAO Zongxia, WU shuai. Design and simulation study on new servo valve direct driven by piezoelectric actuator using hydraulic amplification[J]. Journal of Mechanical Engineering[J],2013, 49(2): 151-158. (in Chinese)
[4] GUAN Changbin. Introduction to ceramic materials[M]. Harbin: Harbin Engineering University Press, 2005. (in Chinese)
[5] TANG H H, CHIU M L, YEN H C. Slurry-based selective laser sintering of polymer-coated ceramic powders to fabricate high strength alumina parts[J]. Journal of the European Ceramic Society,2011, 31(8): 1383-1388.
[6] ALLAHVERDI M, DANFORTH S C, JAFARI M, et al. Processing of advanced electroceramic components by fused deposition technique[J]. Journal of the European Ceramic Society, 2001,21(10): 1485-1490.
[7] LIU F H, LIAO Y S. Fabrication of inner complex ceramic parts by selective laser gelling[J]. Journal of the European Ceramic Society,2010, 30(16): 3283-3289.
[8] HUANG T S, MASON M S, ZHAO X Y, et al. Aqueous-based freeze-form extrusion fabrication of alumina components[J]. Rapid Prototyping Journal, 2009, 15(2): 88-95.
[9] DAS A, MADRAS G, DASGUPTA N, et al. Binder removal studies in ceramic thick shapes made by laminated object manufacturing[J]. Journal of the European Ceramic Society, 2003,23(7): 1013-1017.
[10] WILKES J, HAGEDORN Y C, MEINERS W, et al. Additive manufacturing of ZrO2-Al2O3ceramic components by selective laser melting[J]. Rapid Prototyping Journal, 2013, 19(1): 51-57.
[11] HAGEDORN Y C, WILKES J, MEINERS W, et al. Net shaped high performance oxide ceramic parts by selective laser melting[J]. Physics Procedia, 2010, 5: 587-594.
[12] BERNARD S A, BALLA V K, BOSE S, et al. Direct laser processing of bulk lead zirconate titanate ceramics[J]. Materials Science and Engineering: B, 2010, 172(1): 85-88.
[13] BALLA V K, BOSE S, BANDYOPADHYAY A. Processing of bulk alumina ceramics using laser engineered net shaping[J]. International Journal of Applied Ceramic Technology, 2008, 5(3): 234-242.
[14] BERTRAND P, BAYLE F, COMBE C, et al. Ceramic components manufacturing by selective laser sintering[J]. Applied Surface Science, 2007, 254(4): 989-992.
[15] SHISHKOVSKY I, YADROITSEV I, BERTRAND P, et al. Alumina-zirconium ceramics synthesis by selective laser sintering/ melting[J]. Applied Surface Science, 2007, 254(4): 966- 970.
[16] JUSTE E, PETIT F, LARDOT V, et al. Shaping of ceramic parts by selective laser melting of powder bed[J]. Journal of Materials Research, 2014, 29(17): 2086-2094.
[17] LIU Q, SONG B, LIAO H. Microstructure study on selective laser melting yttria stabilized zirconia ceramic with near IR fiber laser[J]. Rapid Prototyping Journal, 2014, 20(5): 346-354.
[18] GRIFFITH M L, SCHLIENGER M E, HARWELL L D, et al. Understanding thermal behavior in the LENS process[J]. Materials & Design, 1999, 20(2): 107-113.
[19] GÄUMANN M, HENRY S, CLETON F, et al. Epitaxial laser metal forming: analysis of microstructure formation[J]. Materials Science and Engineering: A, 1999, 271(1): 232-241.
[20] CHEN Wei. Study on the microstructure evolution of α-Al2O3 in the formation process and it's controlling[D]. Changsha: Central South University, 2010. (in Chinese)
[21] NIU Fangyong, WU Dongjiang, MA Guangyi, et al. Nano-sized microstructure of Al2O3-ZrO2(Y2O3) eutectics fabricated by laser engineered net shaping[J]. Scripta Materialia, 2015, 95: 39-41.
[22] SCHMID F, VIECHNICKI D. Oriented eutectic microstructures in the system Al2O3/ZrO2[J]. Journal of Materials Science, 1970, 5(6): 470-473.
