含介孔硅铝材料催化裂化催化剂(CRM-200)的工业应用
2015-09-03郑金玉罗一斌
郑金玉,罗一斌,喻 辉,刘 坤
(1.中国石化石油化工科学研究院,北京 100083;2.中国石化催化剂分公司华北销售中心;3.青岛安邦炼化有限公司)
含介孔硅铝材料催化裂化催化剂(CRM-200)的工业应用
郑金玉1,罗一斌1,喻 辉2,刘 坤3
(1.中国石化石油化工科学研究院,北京 100083;2.中国石化催化剂分公司华北销售中心;3.青岛安邦炼化有限公司)
通过添加一种水热稳定性高、大分子裂化能力强、焦炭选择性好、成本低、易于工业化的无序介孔硅铝材料(JSA),开发出一种新型的催化裂化催化剂CRM-200,并在青岛安邦炼化重油催化裂化装置上进行工业应用。结果表明,CRM-200催化剂具有优异的裂化活性,液体收率增加1.86百分点,油浆及焦炭产率分别降低0.92和1.59百分点,产品分布更加优化,产品性质得到改善;装置的处理能力明显提高,回炼量增加,掺渣率由69.92%提高到83.34%,操作条件更加优化,催化剂单耗大幅降低近1 kgt。
催化裂化 重油转化 催化剂 介孔材料
随着我国经济的快速发展,对进口原油的依赖程度不断增加,据国际能源机构预测,2030年我国的石油缺口将达到630 Mt。而原油重质化、劣质化的趋势也在不断加深,预计到2030年原油平均API°还将下降0.4个单位,因此实现重油的高效转化和优化利用是非常重要的研究方向。在原油组成中重油的相对密度大,硫含量、氮含量和金属含量高,加工过程复杂,通常需要使用多种加工手段才能得到合格的石油产品。催化裂化(FCC)是重油轻质化的主要手段之一,是石油炼制中的重要二次反应过程,我国约70%(w)的汽油和1/3的柴油来自于此工艺过程。重油催化裂化(RFCC)是由催化裂化发展而来的一种重油轻质化过程,据美国石油炼制者协会统计,目前重油催化裂化已占催化裂化的25%,并将进一步上升,我国新投产的装置也多数属于重油催化裂化,它将是炼油企业提高经济效益的关键技术。在影响FCC装置经济效益的诸多因素中,催化剂始终是最为活跃的研究领域[1]。催化剂的油浆转化能力稍有提高,装置的经济效益就可得到显著提高,可见,提高FCC催化剂的大分子裂化能力并减少干气和焦炭的生成既是实现重油高效转化又是提高装置经济效益的重要途径[2-5]。
在FCC催化剂的发展过程中,早期曾使用无定形硅铝材料,裂化活性较低且反应温度高,后被高裂化活性的结晶分子筛替代,大大促进了催化裂化的发展,但由于微孔结晶分子筛的孔道尺寸相对较小,对较大的反应原料分子或产物分子有扩散限制作用,因此在大分子裂化反应中的应用受到限制。介孔概念的提出,为新型催化剂的开发提供了可能[6-12]。1992年美国Mobil公司的研究人员首次报道了有序介孔材料的合成[11],其有序的孔道结构及较大的孔径有利于反应物及产物分子的进出,促进了大分子反应的进行。但研究发现在FCC反应中其裂化活性明显低于微孔结晶分子筛,这是由于其孔壁薄且为无定形结构,在高温水热条件下极易塌陷,造成孔结构的破坏,导致裂化活性的丧失,因此限制了其应用;另一制约其应用的原因在于,制备过程中可能使用价格昂贵或者污染环境的模板剂,因此尽管对介孔材料的研究不断深入,但在FCC领域至今仍未见大规模应用。
为了克服有序介孔材料水热稳定性差、制备成本高、不易工业化的缺点,郑金玉等[13]报道了一种由工业无机原料制备的低成本、高水热稳定性的无序介孔硅铝材料JSA,该材料具有优异的大分子裂化能力和焦炭选择性,与分子筛复配后形成的孔道梯度及酸度梯度有效促进了催化剂重油转化能力的提高。本文主要介绍添加无序介孔硅铝材料JSA的裂化催化剂CRM-200在青岛安邦炼化公司RFCC装置的工业应用情况。
1 CRM-200催化剂的工业应用
1.1 催化剂性质
为了真实反映CRM-200的使用效果,选取CRM-200催化剂使用前14天的原系统内催化剂的相关使用数据作为空白标定(对比剂)数据。新鲜催化剂和平衡催化剂的物化性质分别列于表1和表2。由表1可见,与对比剂相比,两者物化性质基本相当,但催化剂CRM-200的比表面积更高,这与添加无序介孔硅铝材料JSA密切相关。

表1 新鲜催化剂性质
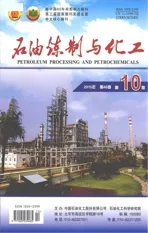
