大庆石化热电厂5#炉制粉过程自动控制的实现
2015-10-31谭彬
谭彬
(中石油大庆石化热电厂,黑龙江大庆 163000)
大庆石化热电厂5#炉制粉过程自动控制的实现
谭彬
(中石油大庆石化热电厂,黑龙江大庆 163000)
本文通过对本厂5#炉磨煤机料位、磨煤机出口温度以及磨煤机入口负压实施自动控制,首次实现了5#炉制粉系统三回路自动控制。采用先控制磨煤机内存煤量,再控制出口温度和入口负压的策略,实现在保证磨煤机内存煤量的稳定的同时,满足出口温度和入口负压的需求,从而使制粉系统稳定运行。
磨煤机 料位控制 出口温度控制 制粉系统 风压控制
1 引言
大庆石化公司热电厂5#炉装机容量100MW,配备410t/h锅炉以及两套中间储仓式钢球磨煤机;制粉系统采用热风送粉的方式。钢球磨煤机对煤种的适应性好、可靠性高、便于维护、锅炉燃烧易于控制,且具有大惯性、纯滞后、参数时变的特点;针对此类制粉系统,为了使其能经济运行,本文以实际工程阐述,解决磨煤机料位测量、控制性能不连续、没有实现制粉系统三回路控制的问题。配备该系统后,有效降低了磨体震动,防止了满煤情况的发生,减轻运行、劳动强度,减少维护费用,改善工作环境。
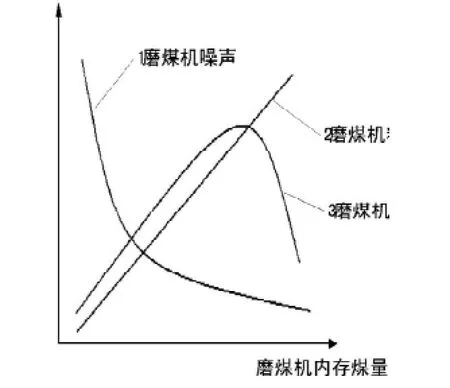
图1 磨煤机料位——出力特性曲线

图2 给煤自动控制

图3 热风门自动控制
图4 温风门自动控制
2 制粉系统三回路控制方法
5#炉制粉系统已经实现DCS控制,所以利用现有DCS系统平台实现制粉系统三回路控制,即根据磨煤机料位控制给煤量;根据出口温度和系统风压调整热风门和温风门开度。这三个控制回路中料位控制回路是主回路,主要实现料位的定值控制;风温、风压控制回路是辅助回路,在系统工况发生大的改变,料位控制回路不能将其调整过来时,才对风门动作;同时在各控制回路之间引入协调控制,从而使制粉系统始终控制在最佳运行状态。
2.1磨煤机料位自动控制
在一定工况下,磨煤机(研磨)出力主要受磨煤机料位影响。磨煤机料位——出力特性曲线如图1所示。从曲线3可以看出,磨煤机出力并不随其内存煤量的增加而持续增大,实际上磨煤机存在最大出力点,即最佳工作点。但是,不论料位值在什么位置,总对应一个磨煤机出力。给煤的大小需要依据磨煤机内的存煤量,通过给煤机转速来调整,不管磨煤机的料位值在什么位置,都有一个与之对应的给煤机转速与之对应,使磨煤机运行稳定。我们通过噪声传感器测得磨煤机内的料位值,调节给煤机的转速,以控制磨煤机内的料位,使磨煤机出力最大。
2.2出口温度和入口负压自动控制
在磨煤机料位稳定地条件下,存煤量对出口温度和入口负压的影响很小,此时出口温度和入口负压构成两变量耦合对象,单独对出口温度或者入口负压控制既不现实,也难以取得成功。所以采用解耦控制策略,同时对出口温度和入口负压进行控制,其依据为:在磨煤机料位控制稳定的状态下,增大热风量同时减少再循环风量可以在保证入口负压不变时,将出口温度调大;反之,可以把出口温度调小。无论增加热风量还是再循环风量,都使得入口负压变小;反之,入口负压变大。在入口负压和出口温度需要同时调整时,优先考虑入口负压还是出口温度,必须依据制粉系统操作规程。出口温度控制和入口负压控制要求同时投入自动,且要满足磨煤机料位控制投入自动及料位稳定的前提条件。
2.3控制效果分析
以本厂三回路控制为例,分析给煤控制以及风门控制效果。给煤自动控制曲线如图2所示。
热风门自动控制曲线如图3所示。
温风门自动控制曲线如图4所示。
3 结语
经过长时间自动运行,磨煤机料位值能够准确反映磨煤机内实际的存煤量;给煤自动控制能够稳定磨煤机出力,出口温度和入口负压自动控制能够很好的保证制粉系统的干燥处理和系统风压;达到了磨煤机内的存煤量稳定,出口温度和系统风压正常运行的目的。减少了运行人员的劳动强度。
[1]张栾英.火电厂过程控制[M].中国电力出版社,2000.
[2]刘志远.火电厂计算机控制[M].中国电力出版社,2007.
谭彬(1972—),男,陕西三源人,大学,助理工程师。研究方向:工业生产自动化。
