基于FPGA的超声波焊接电源频率跟踪研究*
2015-10-14刘晓光刘平峰蒋晓明王攀赫亮
刘晓光 刘平峰,2 蒋晓明 王攀 赫亮
基于FPGA的超声波焊接电源频率跟踪研究*
刘晓光1刘平峰1,2蒋晓明1王攀1赫亮1
(1.广东省自动化研究所广东省现代控制技术重点实验室广东省现代控制与光机电技术公共实验室 2.广东工业大学自动化学院)
超声波焊接电源设备的频率跟踪速度和精度直接影响焊接质量。针对模拟锁相环频率跟踪慢、负载突变易失锁等缺点,研制一种基于FPGA控制的超声波焊接电源。简单介绍超声波焊接电源系统结构,着重分析电源控制系统的设计,并通过仿真软件对模块验证。最后,搭建超声波焊接实验平台,对相关数据进行测试记录,对数据加以分析并得出实验结果。
超声波焊接电源;数字鉴相器;频率跟踪;FPGA
0 前言
随着计算机技术、信息技术、电子技术及器件的发展,超声波电源技术得到迅速发展,凭借其功率大、处理速度快、效率高、自动化程度高、成本低等优点,被广泛应用于集成电路、精密金属、塑料结构件、塑料制品等领域。在超声波技术得到广泛应用的同时,也对其质量提出更高的要求。本文研究了FPGA在超声波焊接电源上的应用,FPGA作为超声波焊接电源的核心控制器,克服传统超声波电源工作时失锁及频率跟踪速度慢等问题。
1 超声波焊接电源系统结构
超声波焊接电源主要由主电路、控制电路和匹配网络3部分组成[1],如图1所示。其中,主电路包括整流电路、滤波电路和逆变电路3部分;控制电路主要由电流电压反馈电路、信号采样及调理电路、零点比较电路、故障检测及保护电路、液晶和开关量输入输出电路组成,主要实现频率跟踪、功率可调、人机界面和故障检测保护等功能;匹配网络由中频变压器和T型匹配网络组成,起着变压、调谐的作用,能够提高超声波焊接电源与换能器之间的功率与功率传输。
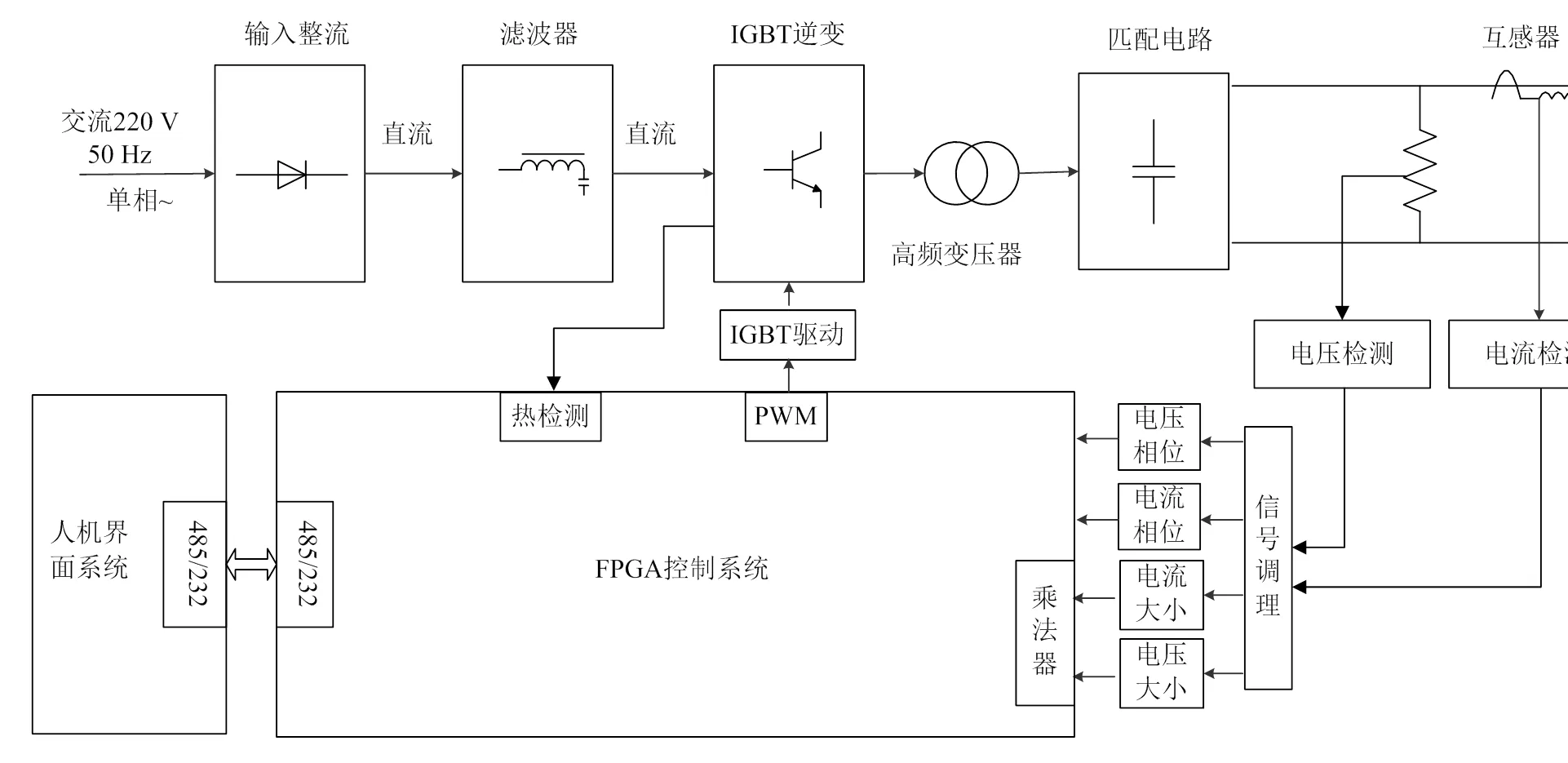
图1 超声波焊接电源系统结构