[23] PARDO J A, MERINO R I, ORERA V M, et al. Piezospectroscopic study of residual stresses in Al2O3-ZrO2directionally solidified eutectics[J]. Journal of the American Ceramic Society, 2000, 83(11): 2745-2752.
[24] ORERA V M, MERINO R I, PARDO J A, et al. Microstructure and physical properties of some oxide eutectic composites processed bydirectional solidification[J]. Acta Materialia, 2000, 48(18): 4683-4689.
[25] ORERA V M, PENA J I, OLIETE P B, et al. Growth of eutectic ceramic structures by directional solidification methods[J]. Journal of Crystal Growth, 2012, 360: 99-104.
[26] ČIČKA R, TRNOVCOVÁ V, STAROSTIN M Y. Electrical properties of alumina-zirconia eutectic composites[J]. Solid State Ionics, 2002, 148(3): 425-429.
[27] LEE J H, YOSHIKAWA A, KAIDEN H, et al. Microstructure of Y2O3doped Al2O3/ZrO2eutectic fibers grown by the micro-pullingdown method[J]. Journal of Crystal Growth, 2001, 231(1): 179-185.
[28] LEE J H, YOSHIKAWA A, DURBIN S D, et al. Microstructure of Al2O3/ZrO2eutectic fibers grown by the micro-pulling down method[J]. Journal of Crystal Growth, 2001, 222(4): 791-796.
[29] ZHANG Yaolei. Technology foundation of laser engineered net shaping of Al2O3-ZrO2(Y2O3) eutectic ceramic[D]. Dalian: Dalian University of Technology, 2014. (in Chinese)
[30] WU Dongjiang, YANG Ce, WU Nan, et al. Effect of SiC particles on crack susceptivity in laser direct forming Al2O3ceramic[J]. Optics and Precision Engineering, 2012, 20(7): 1551-1558. (in Chinese)
Biographical notes
NIU Fangyong, born in 1984, is currently a PhD candidate at Key Laboratory for Precision and Non-traditional Machining Technology of Ministry of Education, Dalian University of Technology, China. He received his master degree from Dalian University of Technology, China, in 2009. His research interest is laser-aided additive manufacture.
Tel: +86-411-84707625; E-mail: 116611912@qq.com
WU Dongjiang, born in 1964, is currently an professor at Dalian University of Technology, China. His research interests include laser-aided additive manufacture, laser welding and femtosecond laser processing.
Tel: +86-411-84707625; E-mail: djwudut@dlut.edu.cn
MA Guangyi, born in 1982, is currently a postdoctoral researcher at Key Laboratory for Precision and Non-traditional Machining Technology of Ministry of Education, Dalian University of Technology. His research interests include laser-aided additive manufacture and laser welding.
Tel: +86-411-84707625; E-mail: gyma@dlut.edu.cn
ZHANG Bi, born in 1957, is currently a professor at Dalian University of Technology, China. His research interests include precision machining and additive manufacturing.
Tel: +86-411-84707356; E-mail: 15140572053@qq.com
10.3901/CJME.2015.0608.078, available online at www.springerlink.com; www.cjmenet.com; www.cjme.com.cn
* Corresponding author. E-mail: djwudut@dlut.edu.cn
Supported by National Natural Science Foundation of China(Grant Nos. 51175061, 51402037), Science Fund for Creative Research Groups(Grant No. 51321004), National Basic Research Program of China(973 Program,Grant No. 2015CB057305), and China Postdoctoral Science Foundation Funded Project(Grant No. 2014M551072)
© Chinese Mechanical Engineering Society and Springer-Verlag Berlin Heidelberg 2015
January 28, 2015; revised June 4, 2015; accepted June 8, 2015
杂志排行
Chinese Journal of Mechanical Engineering的其它文章
- Influence of Alignment Errors on Contact Pressure during Straight Bevel Gear Meshing Process
- Shared and Service-oriented CNC Machining System for Intelligent Manufacturing Process
- Material Removal Model Considering Influence of Curvature Radius in Bonnet Polishing Convex Surface
- Kinematics Analysis and Optimization of the Fast Shearing-extrusion Joining Mechanism for Solid-state Metal
- Springback Prediction and Optimization of Variable Stretch Force Trajectory in Three-dimensional Stretch Bending Process
- Effect of Surface Topography on Stress Concentration Factor