Material Removal Model Considering Influence of Curvature Radius in Bonnet Polishing Convex Surface
2015-11-01SONGJianfengandYAOYingxue
SONG Jianfeng* and YAO Yingxue
1 College of Mechanical Engineering, Yanshan University, Qinhuangdao 066004, China2 Digital Manufacturing Laboratory of Mechatronicas Engineering College, Harbin Institute Technology,Harbin 150001, China
Material Removal Model Considering Influence of Curvature Radius in Bonnet Polishing Convex Surface
SONG Jianfeng1,2,* and YAO Yingxue2
1 College of Mechanical Engineering, Yanshan University, Qinhuangdao 066004, China
2 Digital Manufacturing Laboratory of Mechatronicas Engineering College, Harbin Institute Technology,Harbin 150001, China
The bonnet tool polishing is a novel, advanced and ultra-precise polishing process, by which the freeform surface can be polished. However, during the past few years, not only the key technology of calculating the dwell time and controlling the surface form in the bonnet polishing has been little reported so far, but also little attention has been paid to research the material removal function of the convex surface based on the geometry model considering the influence of the curvature radius. Firstly in this paper, for realizing the control of the freeform surface automatically by the bonnet polishing, on the basis of the simplified geometric model of convex surface,the calculation expression of the polishing contact spot on the convex surface considering the influence of the curvature radius is deduced, and the calculation model of the pressure distribution considering the influence of the curvature radius on the convex surface is derived by the coordinate transformation. Then the velocity distribution model is built in the bonnet polishing the convex surface. On the basis of the above research and the semi-experimental modified Preston equation obtained from the combination method of experimental and theoretical derivation, the material removal model of the convex surface considering the influence of the curvature radius in the bonnet polishing is established. Finally, the validity of the model through the simulation method has been validated. This research presents an effective prediction model and the calculation method of material removal for convex surface in bonnet polishing and prepares for the bonnet polishing the free surface numerically and automatically.
bonnet polishing, convex surface, material removal model, curvature radius
1 Introduction*
The bonnet tool polishing was a novel ultra precise polishing method and can be used for machining freeform surfaces with high accuracy and good surface roughness[1-2]. The Zeeko Ltd and University College London in the United Kingdom jointly researched the bonnet polishing machines IRP200 in 2000[3-4], which can make the surface roughness up to 3 nm (Ra) by the precession polishing[5]. In subsequent research, the surface shape accuracy can be made up to 80 nm (P-V) for aspheric parts[6]. JACOBS[7]from University of Rochester in United States in 2004 presented the viewpoint that the bonnet polishing was one of six international innovations in optical finishing. All above papers show that the bonnet polishing is an effective ultra precision polishing method.
In addition, KIM, et al[8-9], in Korea researched the Algorithm simulation on the surface control by the bonnet polishing technology. BEAUCAMP, et al[10], in Japan not only used the computer numerical control precession bonnet polishing technology to the corrective finishing of photomask substrates for EUV lithography but also polished the tungsten carbide moulds including any aspheric and freeform shape by 7-axis CNC precession polishing machine and demonstrated the ability of correcting surface form in bonnet polishing[11]. However,the key technology for realizing the free surface automatic control in the bonnet polishing such as the technology of calculating dwell time and controlling surface form has not been reported so far.
In China, the research of the bonnet polishing technology has just been started. At present, PAN, et al[12-13], in Xiamen University built the bonnet polishing experimental platform and studied the precession control technology for large diameter aspheric; WANG, et al[14], in Xiamen University not only presented one self-adaptive iterative algorithm to calculate the dwell time when polishing large optics but also investigated three kinds models of static tool influence function (sTIF) based FEA[15], and WANG, et al[16], further investigated the optimization parameters for bonnet polishing based on the minimum residual error method. The team of Professor JI in Zhejiang University of Technology has researched the mould technology for freeform surface using the bonnet polishing till now[17-21]. Harbin Institute Technology built the experimental prototype machine in 2004 and had started to engage the development of the bonnet polishing parallel machine and to develop CNC system of the parallel machine in recent years[22-23].
However, little attention has been paid to research the material removal function based on the geometry model for curved workpieces considering the influence of the curvature radius. For realizing the freeform surface automatic control, the above-mentioned research was developed in this paper.
Firstly, in this paper, for the convex surface, the pressure distribution regular expression and the relative velocity distribution regular expression that are related to the curvature radius of the curved workpiece has been deduced, then the semi-experimental material removal model considering the curvature radius of the workpiece has been built, finally the validity of the model through the experimental method and the simulation method has been validated.
2 Pressure Distribution Considering Influence of Curvature Radius in Bonnet Polishing Convex Surface
Most of the earlier models were at the macro-scale, and were based on the Preston's law[24], the integrate Material Removal Rate can be expressed by the following equation:
whered/dhtis the material removal rate, P is the applied pressure, Vis the relative velocity between the workpiece and the polishing tool,pKis Preston coefficient.
