中型卡车胀压成形桥壳预成形管坯的设计及成形分析
2015-10-29王连东周立凤崔亚平
王连东 庞 蒙 周立凤 崔亚平
燕山大学,秦皇岛,066004
中型卡车胀压成形桥壳预成形管坯的设计及成形分析
王连东庞蒙周立凤崔亚平
燕山大学,秦皇岛,066004
基于圆形管坯压制成异型截面的变形分析,提出了中型卡车胀压成形桥壳预成形管坯的设计准则。针对载重5t卡车桥壳,介绍了胀压成形的工艺过程,设计30组前盖半径、后盖半径不同的预成形管坯,使用ABAQUS软件进行整个成形过程的有限元模拟。通过对预成形管坯液压胀形过程和压制成形过程的成形性分析,确定了前盖系数Km、后盖系数Kn的取值范围。选取基准回转体及一种典型的非对称预成形管坯,分别进行胀压成形实验,结果表明:前者压制成形阶段后盖处胀裂,后者成功地试制出样件,成形状况好,而且成形过程中管坯壁厚值与模拟值基本吻合。
汽车桥壳;胀压成形;预成形管坯;设计准则;有限元模拟
0 引言
管材液压胀形工艺可简化制件的制造工艺、减轻制件质量、提高制件强度刚度,已经被广泛用于航空、航天和汽车等领域。针对形状复杂的管件,需要先对初始管坯进行预成形,再进行液压胀形成形。Nikhare等[1]用有限元软件数值模拟了预成形管坯在不同的内压与轴向进给条件下的液压胀形过程,研究了预成形对液压胀形成形性的影响,并预测了极限变形量。苑世剑等[2]在轿车副车架液压胀形研究中,将预胀形管坯横截面压制成凹曲线状,有效降低了成形时的液压胀形压力。近年来出现了钢管径压胀形工艺:将管材放在成形模具的下模内,先液压胀形至一定尺寸,再通过上模施加压力,使管坯在液体内压及模具外压共同作用下成形为异型截面的制件[3]。Hwang等[4-5]采用数值模拟方法研究了圆形管材径压胀形为矩形、三角形截面零件的成形过程,结果表明径压胀形工艺可以有效改善管件的壁厚分布并降低成形液压力。Kang等[6]采用数值模拟方法研究了圆形管材径压胀形成复杂截面零件的过程,并分析了管材尺寸对成形性能的影响。
汽车桥壳属于大型复杂截面管类件,直接采用液压胀形成形极为困难。王连东等[7]提出了汽车桥壳胀压成形新工艺,即将一定规格的无缝钢管两端进行缩径、中部进行液压胀形后得到轴对称状的预成形管坯,对其内部充液(水)后用模具压制成形。崔亚平等[8]给出了轴对称状预成形管坯的设计方法,并试制出小型汽车桥壳模拟样件,样件成形性好,而且成形压力较低。
中型卡车胀压成形桥壳,后盖与前盖差异大,在前期实践中发现,采用轴对称预成形管坯压制成形时成形性较差。本文通过对压制成形过程进行变形分析,提出非对称状预成形管坯的设计方法,将基准半径、前盖半径、后盖半径作为预成形管坯桥包设计的关键参数,并给出前盖系数、后盖系数的定义,通过有限元模拟分析了液压胀形及压制成形过程的成形性,确定前盖系数、后盖系数的取值范围。
1 圆形截面压制成异型截面的变形分析
图1所示为某中型卡车胀压成形桥壳管件,中部为异型截面的桥包,桥包两侧为矩形截面锥体,锥体外侧为方形或接近方形直管,两端部分为圆管。桥包由桥梁和后盖、附加前盖组成,桥梁前侧、后侧的过渡圆角为R1、R2。切除前盖后即为桥壳本体。

