催化裂化增产汽油SGC-1催化剂的工业应用
2015-09-03杨轶男毛安国田辉平
杨轶男,毛安国,田辉平,牛 驰
(1.中国石化石油化工科学研究院,北京 100083;2.中国石化北京燕山分公司)
催化裂化增产汽油SGC-1催化剂的工业应用
杨轶男1,毛安国1,田辉平1,牛 驰2
(1.中国石化石油化工科学研究院,北京 100083;2.中国石化北京燕山分公司)
介绍了增产汽油SGC-1重油裂化催化剂在中国石化北京燕山分公司第二套重油催化裂化装置上的工业应用情况。结果表明,与空白标定时使用VRCC催化剂相比,在最大汽油产率方案、最大装置加工量方案和最大掺渣率方案下,汽油产率分别达到47.57%,47.05%,47.10%,分别增加了4.56,4.04,4.09百分点,干气、汽油和焦炭的选择性有所改善,尤其是汽油的选择性明显提高,总液体收率变化不大。SGC-1催化剂对增产汽油效果明显、对原料适应性好、干气选择性好,满足催化裂化装置改善产品分布的要求。
催化裂化 催化剂 汽油选择性
催化裂化技术是将劣质重油转化为轻质燃料油最有效的技术之一,在汽油和柴油等燃料油的生产中占有重要的位置[1]。在世界范围内,大约45%的汽油来自催化裂化装置和烷基化装置等,美国约有35%的商品汽油来自于催化裂化汽油,我国催化裂化汽油约占商品汽油的70%。在综合性炼油厂中,催化裂化工艺一直发挥着关键作用,是主要的转化工艺。对于很多炼油厂来说,催化裂化装置是取得经济效益的关键,它的成功运行与否决定了炼油厂在市场中能否保持竞争力[2]。因此,催化裂化装置汽油产率的高低将直接影响到整体汽油市场的供给能力,增加催化裂化汽油产率无疑是炼油厂提高经济效益、优化产品结构、提高企业竞争力的主要途径[3-4]。
随着我国经济的持续快速发展,国内汽车拥有量和汽油产销量的增速超越了同期国民经济增长速度,也远高于西方发达国家的增速。从2005年开始,我国机动车出现井喷式增长,2009年汽车产量和销量分别达到1 379万辆和1 364万辆,成为世界第一大汽车产销国[5]。2013年,我国汽车产销双双超过2 000万辆,增速大幅提升,并且再次刷新全球记录,已连续五年蝉联全球第一。随着汽车工业的快速发展,中国汽油消费量由2000年的34.52 Mt上升到2013年的94.19 Mt,年均增长12.3%。同时,汽油产量由41.36 Mt上升到98.33 Mt,年均增长9.8%。可见国内汽油供应虽然能够暂时性满足目前需要,但其增长比例却明显低于需求量的增长。