空白剂标定后在装置稳定运行一定时间且原料油性质相对稳定时开始使用CRM-200催化剂,初期按2.5~3 t/d(湿剂)均匀平稳地加入新鲜剂,观察平衡剂活性、重金属含量及产品收率等变化趋势,并适当调整装置操作条件,当CRM-200催化剂占系统藏量60%以上时,选取稳定运行13天的平均数据作为标定数据。由表2可见,两个平衡剂的性质基本相当,但与空白剂相比,CRM-200平衡剂的镍质量分数增加了1 600 μg/g,钒质量分数增加了600 μg/g,表明CRM-200催化剂具有较好的吸附重金属的能力,而且可保持较高的裂化活性,这是由于催化剂中含有的介孔材料JSA具有较多的酸性中心,更易于捕获钒、镍的配合物,从而保护催化剂的活性中心,保证了催化剂较好的裂化性能。
1.2 装置简介
表2 平衡剂性质
青岛安邦炼化有限公司隶属于中国化工集团,其RFCC装置的加工能力为500 kt/a。两器形式采用沉降器在上、再生器在下的同轴式结构,为了更好地实现原料油与催化剂的充分接触,使用了高效预提升技术。
1.3 原料油性质
原料油性质见表3,与空白剂相比,使用催化剂CRM-200期间原料油性质变差,掺渣率由69.92%提高到83.34%,残炭增加0.3百分点,胶质质量分数提高7.36百分点,芳烃及沥青质质量分数分别增加3.37和1.11百分点,饱和烃含量则有所降低,金属镍的含量有所降低,但钒和铁的质量分数分别增加2.67 μg/g和2.77 μg/g。

表3 原料油性质对比
1.4 操作条件
标定期间装置的主要操作参数列于表4。由表4可知,与空白标定相比,使用CRM-200催化剂期间反应温度降低14 ℃,再生温度降低11 ℃,装置的主风总量下降513 m3/h(标准状态),处理量及回炼油量逐渐增加,处理能力提高。这主要是由于催化剂CRM-200的焦炭选择性好,促进了装置的良性循环,汽提蒸汽量也有所降低,说明催化剂的汽提性能较好,介孔材料JSA所具有的较大的孔径和孔体积促进了催化剂汽提性能的改善。

表4 主要操作条件对比
2 CRM-200催化剂的工业应用结果及讨论
2.1 催化剂单耗
表5为标定期间两种催化剂的使用情况。与空白标定相比,使用CRM-200催化剂期间,装置的日平均加工能力提高约2.6%,催化剂的使用量大幅降低,催化剂单耗由空白标定时的2.60 kg/t减少为1.64 kg/t,降低近1 kg/t,大幅降低了催化剂成本,提高了装置的经济效益。
2.2 转化率及产品分布
产品分布情况列于表6。由表6可见,在掺渣率不断提高的情况下,CRM-200标定时仍保持了与空白标定时相当的转化率,而且产品分布进一步优化,液化气收率增加0.5百分点,汽油和柴油收率分别提高1.18和1.10百分点,总液体收率增加1.86百分点,干气产率稍有降低,油浆产率降低0.92百分点,焦炭产率的降幅更加明显,达到1.59百分点,表明CRM-200催化剂具有非常优异的重油转化能力和焦炭选择性,这主要缘于催化剂中Y型分子筛与介孔材料JSA形成的孔道梯度和酸度梯度,为大分子的高效转化提供了可能性。

表5 催化剂单耗

表6 转化率及产品分布
2.3 产品性质
与空白标定相比,使用CRM-200催化剂后油浆密度降低(见表7),说明其中的重组分含量减少,催化剂的重油转化能力更强,这是由于催化剂中添加的介孔材料JSA有利于大分子的初步裂化反应,因此在一定程度上改善了油浆性质。由柴油的性质可见,除初馏点和10%馏出温度有所提高外,其它馏出温度基本相当,说明在馏出温度相对较低的馏分中重组分稍有增加,但在更高的馏出温度下重组分没有明显变化,柴油密度有所降低,说明柴油性质也得到改善。在使用CRM-200催化剂后汽油密度稍有增加,各馏出温度及终馏点提高1~5 ℃,汽油RON较对比剂提高了1个单位,抗爆性能提高。

表7 汽油、柴油及油浆性质对比
由上可见,由于在CRM-200催化剂中添加了无序介孔材料JSA,提高了催化剂的大分子预裂化程度,即使在掺渣率不断增大、原料性质变差的情况下,催化剂仍保持了较高的裂化活性,由于大分子发生侧链断裂的几率增加,为常规裂化过程提供了更多的质量更好的原料分子,因此裂化产物的性质也得到不同程度的改善。
3 结 论
工业应用结果表明,在使用含无序介孔硅铝材料JSA的催化剂CRM-200后,装置的处理能力提高,催化剂单耗显著降低近1 kg/t;在较高的掺渣比例下,仍显示出很高的裂化活性,汽油、柴油收率分别增加1.18和1.10百分点,油浆及焦炭产率分别降低0.92和1.59百分点,产物分布得到优化;所得产品性质进一步改善,汽油RON增加1个单位,柴油和油浆密度明显降低,证实了CRM-200催化剂优异的重油转化能力和焦炭选择性。
[1] 朱华元,何鸣元,宋家庆,等.催化剂的大分子裂化能力与渣油裂化[J].炼油设计,2000,30(8):47-51