图1 某中型卡车胀压成形桥壳管件
假想中间异型截面压制成形前是半径为R0的圆截面,压制成形过程如下:
(1)将圆形管坯放置在上模、下模之间,如图2a所示。管坯上点a、b、c、d分别与上模、下模接触,点g、h位于管坯轴线上。由于下模型腔小于上模型腔,所以下模型腔内部的弧cfd较上模型腔内部的弧aeb短,管坯轴线下侧的弧cg比轴线上侧的弧ag长。
(2)上模、下模分别从上下两侧向管坯轴线压制,直到接触前模、后模为止,如图2b所示。上下模对向压制过程中,圆形管坯被逐渐压扁,同时弧aeb、cfd分别向上模型腔、下模型腔流动少许,左右两侧的圆弧agc、bhd被压扁,呈轴线上侧窄下侧宽的非对称状。
(3)向管坯内充液,压力为p0,将前模、后模从左右两侧向中心压制,压制过程中保持内压p0不变。压制过程中,图2b中轴线上侧的弧a1g1向上模型腔流动一部分,另一部分被压制成桥梁;轴线下侧的弧c1g1向下模型腔流动少许,大部分被压制成桥梁。压制后,弧a2e2b2和弧c2f2d2未完全接触上模型腔、下模型腔,桥梁上侧过渡圆角较大,桥梁下侧过渡圆角较小,如图2c所示。
(4)增压校形。将管坯内液体压力增大至p1进行校形,使弧a3e3b3、c3f3d3完全贴模,如图2d所示。
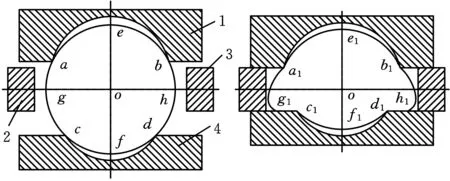
(a)上下模压制前(b)上下模压制结束

(c)前后模压制结束(d)增压校形1.上模 2.前模 3.后模 4.下模图2 圆形管坯横截面压制过程分析
通过对压制成形过程进行分析可知,圆形管坯压制成上下不同的异型截面时存在以下问题:①桥梁上侧过渡圆角偏大,上模型腔最深处的管坯可能由于胀形量大而胀裂;②桥梁下侧过渡圆角偏小,导致桥梁部分产生向内的凹陷,严重时可能导致压裂。
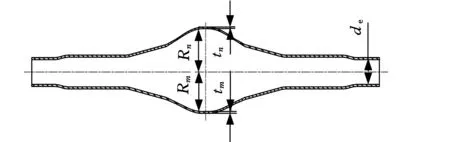
欲改善预成形管坯的压制成形性,需减小圆形管坯轴线下侧的弧长,同时加大轴线上侧的弧长,即保持管坯轴线上点g、h的曲率半径不变,逐渐减小轴线下侧各点的曲率半径,逐渐加大轴线上侧各点的曲率半径,将预成形管坯桥包部分设计成非对称状,如图3所示。将中间横截面上位于管坯轴线上点g、h处的半径称为基准半径R0,将轴线上侧最高点n、下侧最低点m处的曲率半径分别称为后盖半径Rn、前盖半径Rm。

(a)纵截面(b)中间横截面图3 非对称预成形管坯
2 非对称预成形管坯的设计准则
中型卡车胀压成形桥壳预成形管坯的设计准则设定如下:
(1)预成形管坯与桥壳制件的长度相同。
(2)设计回转体状基准预成形管坯。按预成形管坯截面周长与桥壳管件对应部分截面周长不变的条件,确定基准回转体的截面半径。
(3)修正桥包部分的尺寸。确定中间横截面前盖半径Rm、后盖半径Rn。Rm、Rn与基准半径R0之间存在比例关系,即
Rm=KmR0
(1)
Rn=KnR0
(2)
将Km、Kn分别定义为前盖系数、后盖系数。
(4)确定非对称预成形管坯的形状。保持桥包两侧管坯为轴对称状,桥包部分为轴线上侧大下侧小的非对称状,如图3所示。
前盖系数Km、后盖系数Kn的大小决定了预成形管坯的形状,关系着液压胀形时能否成形,直接影响压制成形的成败。下文以载重5t卡车桥壳为例,通过有限元模拟分析液压胀形过程、压制成形过程的成形性,确定前盖系数、后盖系数的取值范围。
3 研究对象
载重5t卡车桥壳为典型的中型卡车桥壳,中间截面桥梁的高度为340mm、宽度为114mm。两端部圆管外径de=110mm,内侧方形管的高度为110mm。选取Q345B无缝钢管,初始外径d0=180mm、壁厚t0=7mm。材料强度极限σb=510MPa,屈服极限σs=345MPa,泊松比μ=0.3,延伸率δ=21%,硬化指数为0.2。根据预成形管坯设计准则,确定回转体状基准预成形管坯,中间截面基准半径R0=164.5mm。