中国石化北京燕山分公司(简称燕山分公司)第二套S Zorb装置于2013年10月25日建成投产,目前800 kt/a重油催化裂化装置(简称二催化)和2.0 Mt/a重油催化裂化装置(简称三催化)满负荷运行,催化裂化汽油产量也仅有约1.41 Mt/a,S Zorb装置难以实现满负荷经济运行。为此,催化裂化装置应采取有效措施,提高催化裂化汽油产量成为当务之急。中国石化石油化工科学研究院(简称石科院)科研人员根据催化裂化的反应机理,针对二催化进料掺渣率和重金属含量较高的特点,在裂化催化剂活性组元和基质的选取、不同类型催化材料的配伍和催化剂制备工艺的优化等方面进行了研究,开发出SGC-1增产汽油裂化催化剂。本文主要介绍SGC-1催化剂在燕山分公司的工业应用情况。
1 SGC-1裂化催化剂的技术特点及作用原理
SGC-1催化剂增产汽油的技术思路如下:①采用多种具有不同稀土含量的分子筛,使催化剂具有适度的阶梯分布裂化活性。②应用新型结构稳定分子筛,调整稀土含量和超稳化程度,提高分子筛硅铝比,提高其开环能力或引入具有较高开环能力的分子筛。③提高催化剂基质中大孔的比例,以提高其对重质油大分子的可接近性,同时改善产物分子从孔内向外扩散的能力。大孔基质有利于提高催化剂的抗金属污染能力,尤其是加工含有较高浓度的铁、镍和钙等的原料。④对天然矿物质进行改性,适当提高基质的酸性,在对原料重油大分子进行预裂化的同时能够发挥催化剂抗重金属污染的能力。同时,为了防止环烷烃脱氢反应的发生,催化剂应具有适宜的Lewis酸中心密度。⑤提高分子筛的酸中心强度,适当降低酸中心密度以得到适宜的氢转移反应活性,控制基质的生焦选择性。总之,SGC-1催化剂的设计核心是对催化裂化主反应和副反应的合理控制,以及催化剂活性组元和基质的合理搭配。
2 装置概况及工业试验过程
二催化反应器和再生器为高低并列式布置,采用富氧再生工艺技术、VQS旋流气固快速分离系统和KH-4高效雾化进料喷嘴。该装置是我国首套处理全大庆减压渣油的催化裂化装置,自1998年11月开始使用专用DVR-1催化剂,为提高重质原料的适应性,自2007年12月开始使用VRCC-1催化剂。2011年,为提高催化裂化汽油产率,满足燕山分公司S Zorb装置满负荷运转的要求,根据燕山分公司增产汽油的需求,石科院针对其二催化原料特点研制开发了SGC-1增产汽油专用催化剂。二催化于2013年5月28日开始使用SGC-1催化剂,按照装置正常的催化剂消耗和跑损速率进行系统催化剂置换,SGC-1催化剂补充量在2.5~3.0 t/d。二催化混合进料主要为减压蜡油掺混部分减压渣油。