In the bonnet polishing, the bonnet is in compression, the polishing spot will be generated. Hence the polishing pressure on the polishing spot mainly originates from the bonnet decrement; the polishing tool itself rotational speed is more quickly than that of the workpiece, the relative velocity between the polishing tool and the workpiece mainly originates from the bonnet rotational speed. So the bonnet decrement and the relative velocity are two main ingredients influencing on the material removal rate.
In addition, the workpiece surface which can be polished by the bonnet polishing are diversiform, includes: the flat surface, the convex surface, the concave surface, even aspheric surface and freeform surface. So the curvature radius of the workpiece is the additional ingredient influencing on the material removal rate. As the material removal model is investigated, the curvature radius of the curved workpiece need to be taken into account.
2.1 Theoretical expression derivation of pressure distribution
The pressure applied in the contact region is caused by the elastic deformation of the bonnet itself and the initial inner pressure of the puffed bonnet. The puffed bonnet can be considered as the linear elastic system and can be expressed by the spring model. Under the different pressure,the elastic coefficient of the bonnet k is different. The bonnet inner pressure increases with the increasing of the external pressure[23]. With the inner pressure increasing, the elastic coefficient k increases, it can lead to the increasing of the load on the contact region.
So, the force F exerted on the workpiece can be calculated as

where K is the coefficient of elasticity (N/mm); H is the bonnet decrement of the arbitrary point in the polishing contact area (mm).
According to Hertz contact theory[25], the average pressure in contact area can be expressed by

where a is the length of major semi-axis in the elliptical contact zone (mm);bis the length of minor semi-axis in the elliptical contact zone (mm).
The bonnet and the workpiece are all sphere and space axial symmetric geometry. The geometric model of the bonnet polishing convex spherical workpiece can be simplified as Fig. 1.
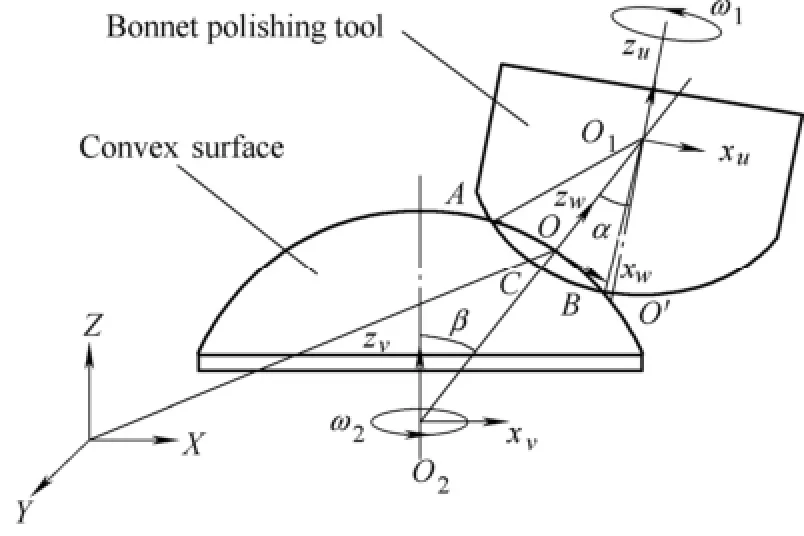
Fig. 1. Geometric model of the bonnet polishing the convex surface
As shown in Fig. 1, the point1Ois the spherical center of the bonnet,2Ois the spherical center of the workpiece, O is the center of the polishing contact region, O′ is the zero point of line speed on the external surface of the bonnet,αis the included angle between the rotation axis of the bonnet and the normal of the center point on the contact region (precession angle), βis the included angle between the rotation axis of the workpiece and the normal line of the center point on the contact region. In Fig. 1, supposing XYZ is the integral coordinate system in the geometrical model,and xuyuzu, xvyvzvand xwywzware the local coordinate system. Among these coordinate system, the original point of xuyuzucoordinate is located the sphere center point O1of the bonnet, the original piont of xvyvzvcoordinate is located the sphere center point O2of the workpiece, the original point of xwywzwcoordinate is located the center O of the contact region with the ellipse shape. The meaning of symbols in Fig. 1 is shown in Table 1.