(a)第一次胀形管坯

(b)第二次胀形管坯
(c)预成形管坯图4 预成形管坯制造工艺简图
初始管坯端部经过一定量的缩径后,中部进行第一次液压胀形,外径胀形至260mm,如图4a所示,胀形系数为1.44;退火后对中部进行第二次液压胀形,得到轴线上侧大、下侧小的桥包,中间截面上的最小值、最大值分别为前盖半径Rm、后盖半径Rn,如图4b所示。对两侧部分进行缩径得到非对称的预成形管坯,如图4c所示。预成形管坯压制成形后得到图1所示的桥壳管件。
4 前盖系数Km、后盖系数Kn的确定
4.1预成形管坯方案设计
在第一次液压胀形管坯的基础上,改变第二次液压胀形管坯中间截面前盖半径Rm、后盖半径Rn的数值,可得到不同的预成形管坯。设定Rm取164.5,162.0,160.0,155.0,150.0 mm 5个数值,Rn取164.5,170.0,172.5,175 ,177.5 ,180 mm 6个数值,共得到30组不同尺寸的预成形管坯,其中包括回转体状的基准预成形管坯。4.2预成形过程有限元模拟
4.2.1第一次液压胀形
使用有限元分析软件ABAQUS进行管坯缩径、液压胀形、压制成形过程的模拟,鉴于管件的结构前后、左右对称,可采用四分之一管坯和模具型腔进行模拟仿真。第一次液压胀形的有限元模型如图5所示,使用Solid45单元对管坯进行网格划分,建立刚-柔接触,通过在管坯内部施加压力载荷,在模具上施加位移来模拟管坯的胀形过程。第一次液压胀形后管坯胀形区直径为260 mm、壁厚为6.1 mm,如图6所示。

图5 第一次液压胀形有限元模型

图6 第一次液压胀形后模拟管坯
4.2.2第二次液压胀形
将第一次液压胀形管坯重新导入ABAQUS中并赋予原来的属性(相当于去应力处理)进行第二次液压胀形,得到的管坯如图7所示。针对30组不同的第二次液压胀形管坯,分析成形情况。
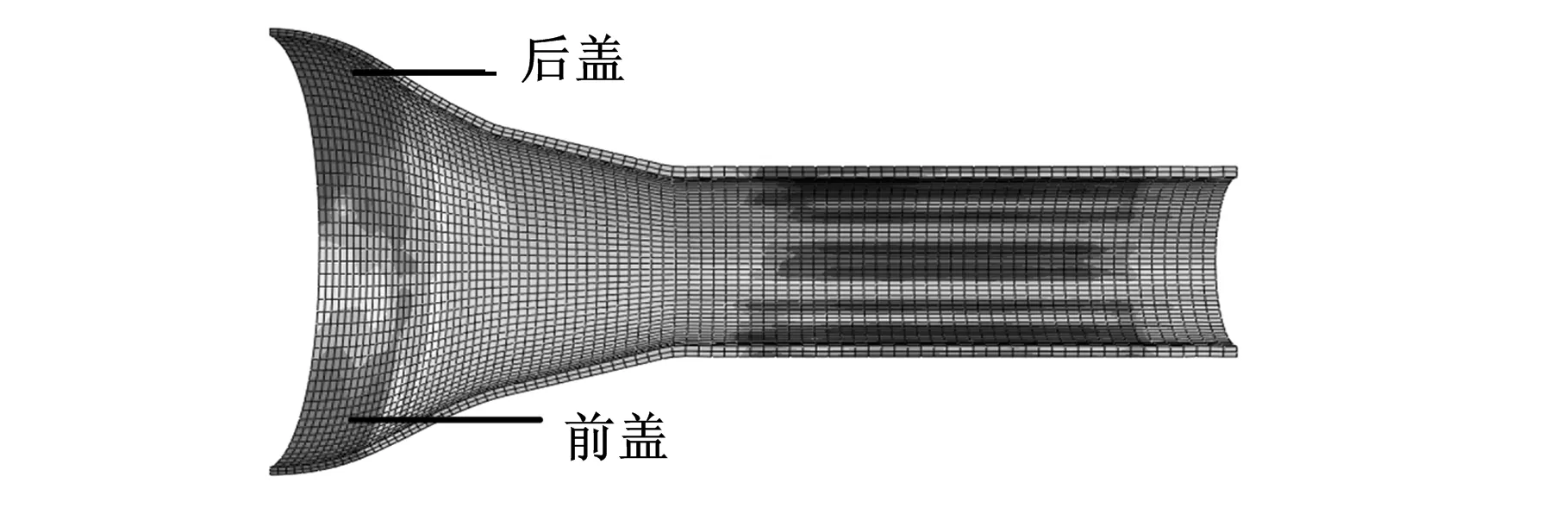
图7 第二次液压胀形后模拟管坯
(1)前盖半径Rm对成形性的影响。随着Rm数值的减小,其与基准半径R0的差值增大,第二次胀形时前盖半径处的胀形系数减小,容易失稳起皱。当Rm等于150.0 mm时,胀形过程中前盖半径附近由于轴向补料过多,失稳起皱,无法通过合模后的增压校形消除,形成了“死皱”,如图8所示。进一步的模拟结果表明,当Rm小于155.0 mm时,胀形过程中容易失稳起皱。由此确定Rm的范围选取在155.0~164.5 mm,相应的前盖系数Km为0.94~1.00。