在SGC-1催化剂工业应用期间,二催化混合原料的性质因炼油厂整体生产加工流程调整的需要而相应变化。同时,装置在新周期运转后,因检修中更换的雾化进料喷嘴在制造或施工时损坏,导致开工后催化剂大量跑损,尽管大量外甩油浆,油浆固含量仍超过10 g/L。使用SGC-1催化剂后,自然跑损量有所降低。此后在操作上采取了降低沉降器汽提蒸汽量等调整手段,催化剂自然跑损量由初期的5.0 t/d降到3.5~4.0 t/d,油浆固含量稳定在8~9 g/L,此期间为维持反应-再生系统催化剂藏量,平均每月向系统补充约30 t三催化装置的CGP-1平衡剂。为彻底解决油浆固含量高的问题,二催化于2014年5月10日停工检修,更换了全部KH-4进料喷嘴,催化剂自然跑损量降到正常状态,新鲜催化剂单耗由检修前的1.05 kg/t降至0.75 kg/t,且不再补充平衡催化剂,油浆固含量低于5 g/L。
为了全面考察和对比增产汽油SGC-1催化剂的使用效果,2013年5月23日进行了VRCC催化剂空白标定,2014年4月23日和2014年8月5日至8月7日进行了最大汽油收率、最高加工量和最大掺渣率等不同标定方案的总结标定,分别计为标1、标2和标3。
3 标定结果与讨论
3.1 加工量和原料油性质
原料油性质是决定催化裂化产品结构的基础,一般相近馏程和组成的原料油密度越大,芳烃含量越高,裂化反应性能就越差,汽油产率就越低。随着原料油的类属从石蜡基逐渐过渡到中间基,再到环烷基,原料油的密度逐渐增大,特性因数逐渐降低,裂化难度增加,汽油产率逐渐下降[6]。
各次标定的装置加工量及混合原料油性质见表1。由表1可知:加工量变化范围在2 611~2 771 t/d之间,标1和标3的加工量与空白标定时基本相当,标2的加工量比空白标定高108 t/d;与空白标定时相比,标1原料的密度、残炭以及胶质含量均略有增加,饱和烃含量降低,芳烃含量略有降低,氢质量分数增加0.33百分点,金属含量略有降低,综合来看,标1原料更重也更难裂化;与空白标定时相比,标2和标3原料的残炭、黏度和氢含量略有增加,四组分组成基本相当,密度和金属含量略有降低,综合来看,标2和标3原料的性质与空白标定时基本相当,可比性较好。
3.2 催化剂性质
表2列出了SGC-1和VRCC新鲜催化剂的分析数据。由表2可见,与对比剂VRCC相比,增产汽油SGC-1裂化催化剂具有更高的Al2O3含量、相对低的RE2O3含量、更大的孔体积和更高的初始反应活性,从筛分组成上看,SGC-1的平均颗粒直径略小于对比剂VRCC,二者的强度基本相当。
表3列出了各次标定的再生催化剂分析数据。由表3可见,与对比剂VRCC相比,SGC-1催化剂标定期间由于掺兑了部分平衡剂,导致总体上系统平衡催化剂性质与对比剂有一定差异。
