MCRC硫磺回收装置堵塞原因分析及预防措施
2015-10-13熊俊杰李涛王小强唐红英瞿杨
熊俊杰 李涛 王小强 唐红英 瞿杨
1.中国石油西南油气田公司川中油气矿磨溪天然气净化一厂 2.中国石油西南油气田公司重庆天然气净化总厂
MCRC硫磺回收装置堵塞原因分析及预防措施
熊俊杰1李涛1王小强2唐红英1瞿杨2
1.中国石油西南油气田公司川中油气矿磨溪天然气净化一厂 2.中国石油西南油气田公司重庆天然气净化总厂
针对MCRC硫磺回收装置经常出现堵塞的问题,分析了中国石油西南油气田公司川中油气矿磨溪天然气净化一厂MCRC硫磺回收装置发生堵塞的原因、容易发生堵塞的环节和部位,提出了相应的预防措施。分析结果表明,为了保障装置开工率,在开、停工过程中应加强对各操作步骤及控制节点的把握;在生产运行过程中应保证对硫磺回收装置各运行参数的控制;在检修过程中应保证系统除渣效果及设备压力检测质量。
MCRC 硫磺回收 堵塞 预防措施
中国石油西南油气田公司川中油气矿磨溪天然气净化一厂硫磺回收装置采用直流法低温克劳斯MCRC三级转化工艺。自2011年5月开产以来,该装置多次发生堵塞,影响硫磺回收装置的正常操作。根据装置的实际情况,对硫磺回收装置中经常发生的堵塞问题进行浅析,针对容易发生堵塞的部位提出了预防措施。
1 MCRC硫磺回收装置堵塞案例介绍及分析
1.1 一级硫磺冷凝器液硫管线及液硫封堵塞
1.1.1 堵塞情况介绍
2011年6月30日,MCRC硫磺回收装置自开车以来已运行近2个月,硫磺回收单元酸气及空气回压开始逐步上升,从正常运行的12kPa升至最高35kPa。根据各级硫磺冷凝器出口液硫采样包出硫情况,初步判断为一级硫磺冷凝器出口液硫管线及液硫封发生堵塞。通过疏通一级硫磺冷凝器出口液硫管线及定时关闭、打开一级硫磺冷凝器液硫出口旋塞阀,堵塞情况得以缓解。

1.1.2 原因分析

分析表明,造成堵塞的主要原因是杂质的存在。在检修过程中发现,主燃烧炉内高温耐火材料及废热锅炉出口端设备防腐涂层脱落情况明显,如图2所示。通过观察一级硫磺冷凝器液硫采样包内过滤网中杂质情况,可以推断该处发生堵塞的原因为设备内表面高温防腐涂层的脱落。此外,空气中夹杂的沙尘或其他杂物会通过风机进入硫磺回收系统,导致管道或阀门堵塞;管道的焊接部位不经过清理,也会导致焊渣在下游聚集,从而造成堵塞[1]。
1.2 三级硫磺冷凝器过程气出口管线堵塞
1.2.1 堵塞情况介绍
2011年10月31日,130×104m3/d联合装置硫磺回收系统三级硫磺冷凝器出口温度(TI-1325)下降明显,最低降至96℃,无法通过锅炉上水自动调节,故采取如下措施:①对锅炉上水调节阀、三级硫磺冷凝器出口温度变送器进行现场调校;②向三级硫磺冷凝器内通入暖锅蒸汽,保证三级硫磺冷凝器出口温度稳定在127℃左右;③加强巡检,密切注意硫磺回收系统回压以及各级液硫采样包出硫情况。2011年11月1日14:00左右,130×104m3/d联合装置硫磺回收系统回压上升趋势明显,当二级反应器处于再生状态时,三级硫磺冷凝器出口采样包无液硫流出。对三级硫磺冷凝器液硫出口管线进行疏通,并未发现管线堵塞。此时,硫磺回收系统酸气回压升至40kPa,并有继续上升的趋势,随后将MCRC硫磺回收装置临时停车,对三级硫磺冷凝器进行疏通。MCRC硫磺回收单元重新开车,发现系统回压仍较高,通过对系统各段管线进行排查,最终发现在三级硫磺冷凝器过程气出口管线处发生硫磺堵塞,见图3。在对该处管线进行加热疏通后,问题得以解决。
1.2.2 原因分析