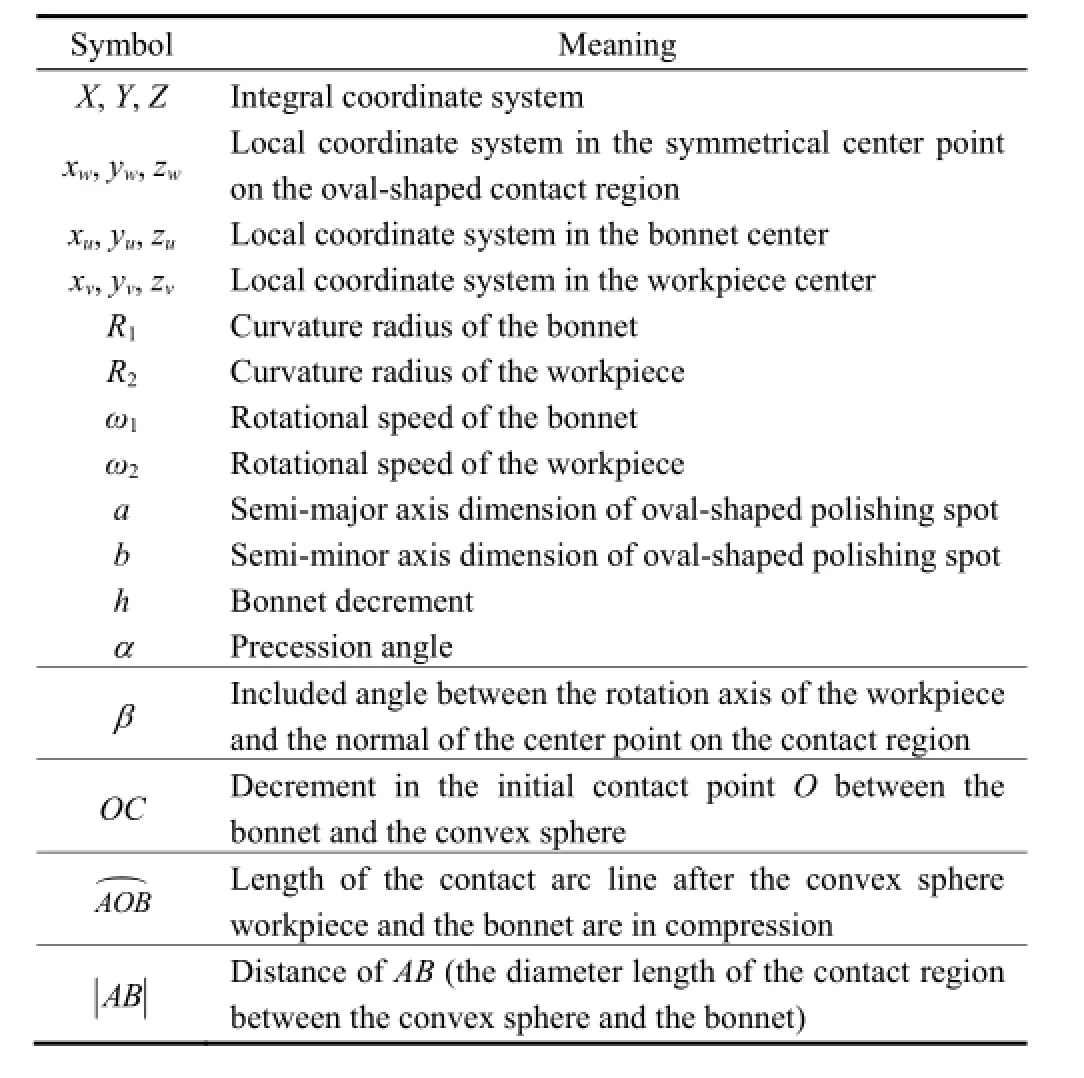
Table 1. Symbol meaning
As the workpiece is static (20ω=), the pressure distribution expression can be deduced in the bonnet polishing.
Firstly during the coordinate system xuyuzuand the coordinate system xwywzw, the coordinate transformation will be implemented, Eqs. (4) and (5) will be obtained:
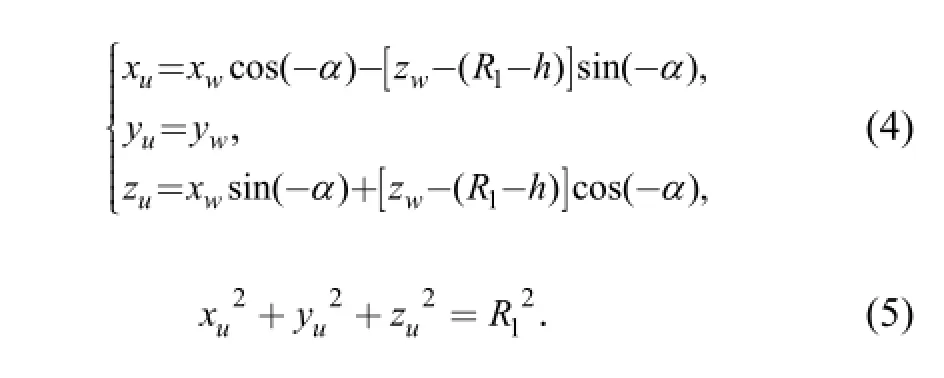
Substituting Eq. (4) into Eq. (5), and Eq. (6) can be obtained:

For the local coordinate system xvyvzvand xwywzw:
Substituting Eq. (7) into Eq. (8), and Eq. (9) can be obtained after simplifying:

The simplified simultaneous Eq. (10) from Eqs. (6) and (9)can be expressed as follows:

The solution is

Substituting Eq. (11) for Eq. (10):
According to Eq. (12), the polishing contact spot can be regarded as the round between the spherical bonnet and the workpiece.