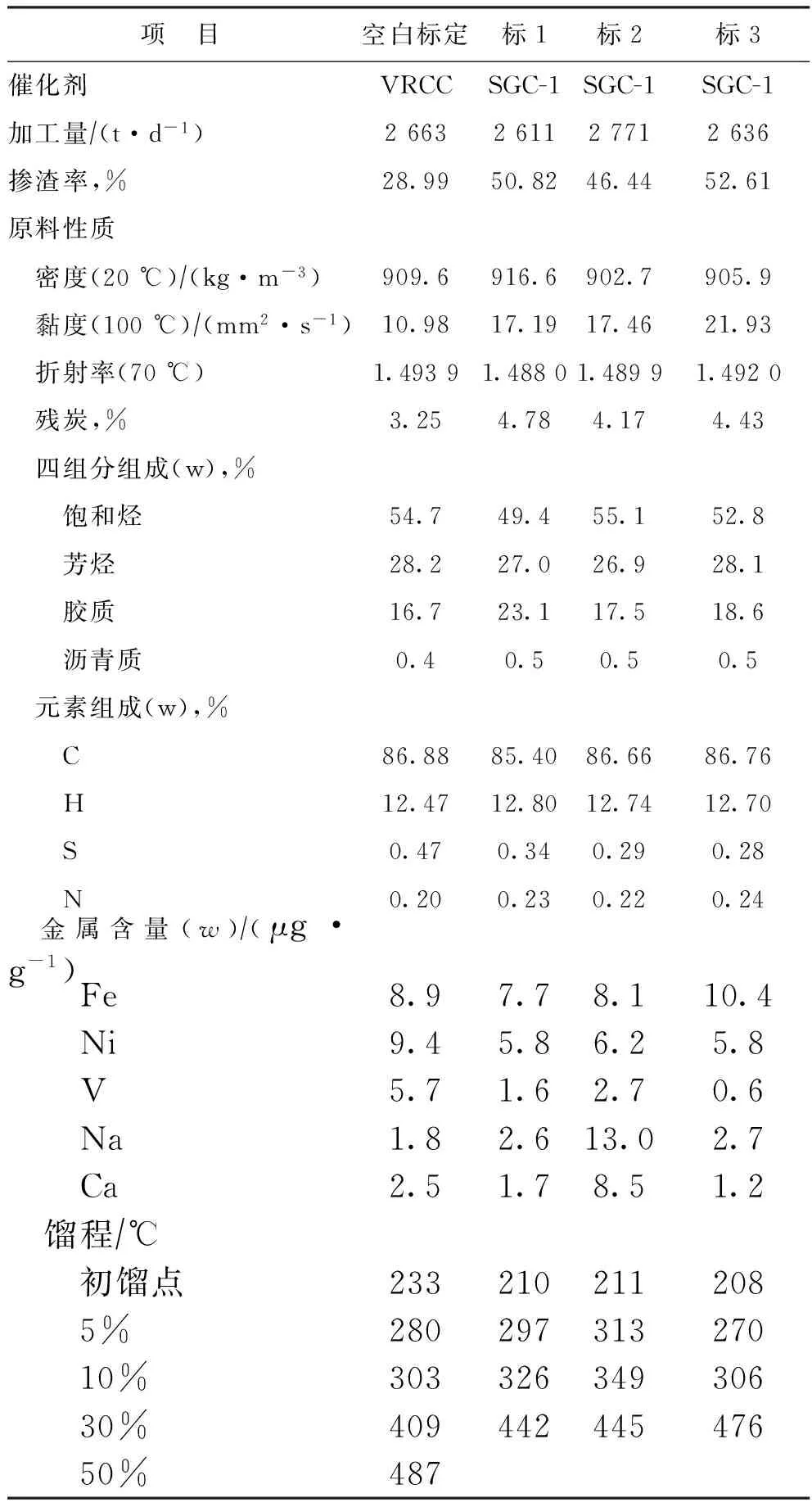
表1 加工量及混合原料油性质
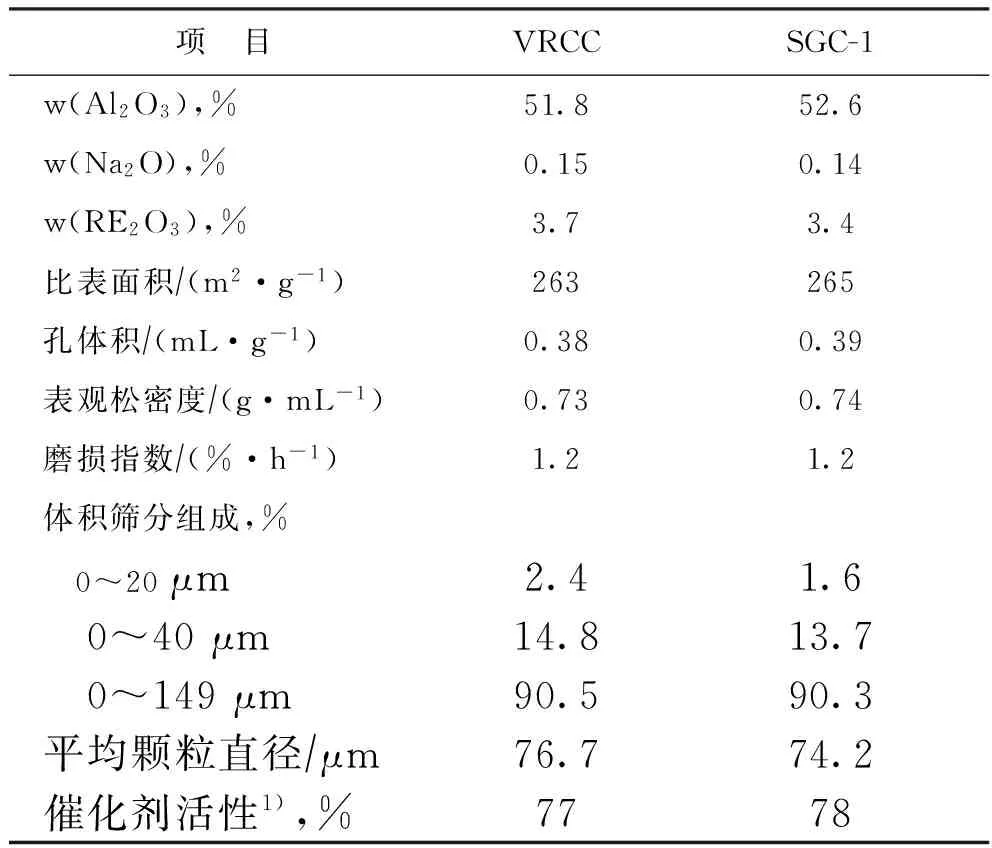
表2 新鲜催化剂的性质
1) 条件:800 ℃,4 h,100%水蒸气。表3同。
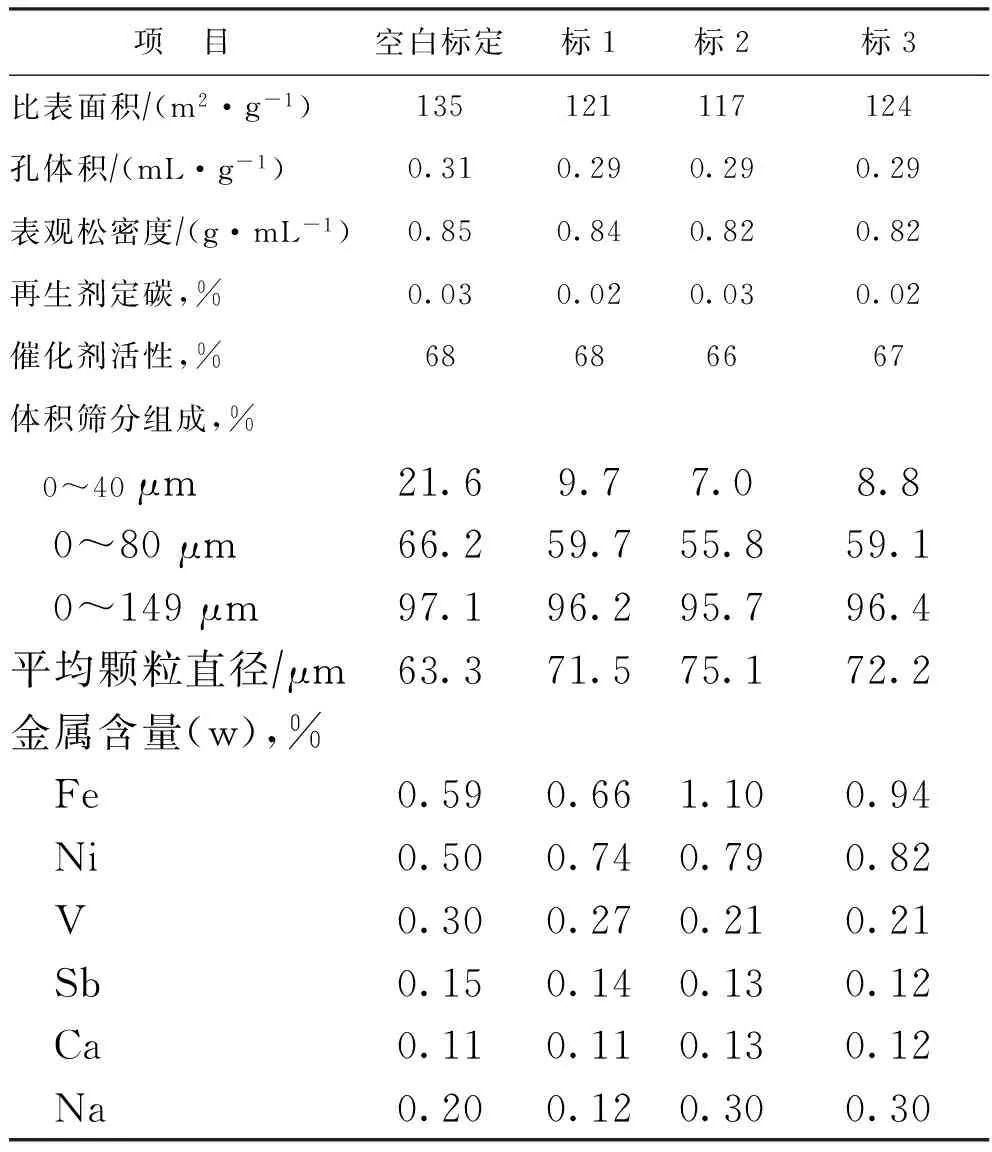
表3 再生催化剂的性质
3.3 操作条件
各次标定的反应-再生系统的主要操作条件见表4。标定期间装置在操作上没有采用急冷措施,同时均采用回炼的操作方式,标1和标3分馏系统的油浆直接外甩出装置,空白标定和标2均有一定量的油浆返回提升管反应器进行回炼,各次标定均没有应用汽油回炼改质技术,采用部分蒸汽和部分装置自产干气作为提升管反应器的预提升介质。
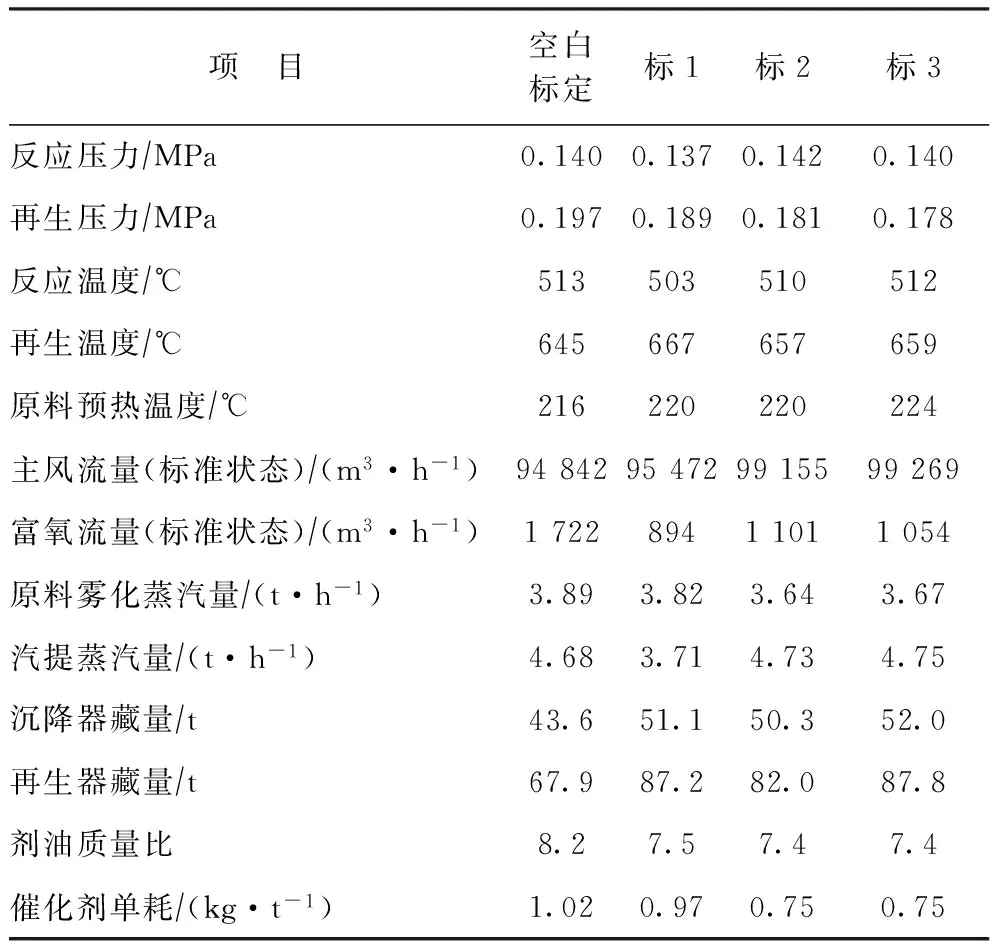
表4 反应-再生系统的主要操作条件
由表4可见:由于装置实际生产运行的需要,各次标定的主要操作条件略有差异;标1的裂化反应条件相对于空白标定较为缓和,表现在反应温度降低和剂油比降低等方面;标2和标3的反应-再生系统主要操作条件基本相当;与空白标定时相比,标2和标3的反应温度与空白标定时相差不大,但是剂油比明显降低,这将会影响到SGC-1催化剂裂化反应性能的充分发挥。此外,装置在2014年5月更换KH-4进料喷嘴后,催化剂单耗也由更换前的1.0 kg/t左右降低到0.75 kg/t左右的正常范围。
3.4 产物分布
表5为各次标定时的物料平衡计算结果。由表5可见:在最大汽油产率标定方案下,与空白标定时相比,标1的H2~C2产率降低了0.42百分点;C5~221 ℃馏分产率为47.57%,增加了4.56百分点;转化率为75.71%,增加了1.85百分点;轻质油产率64.43%,与空白标定时相近;总液体(液化气+汽油+柴油)收率为80.98%,降低了0.75百分点。空白标定和标1的两组物料衡算结果表明,使用SGC-1催化剂后,由于催化裂化原料变重和操作苛刻度降低的影响,与使用VRCC催化剂时相比,虽然物料衡算的C5~221 ℃馏分产率增加4.56百分点,远远超过了中国石油化工股份有限公司(简称中国石化)合同指标要求的汽油产率提高2百分点以上的目标要求,但是由于装置设备原因引起的催化剂跑损严重而加大了新鲜催化剂的补充量,以及裂化反应条件变化的影响,导致转化率虽然有明显增加,但是油浆产率较高,详细物料衡算中总液体收率略有降低。
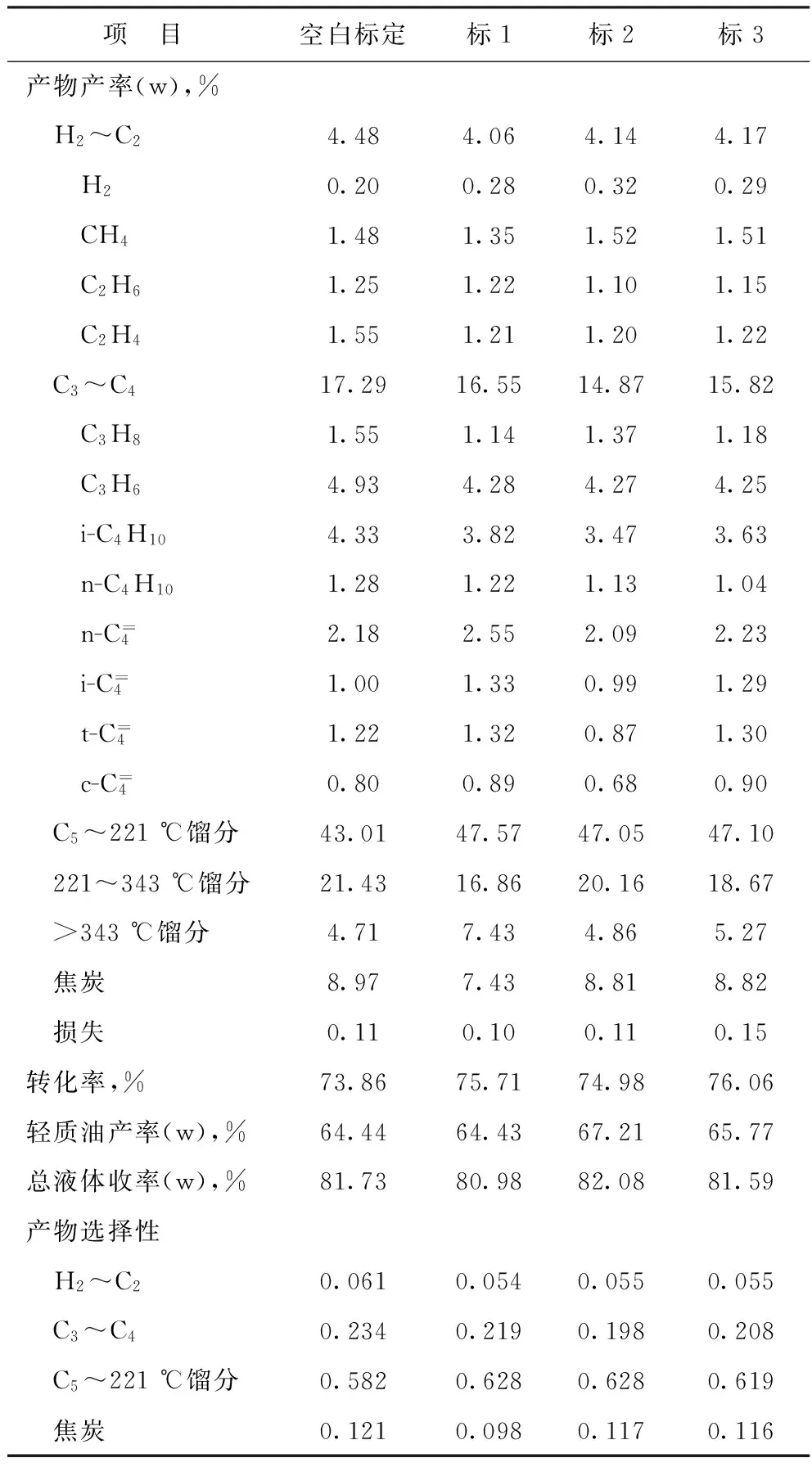