根据分析,造成三级硫磺冷凝器堵塞的主要原因是冷凝器发生内漏,腐蚀物及硫蒸气凝固堵塞。由于硫磺回收单元过程气中含大量酸性气体,设备腐蚀程度相当严重。在堵塞案例二中,发现硫磺冷凝器换热管与管板连接焊缝处开裂,导致硫磺冷凝器壳程内软水发生错流,进入过程气管线内,使得该级硫磺冷凝器出口过程气温度难以控制。同时,由于过程气流通过程中水、汽增多,导致该级硫磺冷凝器发生堵塞。
在硫磺回收装置中,酸性介质贯穿整个工艺管道系统,管壁腐蚀不可避免。腐蚀物脱落后会在管道中聚集并造成堵塞。腐蚀产物FeS、FeSO3、FeSO4等与液硫结合,会形成灰黄色的凝结物,质地坚硬,一旦堵塞管道,很难处理[2]。此外,硫磺回收装置临时停车后,由于温度下降,管道内残存的硫蒸气形成固态硫磺,也会造成过程气管道或其他气体通道的堵塞[3]。
2 容易发生堵塞的部位及预防措施
通过对磨溪天然气净化厂硫磺回收装置两年来的运行情况进行总结,确定装置中容易发生堵塞的环节和部位,并提出相应的预防措施。
2.1 液硫管线
出各级硫磺冷凝器的液体硫磺通过液硫管线流向液硫池,在液硫池内完成脱气,再通过液硫泵送至成型车间或其他地方储存。液硫黏度与温度不是简单的线性关系(见图4),温度的变化严重影响其流动性[2]。
为了保证液硫具有较好的流动性,防止管道中发生硫磺积聚和堵塞,在液硫管道的安装方面需注意以下几点:
(1)所有液硫管线必须采用蒸汽夹套管,用约150℃的饱和低压蒸汽伴热[4]。
(2)从硫磺冷凝器到液硫池的液硫管线设置约10°的倾斜度,确保液体硫磺能自流至液硫池。
(3)在所有管道改变方向的位置采用法兰十字头连接,并在十字头的开口法兰部位留有足够的空间,方便在发生堵塞时打开法兰进行疏通。
(4)管道分段法兰之间的夹套蒸汽跨接要遵循高进低出的原则,蒸汽从高点进,低点出,以防凝液积存。
2.2 各级液硫封
液硫封主要通过液硫柱进行密封,起到防止过程气溢出的作用。同时,可分离液硫中所夹带的沉渣。在硫磺回收装置运行过程中,液硫中所夹带杂质在液硫封的沉渣段不断沉积,很容易导致液硫封堵塞,如图5所示。

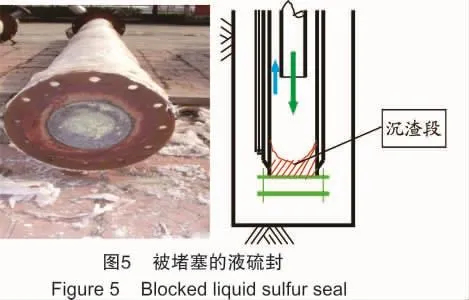
为了尽量避免上述情况的发生,可采取以下措施:①在检修过程中做好对液硫封的清渣工作;②对上游反应器内催化剂进行筛分,防止过多粉化物带入液硫封;③在开工过程中,保证硫磺回收系统吹扫质量。
2.3 过程气旁路管线上的夹套阀
当MCRC硫磺回收装置在开、停工操作时,过程气通过冷、热旁路对下级反应器进行升温或降温操作。由于过程气旁路管线很少使用,如果管道和阀门的温度低于120℃,管道中留存的硫蒸气就会凝结造成阀门堵塞。
预防措施:①阀门应有单独的加热蒸汽管线;②阀门应水平放置,且位于进出口管线的最高点;③在开、停工前,确认夹套阀是否存在卡阻。
2.4 过程气管线垂直段低点
对于过程气管线垂直段低点(即各级冷凝冷却器出口法兰处),尤其是在装置非正常停工(即没有彻底停工退料)期间,应严格控制过程气出口温度不得低于设计值127℃,并保证该特殊时段有效保温。
2.5 反应器床层
在停工过程中,往往由于除硫不彻底导致反应器床层堵塞。同时,各级反应器内部衬里脱落及催化剂粉化(见图6),均会造成不同程度的反应器床层堵塞现象。

