基于三菱PLC和电机精确定位控制
2015-10-10方亚梅
方亚梅
(上海电机学院,上海 201306)
基于三菱PLC和电机精确定位控制
方亚梅
(上海电机学院,上海201306)
精确定位控制是工业控制中最重要的问题之一。通过三菱PLC FX3U能对步进电动和伺服电动机进行精确定位控制。在GX-Developer软件平台中将电机控制的梯形图程序和SFC步进顺控程序编写并进行调试检查,对实际应用和教学具有一定的参考价值。
步进电机;伺服电动机;三菱PLC;GX-Developer
1 电机位置控制问题
位置控制是机电一体化领域的重要问题。位置的精确性取决于控制模块和执行机构运动的精度大小。在自动化设备中,可以选用复杂且成本高的伺服控制系统达到精确定位的要求,但是对于定位精度要求高但是运动相对较简单的场合,可以利用PLC通过驱动控制电机达到相应的位置要求,且结构简单,成本低廉。
可编程控制器(PLC)为专用工控机,具有抗干扰能力强、可靠性极高、体积小等显著优点,是实现机电一体化的理想工业控制装置。其中PLC具有的运动控制功能,包括对直线运动和圆周运动的控制,适用于工业过程控制,广泛应用于各种机械、机床、机器人、电梯等场合。通过对电机及运动执行机构的开环或闭环控制,配合驱动控制电机,达到精确的位置运动要求。
本文基于三菱FX3U-16MT的PLC对步进电机和伺服电机的精确定位进行探讨,并利用GX-developer软件平台编辑和检查梯形图和SFC图。
2 步进电机的定位控制
步进电机的工作原理将电脉冲信号转变为角位移或者直线位移,带动工作台运动。实际中较常见的一种是步进电机和丝杠连接,将步进电机的旋转运动转变成工作台面的直线运动。它结构简单、控制方便、转动惯量低、定位精度高、无累积误差和成本低廉,因此常作为工控环境中的动力源。步进电动机通过控制电机的转数、转速及角位移,对工作台进行定位控制。正常情况下,脉冲信号的频率和脉冲数决定了步进电机的转速和角位移。基于其输出角位移正比于输入脉冲数,转速正比于脉冲频率的线性关系,且步进电机只要周期误差而无累积误差的优点,利用PLC加驱动器去控制步进电机,可以在低成本的条件下达到较好的定位效果。而步进电机反转则可以通过改变绕组通电相序实现。
步进电机及驱动的接线图如图1所示。
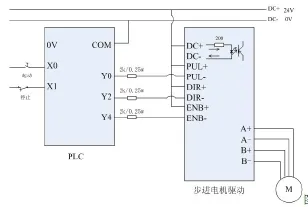
图1 步进电机及驱动的接线图
要求如下:X0的接通让步进电机转动;按下起动按钮X0,电机从A点运行至B点后停2s再返回A点停下;如图2所示控制。
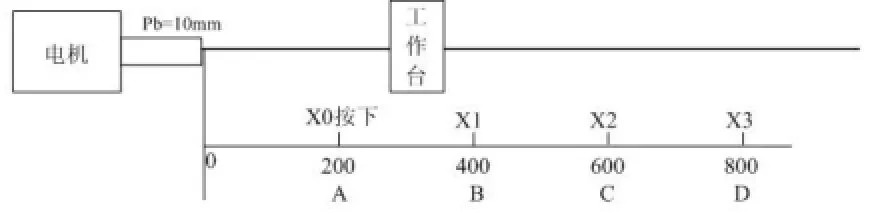
图2 步进电动机位置图
步进电机负端驱动,驱动要求5V,用24V电源,接电阻限流。电流流出后驱动PLC端口,因为二极管I<20mA,电阻2K+200,所以I=24V/2200Ω≈10mA。
利用三菱PLC编程软件GX-Developer,将针对上述问题的程序写入编程工具。用户可以在脱机程序下对程序进行调试。具体梯形图程序如图3所示。
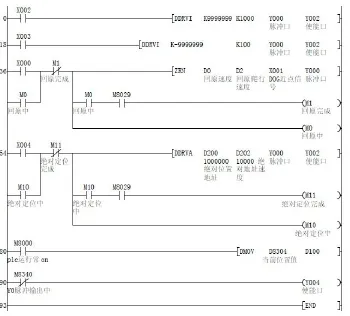
图3 步进电机定位控制参考程序
3 伺服电机的精确定位控制