表5 物料衡算结果
在最高装置加工量标定方案下,物料衡算的数据表明:与空白标定时相比,标2的转化率增加1.12百分点;C5~221 ℃馏分产率增加4.04百分点;轻质油产率增加2.77百分点;总液体收率增加0.35百分点;H2~C2产率降低0.34百分点。空白标定和标2的物料衡算结果表明:在相近操作工况、相近原料油性质、较大装置加工量的条件下,使用SGC-1催化剂后,与使用VRCC催化剂时相比,物料衡算的C5~221 ℃馏分产率增加4.04百分点,远超过中国石化合同指标要求的汽油产率提高2百分点以上的目标要求,同时,干气产率和焦炭产率降低、轻质油产率和总液体收率均有不同程度的增加,产品分布和产品选择性得到明显改善,满足中国石化合同的要求。
在最高掺渣质量比标定方案下,物料衡算的数据表明:与空白标定时相比,标3的转化率增加2.20百分点;C5~221 ℃馏分产率增加4.09百分点;轻质油产率增加1.33百分点;总液体收率减少0.14百分点;H2~C2产率降低0.31百分点。空白标定和标3的物料衡算结果表明:在操作工况和装置加工量相近、掺渣率增加、混合原料性质在一定程度上变差的条件下,使用SGC-1催化剂后,与使用VRCC催化剂时相比,产物C5~221 ℃馏分产率增加4.09百分点,仍然远超过中国石化合同指标要求的汽油产率提高2百分点以上的目标要求,同时,干气产率和焦炭产率降低、轻质油产率增加,物料衡算的总轻烃液体收率基本相当,产品分布和产品选择性得到改善,进一步证明了SGC-1催化剂在增产汽油产率方面的特性。
从产品选择性数据上看,与使用VRCC催化剂时相比,使用增产汽油SGC-1催化剂后,汽油的选择性明显提高,干气和焦炭的选择性有了一定程度的改善。
3.5 产品质量
从稳定汽油性质来看,空白标定时的稳定汽油密度(20 ℃)为734.4 kg/m3,烯烃体积分数(荧光法)为25.2%,研究法辛烷值为90.0,马达法辛烷值为78.6,诱导期为942 min,硫质量分数为188 μg/g。与空白标定相比,标1~标3稳定汽油的密度(20 ℃)为722.1~727.8 kg/m3,荧光法烯烃体积分数为28.9%~38.2%,汽油研究法辛烷值为89.7~90.0,马达法辛烷值为78.4~79.6,诱导期为727 min以上,硫质量分数为118~152 μg/g。总体上看,使用增产汽油SGC-1催化剂后,稳定汽油的密度略有降低,烯烃含量有所增加,但不影响汽油的调合使用;其它性质指标变化不大。
不同标定方案下催化裂化柴油性质均较差,需要与直馏柴油等进行加氢精制后才能满足柴油产品的规格要求。