Eq. (6) is solved to obtain the two value of zw,respectively the symbol zw11and the symbol zw12will be shown:
Eq. (9) is solved, and the solution can be used the symbol zw21and the symbol zw22to show respectively:
According to the coordinate direction of the local coordinate system xwywzw, the solution zwis

Because

According to Eq. (2), the pressure applied by the bonnet can be expressed by the following expression:

Then
According to Eqs. (16) and (17), when polishing the convex surface, the pressure of the arbitrary point on the polishing spot can be expressed as the following expression:
Because the polishing spot can be seen as the round,the average pressure can be expressed by the following expression:

The average pressure distribution can be obtained as follows:
Asxw=0,yw=0,the maximum average pressure expression on the center point in the polishing spot is

From Eq. (21), the maximum average on the center point of the workpiece can be obtained. According to the Preston equationdh/dt=KpPV, the material removal rate can be expressed by the maximum depth per unit time. If the influence of the other factors on the material removal will not be considered, the maximum depth on the center point can be considered as the depth of the material removal. So, by comparing the pressure of the workpiece with the different curvature radius on the center point, the influence of the curvature radius on the material removal can be estimated.
2.2 Material removal considering the influence of the curvature radius in the bonnet polishing convex surface
2.2.1 Polishing pressure of the convex surface with different curvature radius
Fig. 2 is Local geometric model scheme of bonnet polishing convex optical workpieces with different curvature radius.
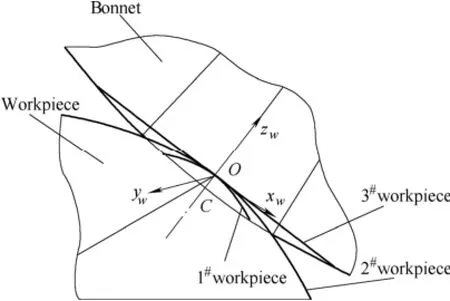
Fig. 2. Convex surface with different curvature radius
Supposing the curvature radius of the 1#is1r, the curvature radius of the 2#is2r, the curvature radius of the 3#is3r, and1r<2r<3r. Supposing the initial decrement OCis the same when the bonnet polished the workpiece by the fixed-point polishing. According to Eq. (12), the size order of contact spot is as the following: 1#< 2#< 3#.
According to Eq. (20) of the maximum convex pressure,it can be known that the size order of the maximum pressure with the different curvature radius on the same contact point is as the following: 3#<2#<1#.
2.2.2 Influencing of the different curvature radius
on the material removal rate
The conclusion of the material removal rate can be done as the following: 1#> 2#> 3#. The material removal rate with the smaller curvature radius on the convex workpiece is larger than that of the material removal rate with the larger curvature radius on the convex workpiece.
3 Influence of the Bonnet Rotational Speed on Material Removal in the Bonnet Polishing Convex Surface
If the workpiece is static (20ω=), the relative velocity between the bonnet and the workpiece is the line velocity at the contact point, Fig. 3 is the velocity distribution sketch of bonnet polishing convex surface.
According to Fig. 1 and from the foregoing discussion,the bonnet decrement h is very tiny compared with the bonnet curvature radius O1C. So the pointOand the point O′ can be considered as the same flat, the connection line OO′ is perpendicular to the line12OO. The symbolθis the angle between GO and OO′ (the axiswxdirection).