图8 胀形失稳起皱
(2)后盖半径Rn对成形性的影响。随着Rn的增大,后盖半径处的管坯壁厚减薄率增大,壁厚减薄率达到临界值时将导致管坯胀裂。通过测量剩余24组(去掉Rm=150 mm的6组样件)第二次液压胀形管坯后盖半径处的最小壁厚,计算出壁厚减薄率η,如表1所示。

表1 管坯后盖半径处的壁厚减薄率η %
文献[9]给出了管坯胀形时胀裂判据:胀裂时管坯壁厚方向的应变(近似等于减薄率)等于材料的均匀延伸率δ。鉴于初始管坯存在一定的壁厚偏差,而且经过了第一次液压胀形,第二次胀形时的壁厚临界减薄率ηc按下式近似确定:
ηc=0.8δ
(3)
对于Q345B管材,延伸率δ=21%,临界减薄率ηc=16.80%。由表1可知,对应Rn=180.0 mm的4组第二次液压胀形管坯,后盖半径处的壁厚减薄率均大于临界减薄率,由此确定后盖半径Rn的尺寸范围为164.5~177.5 mm,相应的后盖系数Kn为1.00~1.08。
4.3压制成形
保留Rm取值164.5 ,162.0 ,160.0,155.0 mm,Rn取值164.5,170.0,172.5,175.0,177.5 mm时的20组第二次液压胀形管坯,进行第三、第四次缩径,得到20组不同的预成形管坯,如图9所示。

图9 预成形管坯
预成形管坯经过退火处理后,按照上文中给定的加载方式进行压制成形模拟。图10所示为压制成形时的有限元模型,前模、后模对向压制过程中,管坯内充液压力为5 MPa,压制结束后增压至45 MPa进行管坯校形。压制后得到桥壳样件如图11所示。