超声波焊接电源主电路如图2所示,220 V单相工频交流电经过单相整流桥变为直流脉动电压;再经过电容器组C1平滑滤波后,输出到由VT1、VT2、VT3、VT4组成的IGBT全桥逆变模块,转换成高频交流电;最后经由高频变压器T1和匹配电路转换为同频率的正弦交流电驱动换能器。压电换能器将超声频率电能转换为机械振动能,由超声振动系统传递至工件。

图2 超声波焊接电源主电路
2 频率跟踪
超声波焊接电源控制系统核心的部分是频率跟踪。本系统采用FPGA(EP4CE15F17C8)作为核心控制芯片。图3为系统的频率跟踪原理框图[2-3]。
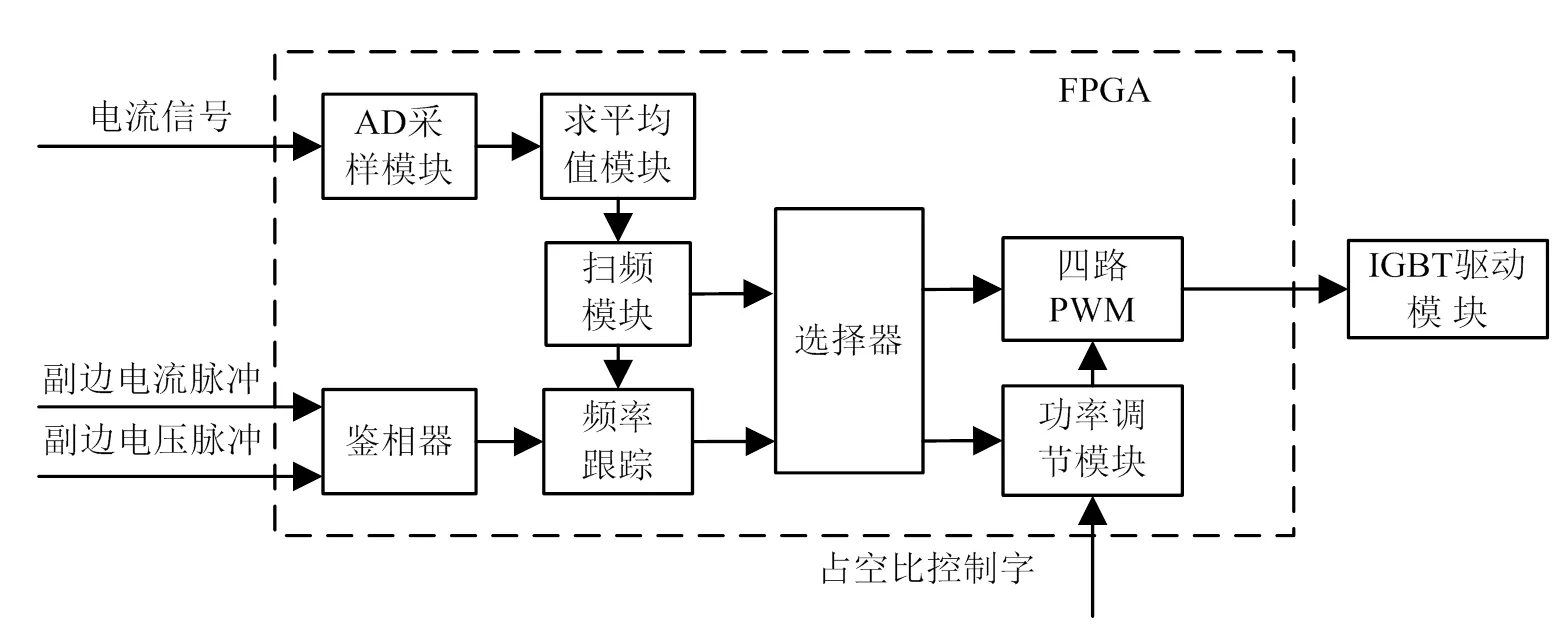
图3 频率跟踪原理框图
超声波焊接电源的频率跟踪主要由扫频过程和频率跟踪过程组成。扫频过程是通过将主电路的IGBT驱动信号的频率从21kHz开始逐渐向下调整,直到19kHz为止。假设在某个频率下,正好与电路的谐振频率相等,则电流必然会最大,这时把该频率作为粗略的谐振频率,并且系统进入频率跟踪过程,该过程为粗调。在进入频率跟踪过程后,检测负载网络的电压、电流,并对其相位做比较,根据锁相环输出小范围内对谐振频率进行调节,进而对四路PWM做出相应调整,该过程为微调。
本文采用软件Quratus 11.0编写veriog程序,应用Modelsim仿真软件,通过编写测试文本testbench进行仿真。
2.1扫频模块
利用阻抗分析仪可快速得到超声波振子的谐振点和反谐振点的粗略范围,从而设置扫频的起始频率和终止频率。系统利用扫频模块在振子开始加工之前对振子进行扫频,扫频的方式根据设定的起始频率逐步向终止频率步进。在这过程中通过对副边变压器电流进行采样,并寻找其最大电流值时对应的换能器工作频率。当电流最大值时,进入频率跟踪过程,这样可大大减少跟踪时间,并减少电源的工作响应时间,增加整个系统的稳定性[2]。扫频模块如图4所示,Iavg_EOC为采样状态信号;SysClk_50MHz为时钟信号;SysRst_n为异步复位信号;Iavg为电流信号;end_frequency为最大电流时的频率控制字;current_frequency为当前频率控制字;Done为扫频状态信号。