For the center point O on the polishing zone, its velocity is

So, the velocity vector G of any point on the contact zone can be considered as the plane duringxandycoordinate system
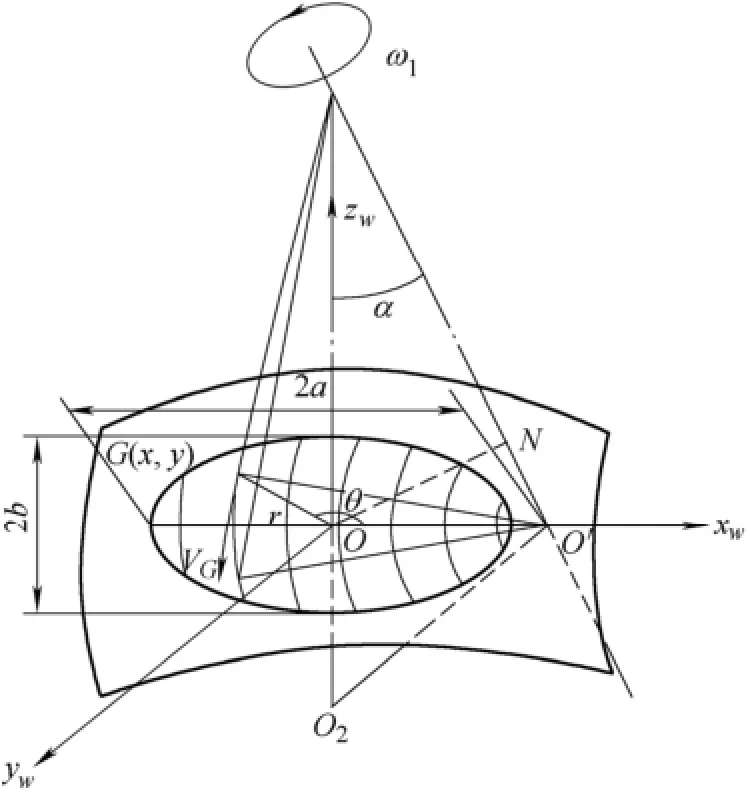
Fig. 3. Velocity distribution in the bonnet polishing convex surface
Duringxandycoordinate system, for any point G( x, y), supposingOG=r,OO′=(R1-h)tanα,the velocity expression of point G is
4 Material Removal Model Considering Influence on Curvature Radius in Bonnet Polishing Convex Surface
The following conclusion can be done from the results by the author[26]: for the spherical workpieces with smaller curvature radius, the material removal rate is not proportional to the bonnet decrement. And from the above discussion in this paper, the polishing pressure on the polishing spot mainly originates from the bonnet decrement. For building the material removal model more accurately,the material removal model on the basis of the Preston equation needs to be modified according to the experimental results.
Firstly, the linear relation expression between the material removal rate and the speed on the basis of the Preston equation and the index expression between the material removal rate and the pressure is built. Secondly,the Preston coefficient and the pressure index on the basis of the experimental results is determined. Finally the material removal model is simulated in order to determine whether the simulation results are in accordance with the actual polishing or not.
According to the foregoing analysis, the material removal model of the convex suface is

where m is the pressure index.
Substituting Eq. (20) of the pressure distribution and substituting Eq. (25) of the velocity distribution into Eq.(27), the material removal model of the convex surface can be obtained as the following:
From Eq. (28), the parameters such as the bonnet curvature radius, the workpiece curvature radius, the bonnet decrement and the precession angle are considered. As x=0,y=0, where the material removal depth H0is the center point O:
According to Eq. (29), the center removal depth0H can be obtained from the experiments, Preston coefficientpk can be solved as the following:
5 Material Removal Model Verification of Convex Surface
The bonnet “precession” polishing usually is completedby the discrete mode composed of the fixed polishing with four points in the declining manner. So the material removal in the “precession” polishing consists of the superposition of the four points polishing. Firstly the material removal model is researched and then the undermined coefficient in the model is determined. The experimental conditions of the material removal model are shown in the Table 2.
Table 2. Experimental condition
In the polishing experiments, the convex spherical workpiece with the sand optical glass surface is used, and the abrasive material is the cerium oxide polishing powder. After polishing, the Taylor Hobson was used to measure the material removal depth.
5.1 Material removal model initialization
Under the condition Table 2, along the radial direction of the circular polishing area, the material removal depth curve was measured as Fig. 4 and the maximum removal depth is 106.7 µm.
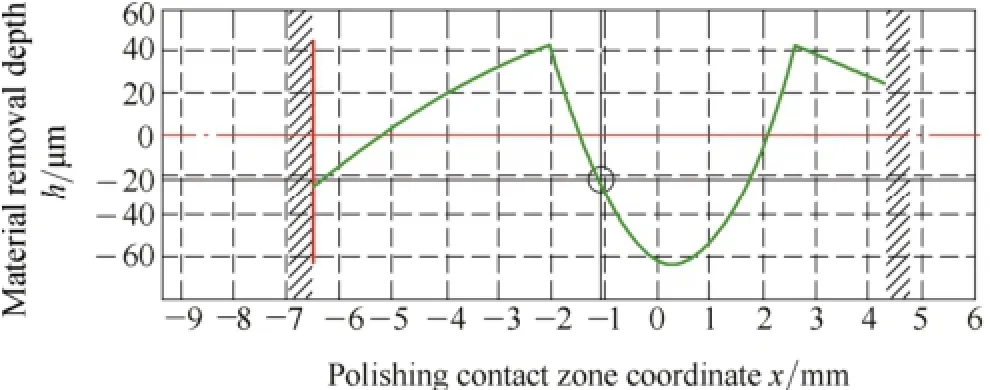
Fig. 4. Material removal depth of optical convex surface
During the material removal model derivation process,according to Eq. (28), the two coefficients are undetermined, one is Preston coefficient kp,the coefficient kpis related to the other process conditions except the polishing velocity and the pressure; the other is polishing pressure index m. The two coefficients all can be obtained through the experiment data. In Eq. (30), the value of the parametersR1is set to 40 mm and the bonnet elastic coefficient K after being taken test is equal to 9.3 N/mm. The following conclusion can be done from the results by the author[26]: for the convex surface with the larger curvature radius, the material removal and the bonnet decrement can be regarded as the linear approximately. So the pressure index m is set to 1. According to Eq. (30), kpcalculation result is 1.53×10-13m2/N.