图10 压制有限元模型
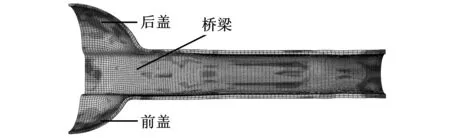
图11 桥壳样件
对得到的20组压制桥壳样件进行成形性分析,选取中间横截面,分别测量后盖半径处的壁厚,计算最大壁厚减薄率;测量横截面上桥梁前侧、后侧过渡圆角R1、R2的半径。
4.3.1壁厚减薄率
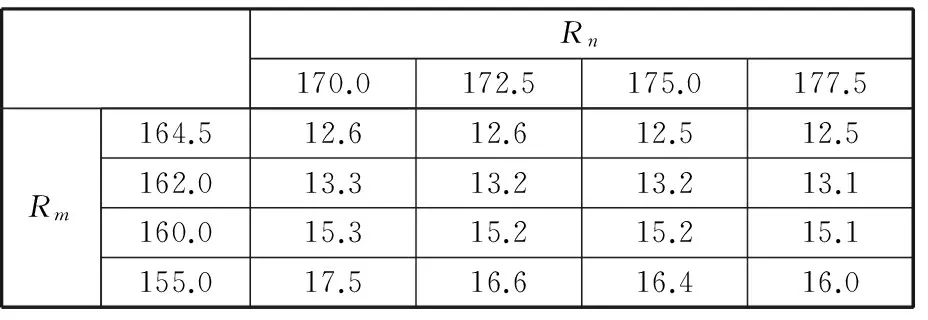
压制过程中,桥壳后盖半径处是壁厚最小也是最易胀裂的危险区域。20组压制桥壳模拟样件后盖半径处的壁厚减薄率如表2所示。
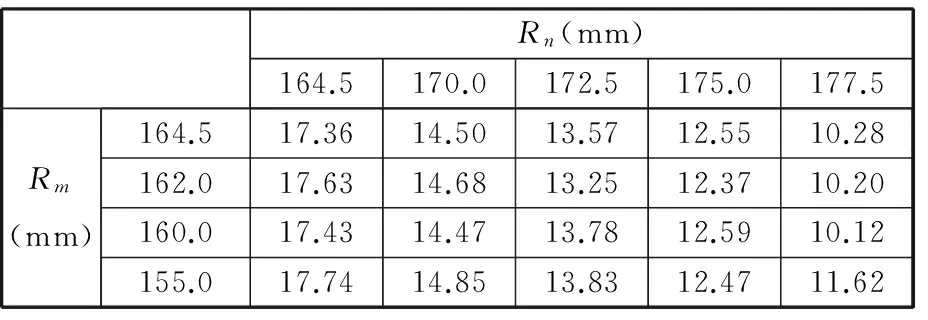
表2 桥壳样件后盖最高点壁厚减薄率η %
由表2中的数据可知,后盖半径Rn的大小对壁厚减薄率有显著影响,随着Rn的增大,壁厚减薄率逐渐减小;前盖半径Rm的大小对后盖的壁厚减薄率影响不大。
依据式(3)给定的胀裂的近似判据可知:Rn=164.5 mm的4组压制成形样件,后盖半径处的壁厚减薄率均大于临界减薄率,成形时可能胀裂。由此进一步确定Rn的选取范围为170.0~177.5 mm,相应的后盖系数Kn为1.03~1.08。
4.3.2桥梁过渡圆角半径
桥梁处的过渡圆角大小要合适,过渡圆角过小导致压制后的残余应力过大影响使用寿命,前侧圆角过大将导致切割附加前盖后剩余的平面过小,无法焊接加强圈,后侧的过渡圆角过大则影响轮廓美观。图12为桥壳样件最大横截面示意图,分别测量剩余16组压制桥壳模拟样件,中间横截面桥梁前侧、后侧过渡圆角半径,结果如表3、表4所示。

图12 桥壳样件最大横截面
mm

表4 桥梁后侧过渡圆角半径R2 mm
由表3可知,桥梁前侧过渡圆角半径R1随着前盖半径Rm的减小而增大,后盖半径Rn对R1的影响不显著。由表4可知,前盖半径Rm不变时,过渡圆角半径R2随后盖半径Rn的增大而逐渐减小;半径Rn不变时,圆角半径R2随前盖半径Rm的减小而逐渐增大。
结合载重5 t卡车桥壳结构的要求,确定前盖半径Rm范围为155.0~162.0 mm,后盖半径Rn范围为172.5~177.5 mm,桥梁前后侧的过渡圆角符合要求。相应地确定前盖系数、后盖系数的范围分别为0.94~0.98,1.05~1.08。
5 胀压成形实验
针对模拟的载重5 t卡车胀压成形桥壳,选取两种规格预成形管坯,按照有限元模拟中相同的工艺进行胀压成形实验。第一种为基准回转体状预成形管坯,中间截面基准半径R0=164.5 mm;第二种为非对称预成形管坯,中间截面基准半径R0=164.5 mm,前盖半径Rm=162.0mm,后盖半径Rn=175.0mm。
预成形管坯压制成形实验中,采用的加载路径为:管坯定位后,上下模对向压制到位,其中上模压制位移为45 mm,下模压制位移为55 mm;管坯充液至5 MPa,前后模对向压制直到两侧平面间距达到110 mm为止,压制过程中保持内压5~6 MPa;压制结束后增压至45 MPa进行管坯校形。
实验结果表明,第一种回转体状基准预成形管坯在最后压制成形阶段,后盖处产生垂直于管坯轴线的裂纹,如图13所示。在有限元模拟中,对应后盖最高点,预成形管坯的壁厚为5.53 mm,压制成形后的壁厚为4.57 mm,壁厚减薄率为17.36%,超过了临界减薄率16.80%。

