木屑微波热解制取生物质油工艺条件探讨
2015-10-25高新航张晓华
芦 超,乔 磊,高新航,张晓华,李 凝
(1.桂林理工大学化学与生物工程学院,广西 桂林 541004;2.广东石油化工学院化工学院,广东 茂名 525000)
生物质能是人类利用最早的能源之一,具有可再生﹑分布广﹑成本低等优点。但是长期以来,生物质能大多是以直接燃烧为主,不仅热效率低下,还有大量的烟尘和余灰排放进入大气中。相对于风能﹑水能﹑太阳能﹑潮沙能,生物质是唯一可存储和运输的可再生能源。生物质进行热解制备合成气﹑生物油等替代燃料的研究越来越受到重视。近年来微波热解技术在生物质热价液化方面的应用也取得了一定的进展。Huang Y F 等[1]进行了稻壳微波热解的研究,当微波功率500W 时,固体产率减少,液相产率增加,不凝气体产物主要成分是H2﹑CO2﹑CO 和CH4等,其中H2含量最高。Dominguez A 等[2]研究不同温度下微波热解咖啡壳,结果表明微波加热促进了油的二次裂解,使得小分子产物增多。李攀等[3]用微波加热棉杆并对热解的产物进行了分析,结果表明液相产物组分复杂,以乙酸﹑左旋葡聚糖﹑苯酚类物质为主。Yu Fei 等[4]研究了玉米秸秆在微波环境下热解,热解速度随微波功率的增大而增强,以焦炭为添加剂,添加量为1%时,液体产物的产率提高,以氢氧化钠作为催化剂能够使气体产率增大。罗爱香等[5]以竹废料为原料,在微波功率700W﹑热解温度55℃﹑热解时间20min 的反应条件下,考察了磷酸﹑KOH﹑焦炭﹑氯化锌和NaOH 对竹料热解产物的影响,磷酸和KOH 均能有效提高竹料热解液体产率。杨昌言等[6]利用微波热解玉米秸秆制备生物油,并对秸秆微波热解制生物油的影响因素进行了探讨,结果表明,微波功率﹑热解温度﹑时间﹑加料量﹑添加剂等都能影响微波热解玉米秸秆所得生物油的产率。基于此,本文以锯木粉为原料,用正交试验对其微波热解工艺条件进行了探讨。
1 实验部分
1.1 原料的预处理
将锯木粉用高速万能粉碎机粉碎并筛分,选取粒径0.178~0.422mm 的产品于干燥箱中干燥4h,干燥温度90℃。
1.2 微波催化热解实验
称取100g 干燥锯木粉和一定比例的催化剂,充分混合均匀后置于石英反应器中,密封石英反应器中通入流量为0.2m3·h-1的N2,开启冷凝水,启动微波反应器,当温度达到设定数据时,收集热解液相产物。反应完成后,称量收集器中液体的质量,并测定液相产物的pH 值。
2 结果与讨论
2.1 添加剂的选择