5.2 Material removal model validation
After Preston coefficientpkand the polishing pressure index m were solved, the material removal process can be simulated for the convex surface, the bonnet rotational speed n is set from 700 r/min to 400 r/min, and the fixed polishing experiments were done on the convex surface with the same curvature radius.
The bonnet polishing process is simulated by the MATLAB software, and the measured results are compared with the simulated results, the compared results are shown in Fig. 5.
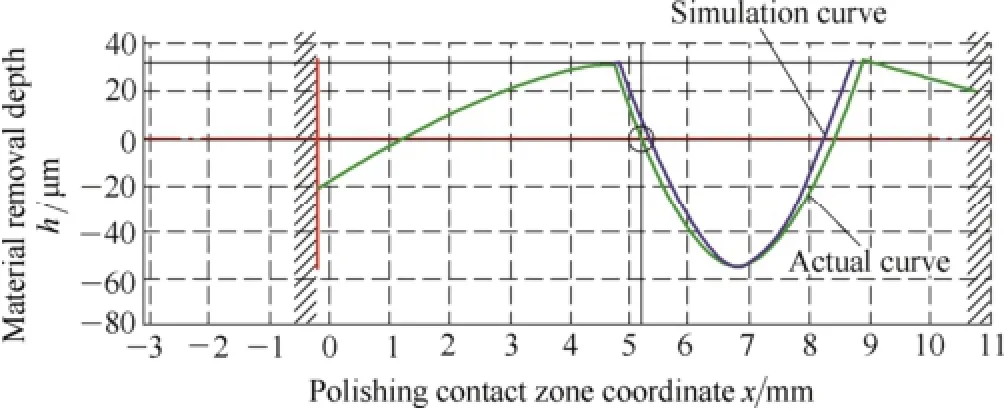
Fig. 5. Comparison between the simulation curve and the measured curve
From Fig. 5, it can be seen that the simulation curve reflects the actual material removal process. And the depth of the material removal on the simulation curve and the actual curve fits, but the size of the simulation polishing spot is smaller than that of the actual size. Because as m andpk were being solved, the bonnet rotational speed is set to 700 r/min from 400 r/min, the actual polishing spot size changes smaller.
5.3 Material removal model verification of the convex surface with smaller curvature radius
The experimental conditions of the material removal model with the smaller curvature radius are shown in the Table 3.
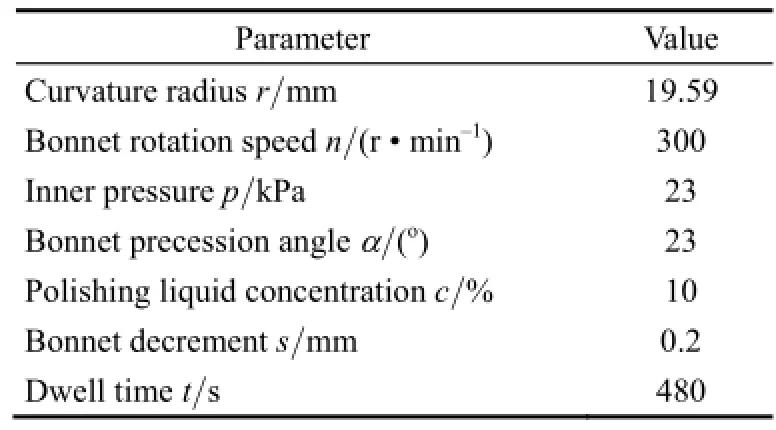
Table 3. Experimental condition
Under the condition Table 3, along the radial direction of the circle polishing spot, the material removal depth measured is about 109 µm. Firstly, according to the research, the polishing pressure index m is determined. The figure after fitting is shown as Fig. 6. From Fig. 6,according to the curve figure after fitting, the equation m=2/5can be obtained. According to Eq. (29), the coefficient of Preston equation kp=7.12×10-13is calculated, the bonnet rotational speed is set from 300r/min to 800 r/min.