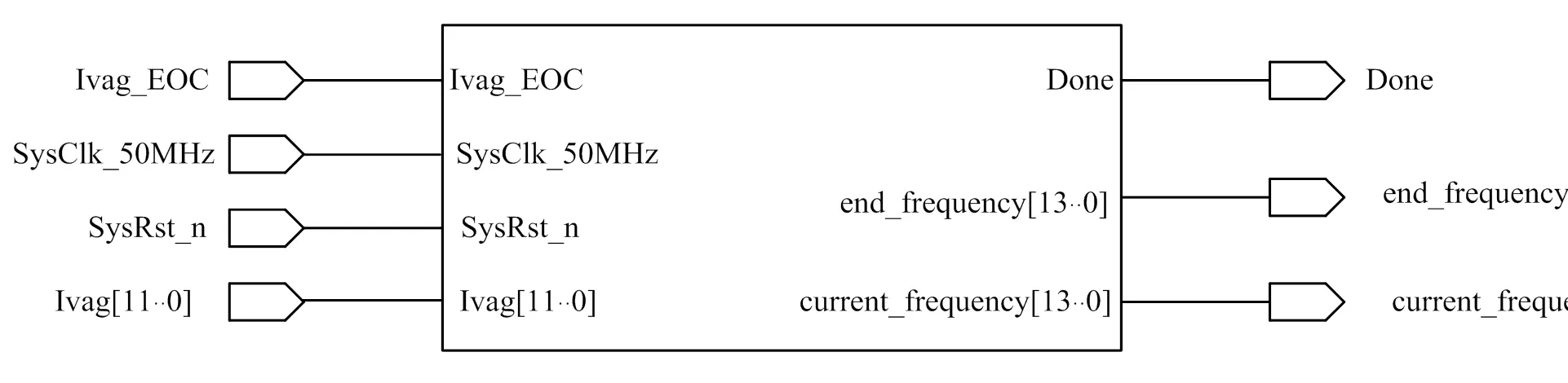
图4 扫频模块
扫频模块启动时,设0=0,current_frequency=2381(即50000000/2381=21000 Hz),当检测到SysRst_n为高电平时,扫频模块开始工作,Done输出低电平;当检测到Iavg_EOC触发信号为高电平时,记录电流值Iavg为1,在Iavg_EOC下降沿比较0与1大小。如果1>0,将current_frequency和1值分别赋给end_frequency和0,同时current_frequency增加,即输出PWM频率增加;如果1≤0,end_frequency不变,current_frequency增加,Done输出低电平;重复上述操作直到current_frequency>2631(即50000000/2631=19000 Hz),遵照电流最大法找到_Value=100,并记录下此时的频率控制字end_frequency=2571,Done输出高电平,此时扫频过程结束。扫频模块仿真时序图如图5所示。

图5 扫频模块仿真时序图
2.2数字鉴相器模块
系统采用锁相式频率跟踪,利用采样电路获得电流信号和电压信号的相位脉冲波形,检测二者的相位差,根据相位差控制振荡频率,使换能器保持在相位差为零的工作状态。因此,数字鉴相器是整个频率跟踪模块设计的重点。
数字鉴相器模块如图6所示,其中SysClk_50MHz为时钟信号;SysRst_n为异步复位信号;;Pin_1为电流脉冲输入信号;Pin_2为电压脉冲输入信号;dn为电流相位超前电压相位时的相位差信号;up为电压相位超前电流相位的相位差信号。

图6 数字鉴相器模块