[2] Zhang Jiexiao,Zhou Yan,Xu Yun,et al.Research and development of novel heavy oil catalytic cracking catalyst RCC-1[J].China Petroleum Processing and Petrochemical Technology,2014,16(4):7-11
[3] Ren Fei,Liu Qianqian,Zhu Yuxia.Performance of FCC catalyst improved with vanadium trapping components[J].China Petroleum Processing and Petrochemical Technology,2014,16(2):8-11
[4] Zhang Zhongdong,Liu Zhaoyong,Yan Zifeng,et al.Application of new heavy metals resistant porous binder material used in fluid catalytic cracking reaction[J].China Petroleum Processing and Petrochemical Technology,2014,16(1):35-39
[5] Zhang Zhongdong,Liu Zhaoyong,Yan Zifeng,et al.Research on new silica sol matrix used in fluid catalytic cracking reaction[J].China Petroleum Processing and Petrochemical Technology,2014,16(2):29-33
[6] Wachter W A.Monodispersed mesoporous catalyst matrices and FCC catalysts thereof:The United States,US 5051385[P].1991-09-24
[7] Murrell L L.Catalysts comprising silica supported on a boehmite-like surface,their preparation and use:The United States,US 4708945[P].1987-11-24
[8] Grenoble D C.Transition metal oxide acid catalysts:The United States,US 4440872[P].1984-04-03
[9] 中国科学院大连化学物理研究所.一种中孔硅铝催化材料的制备方法:中国,CN 1353008 A[P].2002-06-12
[10]吉林大学.强酸性和高水热稳定性的介孔分子筛材料及其制备方法:中国,CN 1349929 A[P].2002-05-22
[11]Beck J S,Vartuli J Z,Roth W J,et al.A new family of mesoporous molecular sieves prepared with liquid crystal templates[J].J Am Chem Comm Soc,1992,114:10834-10843
[12]姚楠,熊国兴,杨维慎,等.硅铝催化材料合成的新进展[J].化学进展,2000,12(4):376-384
[13]郑金玉,欧阳颖,罗一斌,等.无序介孔硅铝材料的合成表征及性能研究[J].石油炼制与化工,2015,46(9):47-51
简 讯
惠生工程公司的MTO反应产物分离技术通过鉴定
惠生(Wison)工程公司的甲醇制烯烃(MTO)反应产物分离技术开发和工业应用项目近日通过了由中国石油和化学工业联合会(CPCIA)组织的的科技成果鉴定。鉴定认为,惠生工程公司专有的MTO反应产物分离技术达到了国际领先水平,具有很强的市场竞争力。
惠生工程公司首次将预切割技术和油吸收技术应用于MTO反应产物的分离,打破了国外技术在该领域的垄断,降低了对国外技术的依赖。该技术在油吸收过程中应用了传质和传热同时进行的降膜换热器,可广泛应用于MTO项目,具有良好的应用价值。