因上个生产运行周期提升管反应器进料喷嘴故障,催化剂跑损严重,为了控制油浆的固含量指标合格,SGC-1工业应用试验过程中有意控制了裂化反应深度,这一点从装置操作条件,特别是系统剂油比的明显降低中可以看出,为此导致油浆性质与空白标定时略有差异,也影响了SGC-1催化剂对重油的转化能力。
4 日常统计分析结果
对燕山分公司二催化日常生产运行统计数据进行收集和整理,结合日常监控跟踪数据,整理出增产汽油SGC-1催化剂使用前6个多月以及使用后近15个月时的装置加工量、原料和催化剂主要性质以及产品分布的变化趋势,以此作为SGC-1催化剂的日常统计分析依据。
从整体的日常统计数据看,使用SGC-1催化剂后装置加工量波动较大,大部分时间装置加工量均高于2 400 t/d的设计加工能力,同时装置的掺渣比因炼油厂实际生产运行的调整,由30%~40%逐步增加到45%~60%,导致催化裂化原料明显变重,表现在密度和残炭明显增加,特别是原料中铁和钠含量也随掺渣比的增加而明显增加,这必然会影响到SGC-1催化剂裂化反应性能,导致催化剂单耗增加等,直至2014年5月后混合原料性质才趋于与使用SGC-1催化剂前相近。此外,在SGC-1催化剂的工业应用期间由于装置设备的原因造成系统催化剂跑损严重,为此在大量补充外装置平衡剂的同时也加大了新鲜催化剂的使用量,使得系统催化剂微反活性偏高、产品选择性变差。但是从再生催化剂定碳数据看,使用SGC-1催化剂后,再生系统的烧焦能力和烧焦效果有所改善,说明SGC-1催化剂的再生性能优良。从装置主要操作条件看,使用SGC-1催化剂后,反应温度下降得较明显,由使用前的510~515 ℃降低到使用后的495~500 ℃;同时因工艺条件控制中调整了取热量,使得再生温度有所提高,由使用前的635~645 ℃的较低范围增加到使用后的655~665 ℃相对正常波动范围,这在催化剂定碳下降并稳定在较低水平上得以体现。随着原料预热温度的增加,进一步加剧了剂油比的降低,这可以从空白标定时剂油质量比8.2~8.7和总结标定时的剂油质量比7.4~7.5上体现。从产品分布的统计数据看,使用SGC-1催化剂后,汽油产率的增加趋势较明显,如图1所示,特别是在使用初期混合原料性质相近的2013年6月至2013年9月期间,汽油产率一度超过50%以上,表现出汽油产率随系统内SGC-1催化剂比例的增加而快速增长的强劲态势;其后由于原料性质变重和剂油比的降低影响到汽油产率的进一步增加,但仍能维持在46%~49%的之间。此外,使用SGC-1催化剂后干气产率明显降低,当然这与反应温度和剂油比降低有一定关系。综上所述,日常统计数据的分析结果与前面各次的标定结果相一致。
