压力容器密封面交叉网纹式研磨技术研究
2015-10-28刘兆东戴旭东李洪伟张显均
刘兆东,戴旭东,郑 晓,李洪伟,张显均
(中国核动力研究设计院核反应堆系统设计技术国家重点实验室,四川 成都 610041)
压力容器密封面交叉网纹式研磨技术研究
刘兆东,戴旭东,郑晓,李洪伟,张显均
(中国核动力研究设计院核反应堆系统设计技术国家重点实验室,四川成都610041)
文章结合反应堆压力容器密封面双“O”形密封环密封的特点,从研磨机理出发,分析了影响研磨的各种因素,提出了密封面交叉网纹式研磨方法,从研磨效率和网纹密封特点两方面论述了交叉网纹研磨的优点。针对压力容器密封面,提出了研磨装置方案,并开展了相关试验,验证了交叉网纹式研磨的可实施性。实践证明,交叉网纹式研磨技术可在核电厂、研究堆等压力容器密封面的研磨修理中推广应用。
反应堆;压力容器;密封面;交叉网纹研磨
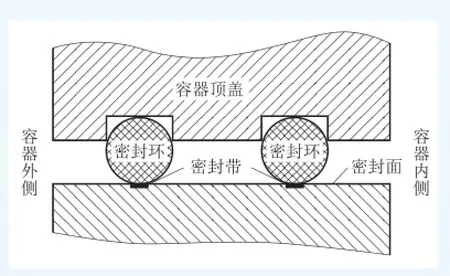
图1 压力容器密封示意图Fig.1 Schematic of pressure vessel sealing
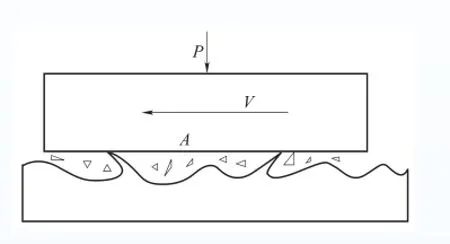
图2 研磨加工示意图Fig.2 Schematic of grinding
压力容器密封面作为核反应堆及一回路系统的弹性承压边界,对一回路系统的压力密封起着重要作用。
为了确保核反应堆在设定压力下的安全运行,压力容器采用两道“O”形密封环进行密封。如图1所示,在螺栓预紧力的作用下,压力容器顶盖通过“O”形密封环发生形变,实现与密封面的紧密贴合,使压力容器承压侧与外侧隔绝,从而实现了压力容器的密封。随着反应堆的运行,密封面在“O”形的长期作用下产生压痕,并沉积一部分腐蚀产物,其表面光洁度低于使用指标Ra0.8 μm,从而影响复装后压力容器的密封。因此,在反应堆的检修中必须对密封面进行提高表面光洁度的修理。文章通过对研磨机理的分析,针对密封面提出了一种交叉网纹的研磨方法实现压力容器密封面的研磨,以提高其表面光洁度。
1 交叉网纹研磨
1.1研磨
研磨是在研具与工件之间加入研磨剂,加压并使之做相对运动,用磨粒对工件表面进行细微切削的一种游离式加工方式[1]。
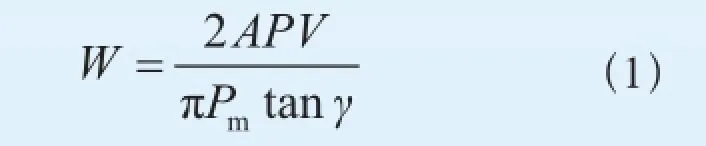
如图2所示,研磨压力为P,接触面积为A,切削速度为V,被加工材料的屈服压力为Pm,磨粒直径为dg,磨粒率为Vg,磨粒的半顶角为。单位时间磨削量W可用式(1)表示:
磨粒的最大切削深度可用式(2)表示:
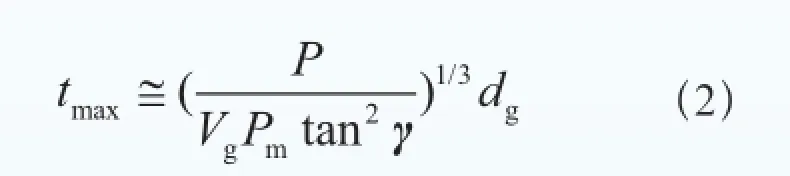
由式(1)、式(2)可知,在工件材料一定的情况下,研磨效率与研磨面积、施加的研磨正压力以及研磨速度成正比,与磨粒的半顶角成反比;研磨的切削深度与研磨压力、磨粒直径成正比,与磨粒率以及磨粒的半顶角成反比。因此,为提高研磨效率,可以采取加大研磨压力和研磨速度;为获取高质量的研磨面,可以采用较小的研磨压力和较细的磨粒来实现。