图13 第一种预成形管坯压制成形样件

(a)主视图
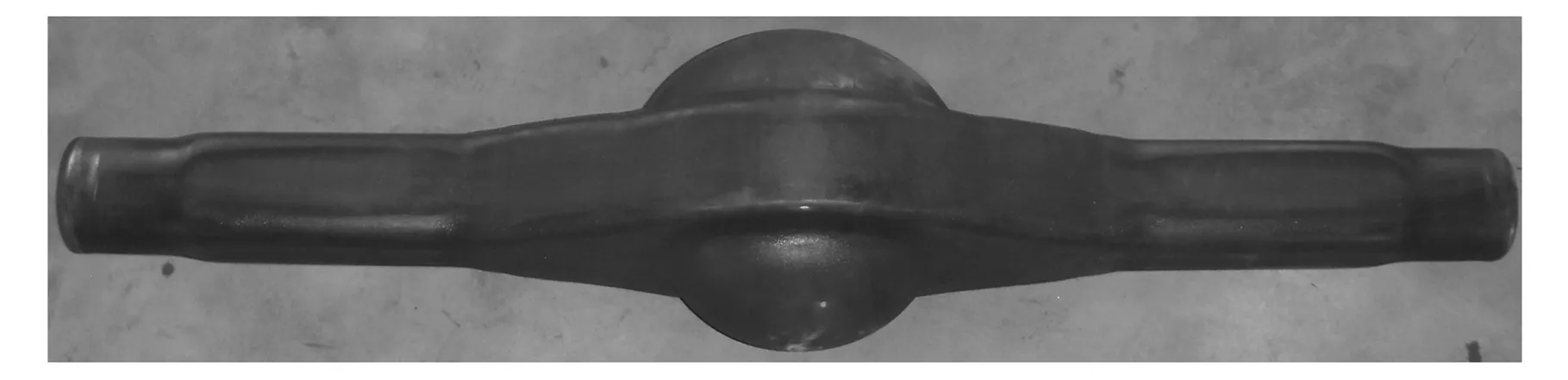
(b)侧视图图14 第二种预成形管坯压制成形样件
第二种非对称预成形管坯,压制成形后的样件成形状况好,后盖部分未胀裂,如图14所示,桥梁前侧的过渡圆角半径为12.5 mm,桥梁后侧的过渡圆角半径为19 mm,与模拟值基本吻合。在通过前后盖最高点的纵向截面上,以中心线为起点沿轴向每隔20 mm利用超声波测厚仪测量管坯前后盖侧的壁厚,测量值如图15所示,图中亦给出了有限元模拟的仿真值。由图15可知:胀压成形桥壳的壁厚由中心向端部逐渐增大,符合使用性能的要求;实验值与有限元模拟值基本吻合,其中后盖最高点处壁厚的实验值为4.85 mm,较仿真值4.67 mm大3.85%,而前盖最高点壁厚的实验值为5.49 mm,较模拟值5.34 mm大2.81%。