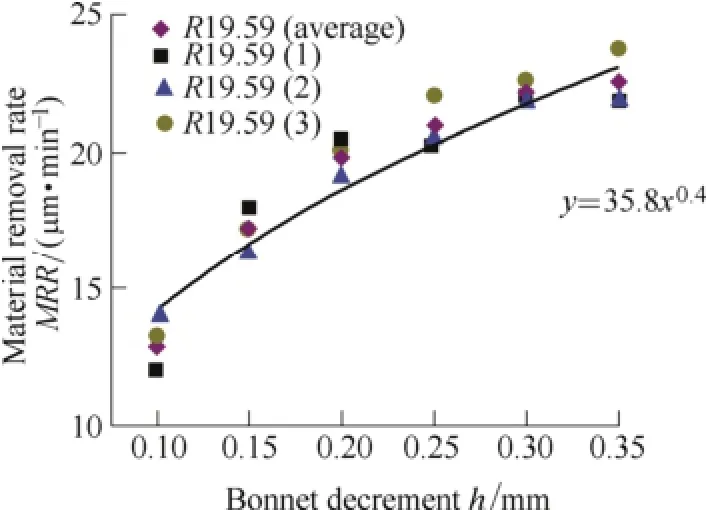
Fig. 6. Determination pressure factor in bonnet polishing
The fixed polishing experiments are done on the convex surface with the same curvature radius, and at the same time the other parameters remain unchanged, the results from these experiments are compared, the compared figure is shown as Fig. 7.
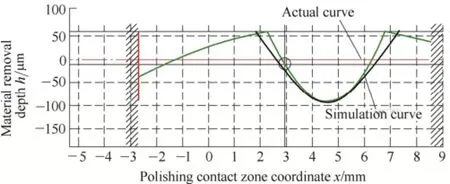
Fig. 7. Comparison between simulated curve and measured curve
From Fig. 7, it can be seen that the depth of material removal between the simulated curve and the measured curve fits, the simulation reflects the actual material removal process.
6 Conclusions
The prediction of the material removal can help to realize the automatic control. The research on the material removal model is the basis of the material removal mechanical automation. For the convex surface, the paper has been presented four innovations.
(1) The calculation expression of the polishing contact spot on the convex surface considering the curvature radius has been deduced;
(2) The calculation expression of the pressure distribution which relates with the bonnet curvature radius and the workpiece curvature radius has been deduced;
(3) The calculation expression of the velocity on the convex surface has been deduced;
(4) By the combination method of the theoretical expression derivation and the experimental verification, the semi-empirical material removal model has been built and the material removal model correctness has been verified.
[1] WALKER D D, BEAUCAMP A T H, BINGHAM R G, et al. Precessions process for efficient production of aspheric optics for large telescope and their instrumentation[J]. Proc. SPIE, 2003, 4842: 73-84.
[2] WALKER D D, BEAUCAMP A T H, BROOKS D, et al. Novel CNC polishing process for control of form and texture on aspheric surfaces[J]. Proc. SPIE, 2002, 4767: 99-106.
[3] WALKER D D, BEAUCAMP A T H, BROOKS D, et al. New results from the precession polishing process scaled to larger sizes[J]. Proc. SPIE, 2004, 5494: 71-81.
[4] WALKER D D, KIM S W, BINGHAM R G, et al. Computer-controlled polishing of moderate-sized general aspherics for instrumentation[J]. Proc. SPIE, 1998, 3355: 947-954.
[5] BINGHAM R G, WALKER D D, KIM D H, et al. Novel automated process for aspheric surfaces[J]. Proc. SPIE, 2004, 4093: 445-450.
[6] WALKER D D, BEAUCAMP A T H, BINGHAM R G, et al. Precessions asheric polishing: new results from the development program[J]. Proceeding of SPIE-The International Society for Optical Engineering, 2003, 5180: 15-28.
[7] JACOBS S D. International innovations in optical finishing[J]. Proceedings of The Society of Photo-Opitcal Instrumentation Engineerings (SPIE), 2004, 5523: 264-272.
[8] KIM D W, KIM S W. Novel simulation technique for efficient fabrication of 2-m class hexagonal segments for extremely large telescope primary mirrors[J]. Proc. SPIE, 2005, 5638: 48-59.
[9] KIM D W, KIM S W. Static tool influence function for fabrication simulation of hexagonal mirror segments for extremely large telescopes[J]. Optics Express, 2005, 13: 910-917.
[10] BEAUCAMP A, NAMBA Y, CHARLTON P. Corrective finishing of extreme ultraviolet photomask blanks by precessed bonnet polishier[J]. Applied Optics, 2014, 53(14): 3075-3080.