步进电机属于开环控制,工作台的位移完全由电机转数决定。而在实际工作过程中,步进电机存在失步、因转角不完全精确造成的周期性误差等因素,不能达到精确定位控制的要求。伺服电机一种在伺服系统中控制执行机构运转的发动机,属于补助马达间接变速装置。这种电机以电压信号转化为转矩和转速以驱动工作台,位置精度非常精确。相比而言,伺服电机因为有反馈装置,将工作台的位置信息反馈至系统输入端,消除位置误差,大大提高了定位控制精度。伺服电机驱动为MR-E-100A-KH003,接线图如图4所示。图5位伺服电机定位位置图,伺服电机的尾部装编码器,起反馈作用。工作台与丝杆螺距:Pb=10mm。自动运行过程:要求电气精度达到0.001mm。
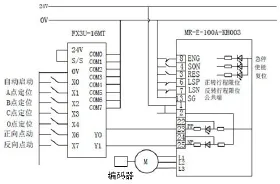
图4 伺服电机及驱动接线图
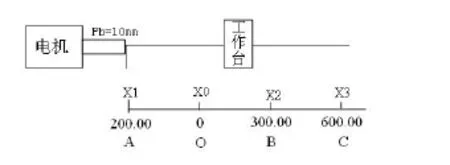
图5 伺服电机定位位置图
利用步进顺控的方式先确定上述问题的流程图,初始块用于记忆存储最近一次的执行结果,防止断电等原因重启电机导致程序执行中断后不能继续进行。自动找寻零点,按照O点,B点,C点,A点然后回到O点的自动循环。在实际环境中,有时候需要手动操作到A点,B点,C点,故设置成如图6所示的SFC图。
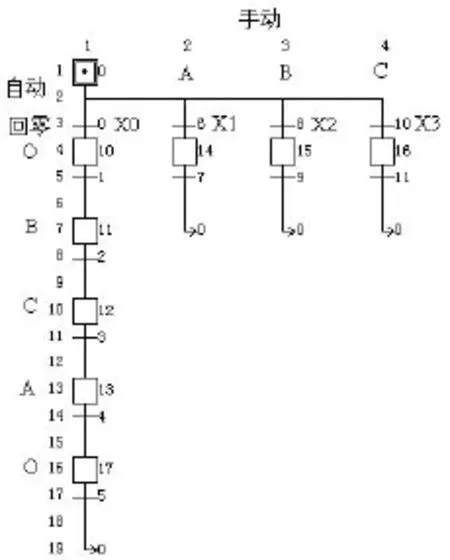
图6 伺服电机电机控制的参考SFC
利用GX-Developer中的程序检查功能,再检测上述两个程序是否有错误。
[1]胡佳丽,闫宝瑞,等.S72200PLC在伺服电机位置控制中的应用[J].自动化仪表,2009,30(12):38-41.
[2]李宁.PLC控制伺服电机准确定位的方法[J].现代电子技术,2010.
Accurate Positioning Control Based on Mitsubishi PLC and Motor
FANG Ya-mei
(Shanghai Dianji University,Shanghai 201306,China)
Accurate positioning control is one of the most important problems in industrial control.In this paper,through the Mitsubishi PLC FX3U,accurate positioning control can be done on stepper motor and servo motor.In GX-Developer software platform,programming and debugging the motor control ladder diagram program and SFC stepping sequence control has certain reference value for practical application and teaching.
step motor;servo motor;Mitsubishi PLC;GX-Developer
TP211+.4
A
2095-980X(2015)11-0034-02
2015-10-22
方亚梅(1989-),女,安徽绩溪人,硕士,主要研究方向:机电一体化及数控机床。