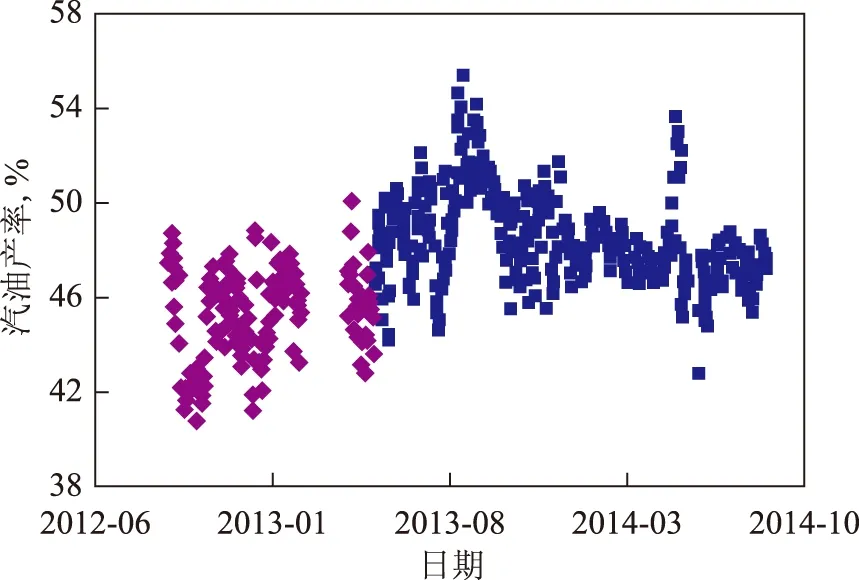
图1 使用SGC-1催化剂前后的汽油产率变化趋势
5 结 论
与空白标定时使用VRCC催化剂相比,增产汽油SGC-1催化剂在燕山分公司二催化的工业应用结果表明:
(1) 在装置加工量相近、最大汽油产率方案下,使用SGC-1催化剂时汽油产率由43.01%增加到47.57%,增加了4.56百分点,干气和焦炭产率分别降低了0.42和1.54百分点,总液体收率降低了0.75百分点。
(2) 在催化裂化原料性质相近、最大装置加工量方案下,使用SGC-1催化剂时汽油产率由43.01%增加到47.05%,增加了4.04百分点,干气产率和焦炭产率分别降低了0.34百分点和0.16百分点,轻质油收率增加了2.77百分点,总液体收率增加了0.35百分点。
(3) 在装置加工量相近、最大掺渣率方案下,使用SGC-1催化剂时汽油产率由43.01%增加到47.10%,增加了4.09百分点,干气产率和焦炭产率分别降低了0.31百分点和0.15百分点,轻质油收率增加了1.33百分点,总液体收率降低了0.14百分点。
(4) 使用SGC-1催化剂后,在催化裂化原料性质和操作工况变化的情况下,汽油选择性明显提高,干气和焦炭选择性均能够得到一定程度的改善,可以满足燕山分公司二催化增产汽油、改善产品分布的要求。
[1] 陈俊武.催化裂化工艺与工程[M].北京:中国石化出版社,1995:43-61
[2] Sadeghbeigi R.Fluid Catalytic Cracking Handbook[M].2nd Edition. Houston:Gulf Professional Publishing,2000:1-39
[3] 刘晓.ZCG-1型增产汽油催化裂化催化剂的工业应用[J].石油炼制与化工,2015,46(3):29-33
[4] 鞠林青,周亚松,徐春明.多产清洁汽油的总工艺流程研究和选择[J].石油炼制与化工,2014,45(3):40-45
[5] 伊光明.我国汽油消费和质量升级发展趋势[J].当代石油石化,2010,187(7):22-26
[6] 毛安国.催化裂化增产汽油的分析与探讨[J].石油炼制与化工,2010,41(3):1-5
COMMERCIAL APPLICATION OF SGC-1 CATALYST FOR IMPROVING GASOLINE YIELD
Yang Yi’nan1, Mao Anguo1, Tian Huiping1, Niu Chi2