1.2交叉网纹研磨
交叉网纹研磨是研磨的一种方式。在研磨过程中,研具相对于被加工表面作如图3所示的交叉网纹运动,从而驱动磨粒对工件表面进行精细微切削,实现了密封面的研磨修理。相对于其他研磨方式,交叉网纹研磨主要有两大特点:一是研磨效率高;二是研磨所形成的网纹密封面密封性能好。
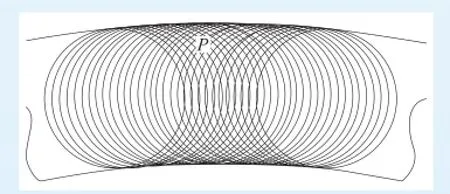
图3 交叉网纹示意图Fig.3 Schematic of cross-texture
由1.1节可知,在磨粒和密封面材料一定的情况下,提高研磨效率可以通过加大研磨正压力和提高研磨速度来实现。但是研磨过程中正压力不是越大越好,压力越大,磨粒力被挤离研磨头,参与研磨的磨粒数量变小导致效率下降,而且研磨压力增加到一定时候,表面粗糙度基本保持不变[2]。同时由于磨粒的硬度远大于密封面材料的屈服度,较大的正压力容易引起密封面的划伤。因此,提高研磨效率最有效的方法是提高研磨速度。
如图4所示,由于交叉网纹独特的运动轨迹,在不同时刻,密封面任意高点P切削方向均不同。P点的切除量可表示为:

式中:WJ1为T1时刻P点在L1方向上的切除量;WJn为Tn时刻P点在Ln方向上的切除量。
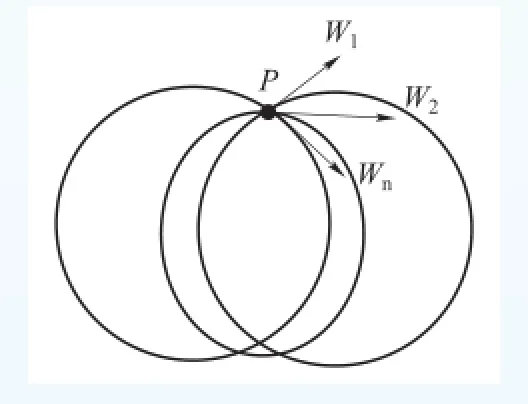
图4 交叉网纹研磨示意图Fig.4 Schematic of cross-textured grinding
若采用定向研磨方式进行研磨,任意高点P的切除量可用式(4)表示:

式中:WD1~WDn为T1~Tn时刻在L方向上的切除量。
定向研磨可视为研磨头绕压力容器密封面环面中心的公转运动,交叉网纹研磨中研具的运动,由绕密封面环面中心的公转运动和研磨头自身的旋转运动构成,且研磨头的自转速度较公转速度大得多,可用式(5)表示:
与此同时,交叉网纹研磨中不同时刻研具的运动方向不同,不同方向切削引起的棱边加大了研磨剂与被研点的接触面积,扩大了切削范围。因此,交叉网纹研磨具有较高的效率。
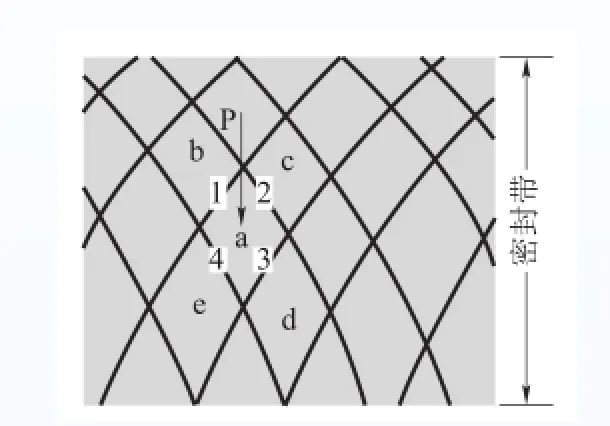
图5 密封网格示意图Fig.5 Schematic of sealing net
如图5所示,采用交叉网纹研磨方式后,密封面从微观上被划分为一定规则的类平行四边形网格。在密封带上的5个网格a、b、c、d、e构成了一个密封单元,网格a与网格b、c、d、e存在4条相临边界1、2、3、4。在密封环正压力P的作用下,相临网格发生形变呈平面扩张,在1、2、3、4边界上,通过相互挤压以及密封环表面的软金属材料变形压入细微边界而实现各边界的密封。沿两道“O”形密封带的径向方向存在着若干微小的密封网格单元,多网格单元的自密封叠加效应实现了“O”形内外侧的密封。采用网纹密封具有密封单元多、密封叠加性好的特点,这种密封方式已被广泛应用于承压容器及大型阀门的密封中。