数字鉴相器具体工作原理:对Pin_1和Pin_2的上升沿进行监测,当检测到Pin_1信号的上升沿时,dn保持低电平不变,判断此时Pin_2信号的电平,如果为低电平,那么up输出高电平,否则up也保持低电平不变;当检测到Pin_2信号的上升沿时,up保持低电平不变,判断此时Pin_1的电平,如果为低电平,那么dn输出高电平,否则dn也保持低电平不变[4]。
数字鉴相器模块仿真时序图如图7所示,由图7可知,光标线1左边Pin_1相位超前Pin_2相位,此时up输出高电平,dn输出低电平;光标线1位置为理想工作点,Pin_1相位和Pin_2相位一致,此时up和dn均输出低电平;光标线1右边Pin_2相位超前Pin_1相位,此时up输出低电平,dn输出高电平。

图7 数字鉴相器模块仿真时序图
2.3频率跟踪模块
频率跟踪模块如图8所示,频率跟踪模块是根据鉴相器的相位差信号输出频率控制数,当Done信号为高电平时的第一个时间周期将f_in数据传送给f_cnt,即执行f_cnt≤f_in;接下来对up和dn信号进行检测,当up信号为高电平时,模块中的计数器开始计数,输出的频率计数值f_cnt在原有的基础上减1,即执行语句f_cnt≤f_cnt-1;当dn为高电平时,模块中的计数器开始计数,输出的频率计数值f_cnt在原有的基础上加1,即执行f_cnt≤f_cnt+1。
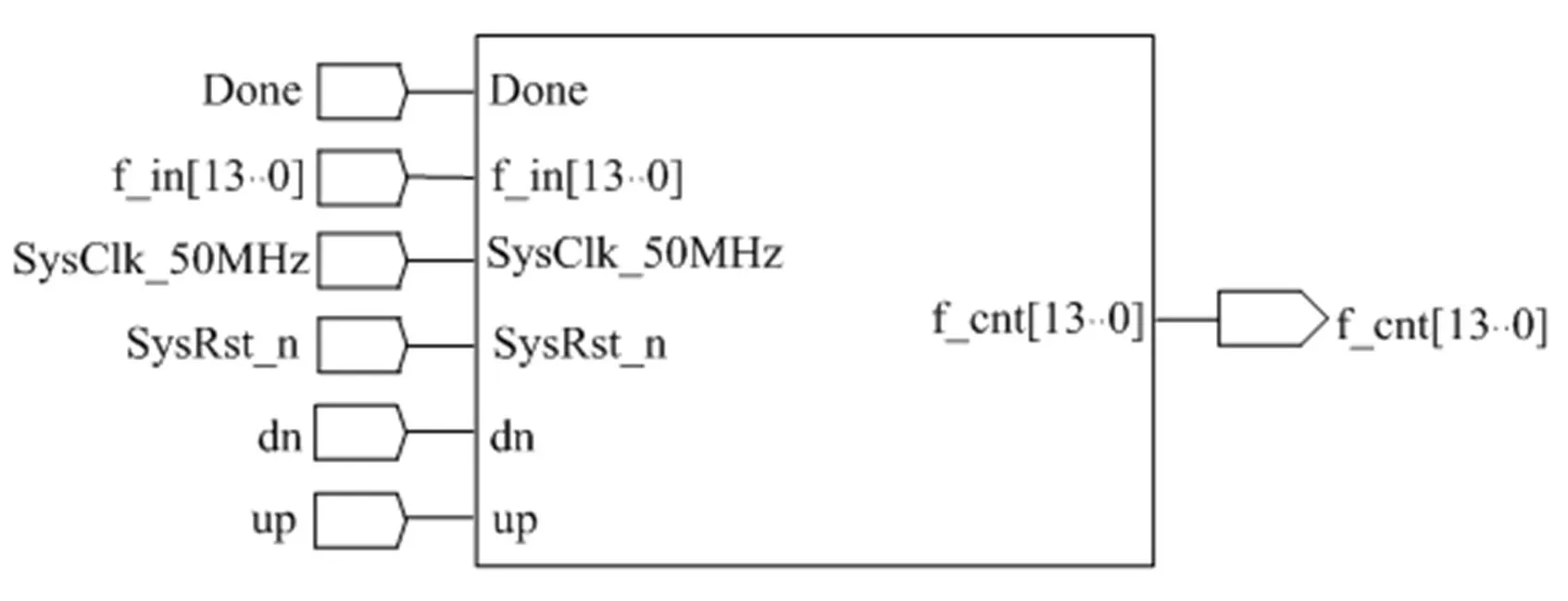
图8 频率跟踪模块
频率跟踪模块仿真时序图如图9所示,当监测到扫频状态信号Done为高电平时,频率跟踪模块启动,将扫频结果f_in赋值给f_cnt,之后对相位差信号dn和up进行监控,当检测到dn信号为高电平,up信号为低电平,此时Pin_1超前Pin_2,锁相环进入跟踪状态,执行语句f_cnt≤f_cnt-1,对频率控制进行调控,进而控制四路PWM频率信号使电路达到谐振状态;当检测到dn信号和up信号均为低电平,表示Pin_1和Pin_2同相位,锁相环进入锁定状态,此时电路工作在谐振状态;换能器工作一段时间由于老化发热导致固有频率发生变化,锁相环进入失锁状态,当检测到dn信号为低电平,up为高电平,此时Pin_2超前Pin_1,锁相环进入跟踪状态,执行语句f_cnt≤f_cnt+1,对频率控制进行调控,进而控制四路PWM频率信号,使电路达到谐振状态。