惠生工程公司的MTO分离技术具有流程简单、设备投资少、能耗低、乙烯产率高等特点,这些特点已在采用该技术的蒲城清洁能源化工有限责任公司680 kt/a DMTO-Ⅱ装置中得到验证。惠生工程公司的MTO分离技术与目前使用的引进技术相比,乙烯回收率可提高1%。采用该技术的南京化学工业园区首套300 kt/a MTO装置已投产近两年,装置运行平稳,产品收率达99.7%以上,单位产品分离能耗仅为592 kcal(1 kcal≈4.18 kJ)。
该技术已经或将在国内8套不同规模的煤制烯烃装置上应用,其中两套装置已经投产并生产出聚合级的乙烯和丙烯,能耗和收率优于设计值。
[张伟清摘译自Hydrocarbon Processing,2015-06-24]
美国能源部出资支持与煤相关的低浓度CO2的捕集及转化技术研发
美国能源部发布了一份资金资助机遇公告,用于与煤相关的低浓度CO2的低成本捕集或转化的解决方案。要求所提议的技术在实验室规模(若财政预算允许规模也可以更大)并使用模拟气的条件下,可将煤相关的排放气体中CO2的体积分数降至低于1%。需要阐明该应用当前已经达到了3类技术就绪水平的要求(即有效研发工作已启动,包括分析研究和实验室层面的研究),也进行了低浓度目标市场的大小和相关度的研究。提议的技术可能包含,但不限于与煤相关的生命周期排放的研究,如开采排放;组合的CO2捕集和转化工艺中的部分方法,以及脱除较低浓度CO2的精制步骤。项目周期为3年,将包含多个预算期。每个预算期不应超过18个月。基金总量预计为300万美元,承担项目单位的费用分担不得低于20%。
[黄丽敏摘译自Green Car Congress,2015-07-06]
INDUSTRIAL APPLICATION OF RFCC CATALYST (CRM-200) CONTAINING MESOPOROUS SILICA-ALUMINA
Zheng Jinyu1, Luo Yibin1, Yu Hui2, Liu Kun3
(1.SINOPECResearchInstituteofPetroleumProcessing,Beijing100083;2.SINOPECCatalystCo.Ltd.NorthChinaSalesCenter;3.QingdaoAnbangRefining-petrochemicalCo.Ltd.)
A new FCC catalyst CRM-200 was prepared with a kind of disordered mesoporous silica-alumina material (JSA) and was used on a RFCC unit of Qingdao Anbang Company. The material JSA with low cost and easy to be industrialized possesses high hydrothermal stabilities and cracking activities of heavy oil as well as excellent selectivity of coke. The industrial application results reveal that CRM-200 shows much higher cracking activity, the total liquid yield increases about 1.86 percentage points, the yield of slurry and coke decreases 0.92 percentage point and 1.59 percentage points, respectively. The distribution and properties of cracking products are improved. The processing capacity and recycle oil increases. The resid-ratio increases from 69.92% to 83.34%. The operation condition is optimized, at the same time the catalyst consumption reduces about 1 kg/t.
FCC; heavy oil conversion; catalyst; mesoporous material
2015-04-15; 修改稿收到日期: 2015-05-11。
郑金玉,博士,高级工程师,从事多孔催化材料、Y型分子筛等方面的研究工作。
郑金玉,E-mail:zhengjy.ripp@sinopec.com。