2 压力容器密封面研磨装置设计
压力容器密封面研磨装置结构示意如图6所示,研磨装置主要由研磨头、研磨头(研具)自转驱动机构、研磨头周向运动及支撑机构、研磨压力调节4大部件构成。
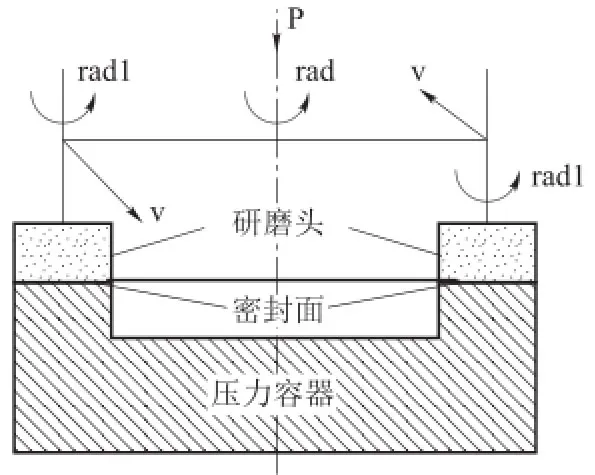
图6 研磨装置结构示意图Fig.6 Schematic of the grinding apparatus
研磨头采用环状结构,其直径与密封面的径向断面长度相当,为提高研磨效率,采用单电机驱动外齿轮啮合的传动方式控制两个研磨头自转,形成速度相同且方向相反的正交运动。
研磨按照金属加工量的不同分为粗研、半精研和精研3个过程,3个过程分别采用不同的研磨压力、自转速度、公转速度以及研磨剂粒度。粗研切除量较大,因此要求较大的研磨压力、较粗的磨粒以及大的自转公转速度比;精研切除量小并形成致密的网纹则要求较小的研磨压力、较细磨粒以及较小的自转公转速度比,具体的研磨参数可按表1进行控制。
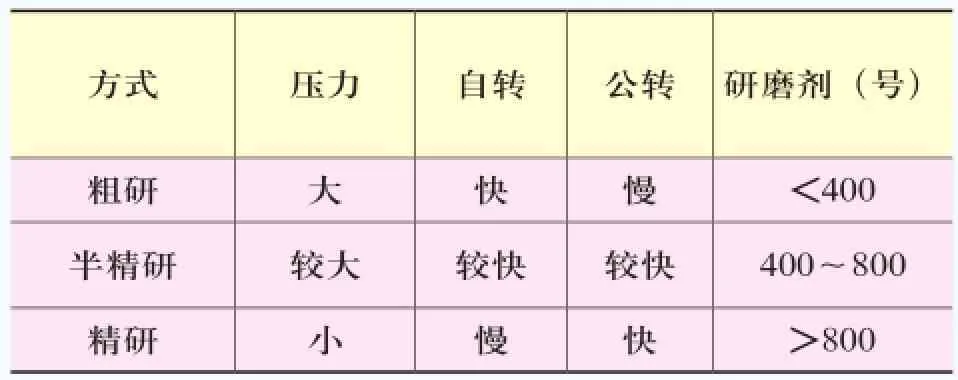
表1 研磨参数控制Table 1 Controlling parameters of grinding
3 试验及结论
针对反应堆压力容器密封面采用交叉网纹的研磨方式开展了相关试验,研磨后密封面的表面光洁度达到了Ra0.8 μm,研磨效率较高,密封面研磨后满足核反应堆压力容器的密封。图7为采用交叉网纹湿法研磨粗研密封面效果图,图8为精研效果图。
图7 密封面粗研效果图Fig.7 Coarse grinding renderings of sealing surface
图8 密封面精研效果图Fig.8 Accurate grinding renderings of sealing surface
试验证明采用交叉网纹研磨技术可以用于反应堆压力容器密封面的修理,交叉网纹研磨方式具有效率高、研磨后密封效果好的优点。同时,采用该研磨方式需对工作条件作严格限制,避免因人为或其他外在因素混入杂质、异物等造成研磨过程中产生密封面的划伤、划痕。
[1] 千千岩健儿(日). 机械制造概论[M]. 重庆:重庆大学出版社,1992.(千千岩健儿(Japanese). Outline of Machine Building[M]. Chongqing: Chongqing University Press, 1992.)
[2] 高梅. 超精平面研磨加工压力对精度的影响[J]. 机床与液压,2008,36(3):18-20.(GAO Mei. The Impact of Super Fine Plane Grinding Pressure on Precision[J]. Machine and Hydraulic Pressure,2008, 36(3):18-20.)
The Study of Cross-textured Grinding on Pressure Vessel Sealing Surface
LIU Zhao-dong,DAI Xu-dong,ZHENG Xiao,LI Hong-wei,ZHANG Xian-jun
(National Key Laboratory for Reactor System Design Techniques,Nuclear Power Institute of China,Chengdu of Sichuan Prov. 610041,China)
Combined with the double "O"-ring seal characteristics of the reactor pressure vessel, various affecting factors on the grinding are analyzed from the grinding mechanism, and the cross-textured grinding method of sealing surface is proposed, then the advantages of cross-textured grinding are discussed from the grinding efficiency and textured sealing features. The plan of the grinding apparatus for pressure vessel sealing surface is proposed and grinding tests are carriedout that to verify the cross-textured ground can be implemented. Practice has proved that the use of the cross-textured grinding technology can be promoted the use in pressure vessel sealing surface grinding repairs of nuclear power plants, research reactors and other devices reactor.
reactor;pressure vessel;sealing surface;cross-textured grinding
TL35Article character:AArticle ID:1674-1617(2015)02-0110-04
TL35
A
1674-1617(2015)02-0110-04
2015-04-18
刘兆东(1982—),男,工程师,硕士,从事反应堆及一回路系统总体设计工作。