图9 频率跟踪模块仿真时序图
3 试验结果
根据上述理论分析,以IGBT模块作为逆变器核心部件,以EP4CE15F17C8作为核心控制器件,设计了恒功率的超声波金属焊接电源,并搭建了超声波焊接电源平台。配备3 kW的超声波电阻焊接机头,具备良好的焊接工艺性能,焊接电源的换能器不会因为工作时间的长短出现明显的功率不匹配现象。图10为超声焊接时换能器两端的电流、电压波形,其中1为电压波形、2为电流波形,由图可知此时电流电压相位差接近于0,换能器处于谐振状态。

(a) 振幅60%,2740W (b) 振幅50%,1940W
4 结论
采集换能器电流电压信号,并将电流电压信号转为方波送到FPGA处理,经过FPGA的处理得到电流电压超前滞后的关系,并利用相应的算法实现了对换能器频率的跟踪。
参考文献
[1] 谢勇,方宇.大功率超声波逆变电源的研制[J].电力电子技术,2001,35(5):28-31.
[2] 张文.基于全数字锁相环的感应加热电源研制[D].济南:山东大学,2007.
[3] 车保川.基于FPGA应用的超声波电源的研究[D].江苏:江南大学,2008.
[4] 胡春华.数字锁相环路原理与应用[M].上海:上海科学技术出版社,1990.
Research on Frequency Tracking of Ultrasonic Welding Power Supply Based on FPGA
Liu Xiaoguang1Liu Pingfeng1, 2Jiang Xiaoming1Wang Pan1He Liang1
(1.Guangdong Institute of Automation, Guangdong Key Laboratory of Modern Control Technology, Guangdong Open Laboratory of Modern Control & O-M-E Technology 2. Department of Automation, Guangdong University of Technology)
The frequency tracking speed and accuracy of ultrasonic welding power supplies directly affects the quality of welding. For slow of tracking, load mutation volatile lock and other shortcomings of the analog PLL, we develop a kind of ultrasonic welding power source based on FPGA. This study focuses on the design of the power control system, and a simulation software is to verify modules. The ultrasonic welding test platform is set up to record relevant test data and analyze the data.
Ultrasonic Welding Power; All Digital Phase-Locked Loop; Frequency Tracking; FPGA
刘晓光,男,1980年生,硕士,助理研究员,主要研究方向:电力电子技术等。E-mail: xg.liu@gia.ac.cn
广东省中国科学院全面战略合作项目(2012B091100262);广州市越秀区科技计划项目(2012-GX-013)。