(a)后盖侧沿轴向壁厚分布

(b)前盖侧沿轴向壁厚分布图15 桥壳样件前后盖侧的壁厚分布
6 结论
(1)提出中型卡车胀压成形桥壳预成形管坯的设计准则:首先按照管坯截面长度与带有附加前盖的桥壳管件对应部分截面长度不变的条件,确定基准回转体;然后修正基准回转体桥包部分的尺寸,减小前盖曲率半径、增大后盖曲率半径,得到非对称状的预成形管坯。
(2)针对载重5 t中型卡车桥壳,设计前盖半径、后盖半径不同的预成形管坯,使用ABAQUS软件模拟整个成形过程。通过管坯液压胀形过程和压制成形过程的成形性分析,最后确定前盖系数Km的范围为0.94~0.98,后盖系数Kn的范围为1.05~1.08。
(3)在有限元模拟的基础上,选取基准回转体及前盖半径为162.0 mm、后盖半径为175.0 mm的非对称预成形管坯,分别进行胀压成形实验,结果表明:前者在压制成形阶段,后盖处产生垂直于轴线方向的裂纹;后者成功试制出样件,成形状况好,而且测得的成形过程中的壁厚值与模拟值基本吻合。
[1]Nikhare C,Narasimhan K.Effect of Prestrain on Forma-bility and Forming Limit Strains during Tube Hydroforming[J].Computers,Materials and Continua,2008,7(3):129-138.
[2]苑世剑,王小松.内高压成形技术研究与应用新进展[J].塑性工程学报,2008,15(2):22-30.
Yuan Shijian,Wang Xiaosong.Developments in Researches and Applications of Tube Hydroforming[J].Journal of Plasticity Engineering,2008,15(2):22-30.[3]Mason M.Tube Hydroforming Using Sequenced forming Pressures[C]//Proceedings of the International Seminar on Recent Status and Trend of Tube Hydroforming.Tokyo,1999:80-98.[4]Hwang Y M,Allan T.Process Fusion:Tube Hydroforming and Crushing in a Square Die[J].Journal of Engineering Manufacture,2004,218(2):169-174.
[5]Hwang Y M,Altan T.FE Simulations of the Crushing of Circular Tubes into Triangular Cross-sections[J].Journal of Materials Processing Technology,2002,125/126(9):833-838.
[6]Kang S J,Kim H K,Kang B S.Tube Size Effect on Hydroforming Formability[J].Journal of Materials Processing Technology,2005,160(1):24-33.
[7]王连东,梁晨,马雷,等.汽车桥壳液压胀形工艺的研究及最新进展[J].燕山大学学报,2012,36(3):206-208.
Wang Liandong,Liang Chen,Ma Lei,et al.Research on Hydroforming Process of Automobile Axle Housing and New Development[J].Journal of Yanshan University,2012,36(3):206-208.
[8]崔亚平,王连东,杨立云,等.胀压复合成形汽车桥壳预成形管坯的设计及成形试验[J].中国机械工程,2012,23(21):2577-2579.
Cui Yaping,Wang Liandong,Yang Liyun,et al.Design and Experiment of Preforming Tube for Bulging-precessing Compound-deforming Automobile Axle Housing[J].China Mechanical Engineering,2012,23(21):2577-2579.
[9]王连东,程文冬,梁晨,等.汽车桥壳液压胀形极限成形系数及胀裂判据[J].机械工程学报,2007,43(5):210-213.
Wang Liandong,Cheng Wendong,Liang Chen,et al.Hydraulic Bulging Automobile Axle Housings Forming Limit Coefficient and Splitting Criterion[J].Chinese Journal of Mechanical Engineering,2007,43(5):210-213.
(编辑卢湘帆)
Preforming Tube’s Design and Deformation Analyses of Medium-sized Truck Bulging-pressing Axle Housing
Wang LiandongPang MengZhou LifengCui Yaping
Yanshan University,Qinhuangdao,Hebei,066004
This paper proposed the preforming tube’s design criteria of medium-sized truck bulging-pressing axle housing based on the deformation analyses of round tube blank pressed into special section.For a truck axle housing with the load of 5 t,the bulging-pressing deformation technology was introduced and 30 groups of preforming tubes with different front cover ratius and different rear cover ratius were designed.And the whole forming process was simulated by using ABAQUS software.Through the formability analyses of preforming tube’s bulging and pressing processes,the front cover scaling factorKmand the rear cover scaling factorKnwere determined.The reference body of revolution and a typical non-symmetrical preforming tube were selected for bulging-pressing tests.It is found that the former’s rear cover is cracked in the forming process and the later successfully trial produces sample with good forming,and the measured values generally align with the simulated values of wall thickness in the forming process.
automobile housing;bulging-pressing deformation;preforming tube;design criteria;finite element simulation
2014-08-25
河北省自然科学基金资助项目(E2012203022)
TG316< class="emphasis_italic">DOI
:10.3969/j.issn.1004-132X.2015.12.021
王连东,男,1967年生。燕山大学车辆与能源学院教授、博士研究生导师。主要研究方向为液压胀形工艺。获省部级科技进步一等奖1项、二等奖1项。发表论文60余篇。庞蒙,女,1988年生。燕山大学车辆与能源学院硕士研究生。周立凤,女,1987年生。燕山大学车辆与能源学院硕士研究生。崔亚平,女,1978年生。燕山大学车辆与能源学院实验师。