因此,在停工除硫作业过程中,必须严格控制各级反应器床层温度,在检修过程中做好反应器内部清渣工作,并定期通过床层温差或实地测量进出口压降进行分析判断。
2.6 其他容易发生堵塞的位置
其他容易发生堵塞的位置主要包括主燃烧器的各个管口及采样阀。主燃烧器上安装火焰检测仪、视镜、差压计等仪表的管口部分存在大量硫蒸气,在低温条件下会凝结成固体硫磺,堵塞仪表管线,使仪表无法正常工作。此外,如果管口温度过高,也可能会对仪表造成损坏。因此,采用氮气进行连续吹扫是防止堵塞、保护仪表不受损坏的有效办法。
由于过程气中含硫蒸气和酸性介质,需采用特殊的柱塞式采样阀,防止硫蒸气凝结或腐蚀物聚集造成堵塞。在采样阀的安装过程中,需要遵循以下两点:
(1)采样阀应尽量靠近工艺管线或设备外壁安装,当阀门处于关闭状态时,阀柱应能完全透入工艺管线或设备的管壁。
(2)安装采样阀时应向下倾斜约10°,避免安装采样阀的连接处被硫磺堵塞。
3 结语
堵塞是影响硫磺回收装置安全平稳运行的重要原因,若硫磺回收装置停工,将直接影响上游脱硫、脱水装置的运行,从而导致天然气净化装置开工率下降。为了减少因硫堵造成的天然气净化装置临时停车,结合磨溪天然气净化一厂MCRC装置投运两年来的实际运行情况,针对MCRC装置的生产运行管理提出以下建议:
(1)在MCRC硫磺回收装置正常开、停工过程中,对易造成堵塞的环节及时做好保温伴热措施,如:冷旁通、热旁通。
(2)提高检修质量,对装置容易发生堵塞的部位加强施工质量控制。
(3)在对各级硫磺冷凝器、反应器等内部设备进行抢修时,尽可能在较彻底地完成系统除硫后再实施。
(4)加强公用工程系统生产运行管理,确保回收设备管线的伴热、保温及保护。如:确保蒸汽压力、氮气压力的稳定。
(5)在日常生产过程中,加强对各级液硫采样包出硫情况的巡检。
(6)定期对各级硫磺冷凝器进行在线压力试验,提前发现硫磺冷凝器管、壳程介质是否出现错流,以减少非计划停工频率。
[1]关昌伦.MCRC硫磺回收工艺初探[J].天然气工业,1991,11(4):86-92.
[2]诸林.天然气加工工程[M].北京:石油工业出版社,2008.
[3]王开岳.天然气净化工艺——脱硫脱碳、脱水、硫磺回收及尾气处理[M].北京:石油工业出版社,2005.
[4]朱国强,王志雄,武军山,等.神华宁煤甲醇厂克劳斯硫回收系统硫堵原因分析[J].石油与天然气化工,2011,40(3):250-253.
Analysis and preventive measures of blockage in MCRC sulfur recovery unit
Xiong Junjie1,Li Tao1,Wang Xiaoqiang2,Tang Hongying1,Qu Yang2
(1.Moxi No.1 Natural Gas Purification Plant,Central Sichuan Oil and Gas District,PetroChina Southwest Oil &Gasfield Company,Suining610000,China;2.Chongqing Natural Gas Purification Plant General,PetroChina Southwest Oil &Gasfield Company,Dazhu635100,China)
Aiming at the blocking problem of the MCRC sulfur recovery unit,the blocking reasons of MCRC sulfur recovery unit in Moxi Natural Gas Purification Plant of PetroChina Southwest Oil &Gasfield Company were analyzed.The parts are likely to be blocked and corresponding prevention measures were proposed.The analysis result showed that the control of operating steps and control nodes should be strengthened during the startup and shutdown processes in order to ensure the operating rate of the unit.The control of recovery equipment operating parameters should be guaranteed during the production operation;the removal effect of the slag in system and the pressure detection quality of the equipments should be ensured during maintenance process.
MCRC,sulfur recovery,blocking,preventive measures
TE64
B
10.3969/j.issn.1007-3426.2015.05.007
熊俊杰(1985-),男,工程师,2007年毕业于西南石油大学,化学工程与工艺专业,大学学历(工学学士),现任职于中国石油西南油气田公司川中油气矿磨溪天然气净化一厂,从事天然气处理与加工工作。E-mail:52340735@qq.com
2014-08-21;
2015-01-08;编辑:温冬云