在微波功率为1800W﹑温度为500℃﹑反应时间30min﹑木屑100g 在常压氮气保护的条件下,进行实验。添加剂分别为沸石﹑Al2O3﹑CaCO3﹑ K2CO3。每种添加剂均取10g,实验结果如表1 所示。
结果表明,添加剂为K2CO3所得液相产物的质量最高。添加剂可以作为微波吸收剂进而加速加热过程,也参与生物质微波裂解过程中热解液化反应,提高生物油的产量,简化最终生物油的化学组成,并且提高裂解过程的产物选择性。下述正交试验选用K2CO3为添加剂。
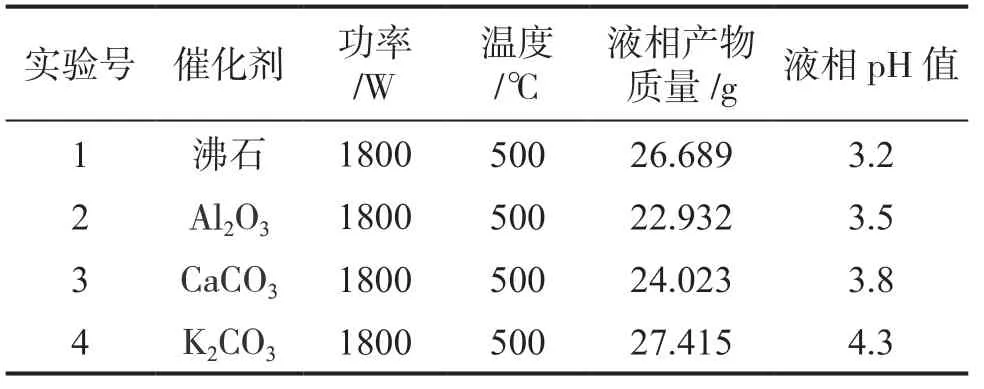
表1 催化剂选择实验一览表Table 1 Select the experimental catalyst List
2.2 生物质微波催化热解工艺条件探讨
影响生物质催化热解的因素除了生物质本身的性质及含水量外,主要的外界因素包括裂解温度﹑裂解时间﹑微波的功率以及原料与添加剂的配比等。
2.2.1 正交试验的设计
所有实验取木屑100g, 在常压下,室温25℃并工业级氮气吹扫进行正交试验,因素水平表如表2所示。
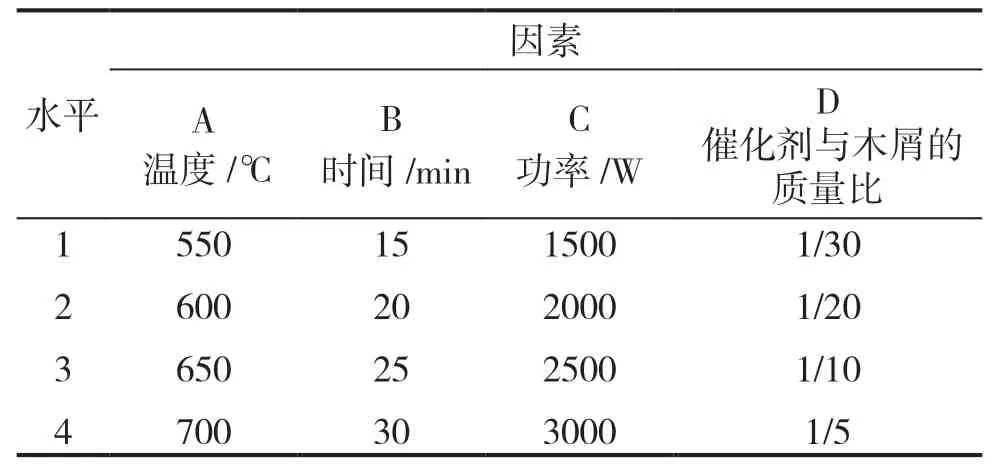
表2 正交因素水平表Table 2 Orthogonal factor level table
2.2.2 数据分析与处理
以因素A 为例,在A 的1 水平下有4 个实验,即第1﹑2﹑3﹑4 号实验,归为第一组。同样,A 的2水平下有5﹑6﹑7﹑8 归为第二组,A 的3 水平下有9﹑10﹑11﹑12 归为第三组,A 的4 水平下有13﹑14﹑15﹑16 归为第四组。
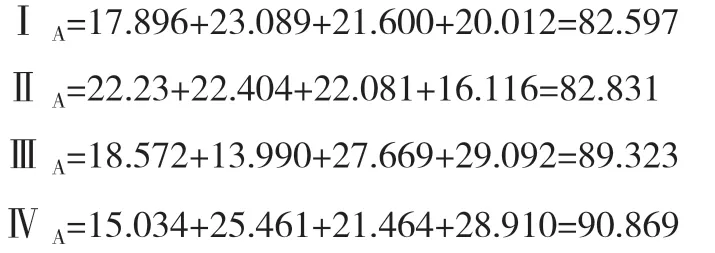
极差RA=90.869-82.597=8.272,因为 ⅣA>ⅢA>ⅡA>ⅠA,所以A 应选ⅣA水平,即700℃。同理,因素B﹑C﹑D 作同样的处理,计算结果见表3。
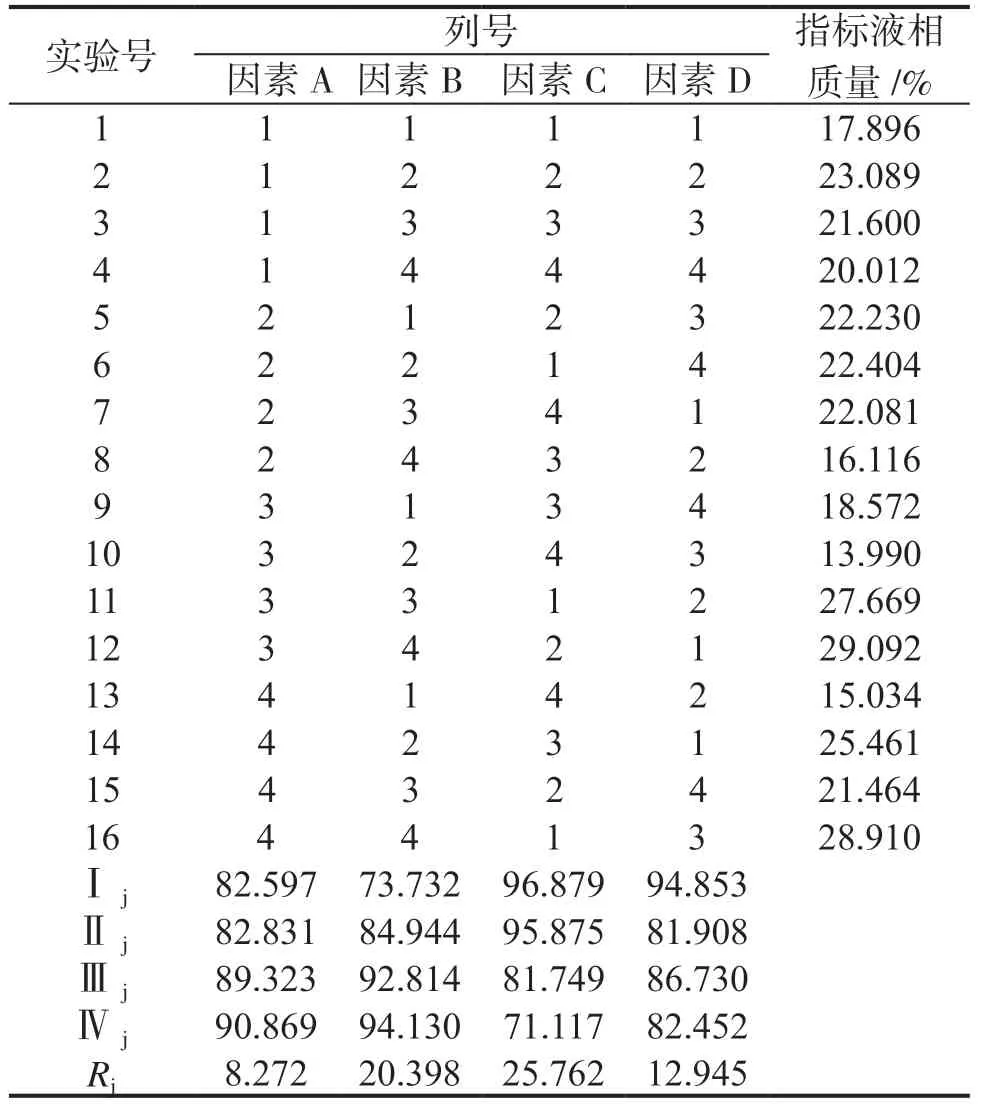
表3 L16(44)正交试验表Table 3 L16(44) orthogonal table
2.2.3 因素影响分析
极差的大小反映各因素对指标影响的大小。在实验的4 个因素中,以因素C(设定功率)的极差最大,为25.762,其次是B(反应时间)﹑D(催化剂与木屑质量比),以A(设定温度)最小,从而可得出因素影响的顺序为:设定功率>反应时间>催化剂与木屑质量比>设定温度。如ⅠA﹑ⅡA﹑ⅢA﹑ⅣA这4 组不同因素所占比重分布如图1 所示。
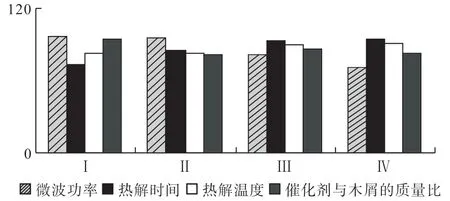