[11] BEAUCAMP A, NAMBA Y, INASAKI I, et al. Finishing of optical moulds to λ/20 by automated corrective polishing[J]. CRIP Annal-Manufacturing Technology, 2011(60): 375-378.
[12] PAN Ri, WANG Zhenzhong, WANG Chunjin, et al. Research on the precession motion control technology for free surface optical elements in bonnet polishing[J]. Journal of Mechanical Engineering,2013, 49(3): 186-193. (in Chinese)
[13] PAN Ri, YANG Wei, WANG Zhenzhong, et al. The controllable bonnet polishing system for large diameter aspheric optical elements in bonnet polishing[J]. Laser and Particle Beams, 2012,24(6): 1344-1348.
[14] WANG Chunjin, YANG Wei, WANG Zhenzhong, et al. Dwell-time algorithm for polishing large optics[J]. Applied Optics, 2014, 53(21): 4752-4760.
[15] WANG C, WANG Z, YANG X, et al. Modeling of the static tool influence function of bonnet polishing based on FEA[J]. International Journal of Advanced Manufacturing Technology, 2014,74(1-4): 341-349.
[16] WANG Chunjin, YANG Wei, YE Shiwei, et al. Optimization of parameters for bonnet polishing based on the minimum residual error method[J]. Optical Engineering, 2014, 53(7): 075108(1-9).
[17] JI S M, ZHANG L, ZHANG X, et al. Spinning-inflated-ballonet polishing tool and its application in curved surface polishing[J]. Key Engineering Materials, 2007, 339: 21-25.
[18] JI SM, ZHANG X, ZHANG L, et al. Form and texture control of free-form surface polishing[J]. Key Engineering Materials, 2006,304-305: 113-117.
[19] JI Shiming, YUAN Qiaoling, ZHANG Li, et al. Study of the removing depth of the polishing surface based on a novel spinning -inflated-ballonet polishing tool[J]. Materials Science Forum, 2006,532-533: 452-455.
[20] JIN Mingsheng, JI Shiming, ZHANG Li, et al. The optimization of the line space and experimental research on the continuous precession in bonnet polishing[J]. China Mechanical Engineering,2013, 24(7): 861-865.
[21] ZHANG Li, LI Yanbiao, JIN Mingsheng, et al. Analysis of the abrasive field to polish mold free surface in new bonnet polishing[J]. China Mechanical Engineering, 2014, 25(6): 832-835.
[22] CONG Kai. 3-PRS CNC system development of bonnet polishing parallel machine[D]. Harbin: Harbin Institute Technology, 2010.
[23] XIE Dagang, GAO Bo, YAO Yingxue, et al. Study of local material removal model of bonnet tool polishing[J]. Key Engineering Materials, 2006, 304-305: 335-339.
[24] PRESTON F W. The theory and design of plate glass polishing[J]. Journal of the Society of Glass Technology, 1927, 11: 214-256.
[25] JOHNSON K L. Contact mechanics[M]. Beijing: High Education Press, 1992.
[26] SONG Jianfeng, YAO Yingxue, XIE Dagang, et al. Effects of polishing parameters on material removal for curved optical glasses in bonnet polishing[J]. Chinese Journal of Mechanical Engineering,2008, 21(5): 29-33.
Biographical notes
SONG Jianfeng is currently associate professor at College of Mechanical Engineering, Yanshan University, China. She graduated from Harbin Institute Technology, China, in October,2009. Her research interests include intelligent manufacturing and digital manufacturing.
E-mail: songjianfeng@ysu.edu.cn
YAO Yingxue is currently a professor at School of Mechatronics Engineering, Harbin Institute Technology, China.
10.3901/CJME.2015.0923.114, available online at www.springerlink.com; www.cjmenet.com; www.cjme.com.cn
* Corresponding author. E-mail: songjianfeng@ysu.edu.cn
Supported by Young Teacher Independent Research Subject of Yanshan University of China (Grant No. 15LGA002)
© Chinese Mechanical Engineering Society and Springer-Verlag Berlin Heidelberg 2015
May 28, 2014; revised March 23, 2015; accepted September 23, 2015
杂志排行
Chinese Journal of Mechanical Engineering的其它文章
- Influence of Alignment Errors on Contact Pressure during Straight Bevel Gear Meshing Process
- Shared and Service-oriented CNC Machining System for Intelligent Manufacturing Process
- Additive Manufacturing of Ceramic Structures by Laser Engineered Net Shaping
- Kinematics Analysis and Optimization of the Fast Shearing-extrusion Joining Mechanism for Solid-state Metal
- Springback Prediction and Optimization of Variable Stretch Force Trajectory in Three-dimensional Stretch Bending Process
- Effect of Surface Topography on Stress Concentration Factor