(SINOPEC Research Institute of Petroleum Processing, Beijing 100083)
The commercial application of FCC catalyst SGC-1 for improving gasoline yield in the 2ndRFCCU of SINOPEC Yanshan Petrochemical Company was presented. The results show that the yield of gasoline increases to 47.57%, 47.05%, and 47.10%, i.e. the growing range of 4.56, 4.04, and 4.09 percentage points, respectively for three solutions of maximizing gasoline yield, maximizing feedstock flow rate, and maximizing blending residue ratio. The selectivity of dry gas, gasoline, and coke are improved, especially the selectivity of gasoline increases significantly. While the yield of total liquid products remained steady. SGC-1 catalyst has significant advances in increasing the yield of gasoline, good feedstock adaptability and dry gas selectivity. It can meet the requirement of improving product distribution of FCC unit.
catalytic cracking; catalyst; gasoline selectivity
2015-02-03; 修改稿收到日期: 2015-03-25。
杨轶男,学士,高级工程师,从事催化裂化工艺技术的开发和研究工作,发表论文8篇,申请专利20余项,曾获得国家科技进步一等奖1次,中国石化科技进步一等奖、三等奖各1次。
杨轶男,E-mail:yangyn.ripp@sinopec.com。
国家科技支撑计划课题(2012BAE05B01)。