图1 影响因素与操作变量的关系Fig.1 The influence factors and the changes of operating variables
根据实验结果分析得出木屑微波催化热解的最佳条件为:微波功率1500W﹑热解温度700℃﹑热解时间30min﹑催化剂/木屑的质量比为1/30。
2.2.4 重现性实验
取木屑100g,K2CO33.333g,在所得最佳操作条件下进行重现性实验,实验结果如下:第一次实验所得液相产物质量29.891g,第二次实验所得液相产物质量30.308g,具有较好的重现性。
3 结论
微波热解木屑过程中微波功率和热解时间对出油率影响较大,添加剂与原料的比重和热解温度也有一定影响。在以K2CO3为添加剂的条件下,通过正交试验得出的最佳工艺条件为:微波功率1500W﹑热解温度700℃﹑热解时间30min﹑添加剂/木屑的质量比为1/30,液相得率为30.3%。
[1] Huang Y F, Kuan W H, Lo S L, et al. Today recovery of resources and energy from rice straw using microwaveinduced pyrolysis [J]. Bioresource Technology, 2008, 99(17): 8252-8258.
[2] Dominguez A, Menendez J A, Fernandez Y, et al.Conventional and microwave induced pyrolysis of coffee hulls for the production of a hydrogen rich fuel gas [J].Journal of Analytical and Applied Pyrolysis, 2007, 79(1/2):128-135.
[3] 李攀,王贤华,等.微波加热条件下棉杆热解的产物特性分析[J].农业工程学报,2013,29(15):200-206.
[4] Yu Fei, Ruan Roger, Deng Shaobo, et al. Microwave pyrolysis of biomass [J].ASABE Annual International Meeting,2006(7): 9-12.
[5] 罗爱香,刘玉环,万益琴,等.催化剂对废竹料微波裂解的影响[J].福建林业科技,2008,35(2):82-86.
[6] 杨昌言.玉米稻秆微波热解研究[J].武汉工程大学学报,2011,33(6):20-22.
