大型预焙铝电解槽操作精细化管理探讨
2015-08-28景翠林
景翠林
(山西华圣铝业有限公司, 山西 永济 044501)
大型预焙铝电解槽操作精细化管理探讨
景翠林
(山西华圣铝业有限公司, 山西 永济 044501)
总结了大型预焙铝电解槽焙烧启动技术、小修及二次启动技术、节能降耗等生产技术与管理工作的经验。
铝电解; 技术管理
我国铝电解技术经过20年的发展,总体达到国际先进水平。然而,在借鉴国外技术的过程中,虽然在槽型开发方面成效显著,但在生产领域存在明显不足,表现在管理粗放、指标不好、槽寿命短。就目前我国电解铝整体生产状态而言,能源综合利用效率比国际先进水平低15%左右。作者通过多年的电解生产实践,对标国际先进水平,总结了涵盖电解铝生产的多项技术措施和管理方式,对于提高电解铝生产技术水平、节能降耗、优化生产指标具有一定指导意义。
1 焙烧启动技术
1.1 混合料焙烧新工艺
随着电解槽大型化,在自焙槽上常用的铝液焙烧工艺几乎被摒弃,取而代之的是利用固体发热电阻进行焙烧,即焦粒焙烧。但焦粒焙烧存在如下缺点:一是冲击电压高,一般为6 V左右,少数甚至超过7 V;二是阳极电流分布紊乱,电解槽横向温度梯度大。过大的阳极电流分布导致局部热量集中,温度上升过快,对应的阴极炭块受热应力的影响,易膨胀、变形、裂纹,在焙烧过程中容易发生电解质渗漏现象,严重影响槽寿命。
某公司开发出一种新型的“混合料焙烧工艺”,即采用抗氧化性能强、体积密度变化小、粒度为1~4 mm的煅后石油焦和电阻比煅后石油焦约低22 μMΩ的石墨碎,按照重量比为(7~5)∶(3~5)均匀混合后平铺于阴极炭块表面,然后通电焙烧。该工艺具有焙烧温度分布均匀,升温梯度小,电流分布均衡、稳定等优点,完全符合电解槽“缓慢加热,均匀升温”的焙烧原则,不仅能延长电解槽寿命,并且其操作简单易行,缩短了焙烧周期,降低了能耗,经济效益十分显著,极具推广应用价值。
1.2 空腔装炉技术
采用空腔装炉方法,即除底部铺设的(20±2)mm的混合料层外,阳极中缝不加任何物质。这样启动时容易灌入电解质,同时使阳极底掌、间缝与阴极表面留有热量流通空间,保证焙烧温度均匀。
值得注意的是,一定要在阳极中缝上部覆盖薄钢板(带把手),间缝覆盖硬纸板,最后再在上面铺设一层覆盖料,使槽膛与外界完全隔绝,避免阴阳极在焙烧过程中的氧化。
1.3 全电解质焙烧启动技术
公司开发出“全电解质焙烧启动技术”,即装炉时除使用常规的纯碱、氟化钙、氟化镁、电解质块筑堰墙外,用粉碎后的电解质块代替原装炉用的冰晶石,启动后补加电解质块(粉)来保证足够的电解质液体,实现全电解质焙烧启动。过程中需要注意,由于使用了全电解质块(粉),为了保证启动后达到工艺要求的分子比,装炉时要加大纯碱用量至2.0~2.5 t;其次由于粉碎后的电解质粉末保温性能不如冰晶石,装炉用电解质粉末用量比高分子冰晶石大约多1.5~2.0 t, 阳极上部覆盖厚度比用冰晶石装炉厚度高1~2 cm以加强保温。
按照年产20万t的300 kA电解系列,槽龄1 500 d核算,每年需要大修启动46台电解槽,年节约及盘活费用共计590.41万元,经济效益十分可观。而且由于电解槽启动过程炉面敞开,电解质粉较弱的挥发性利于改善现场环境。
1.4 平行分流器分流技术
在焙烧初期,利用分流器有效的控制电流上升梯度,使通往槽上的电流逐步增加,避免通电焙烧时冲击电压过高引发的安全事故。传统的方法是将通电槽水平母线与相邻下台槽立柱母线间用钢带连接进行分流,称之为倾斜分流器,如图1所示。
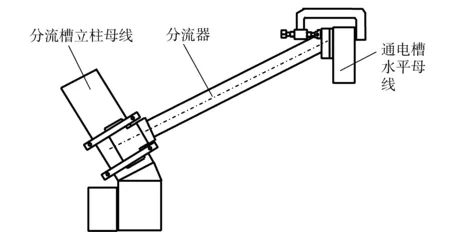
图1 倾斜分流器分流示意图
1.4.1 倾斜分流器在安装使用中存在的缺陷
(1)在立柱母线上安装分流器时,要用砂轮打磨接触面,其导电效果受到影响。
(2)受空间限制,分流钢带间隙很小,不利于散热,通电后钢带发红,甚至有熔断现象。
(3)分流器重量大,加上电解操作现场存在较大的磁场,拆装极为不便,而且在拆卸时由于温度较高,存在一定安全隐患。
(4)通电后,工人要频繁在槽间穿行进行测量,分流器斜向安装于两槽之间,不利于工人的安全通行。
(5)对于系列中的二次启动槽,由于其炉底状况不良,需要有较大的分流效果,以降低全电流时瞬间电压对槽子的冲击,而再单纯地增加倾斜分流钢带的横截面积似乎不太现实。
1.4.2 平行分流器分流技术的优点
平行分流器是将通电槽水平母线与相邻下台槽水平母线用钢带连接,如图2所示。该技术可以很好地避免上述缺陷,解决二次启动槽分流效果需要加大的问题。

图2 水平分流器分流示意图
平行分流器的组数、钢带片数与传统的倾斜分流器一样按冲击电压的目标值和瞬时分流量来选定制作,其次对于中、小修电解槽需要二次或三次启动时,可考虑倾斜分流器与水平分流器结合使用。
2 电解槽小修及二次启动技术
作者结合几年来的生产实践,对电解槽小修及二次启动技术提出了实用的操作方案和管理思路。
2.1 保护性停槽技术思路的提出及应用
对于预见性的停槽,研发出“保护性停槽”技术并付诸实施,效果良好。常规的停槽方法未采取任何保护措施,电解槽降温速度过快,会出现或加剧槽壳变形,炉底隆起,内衬开裂、破损等情况,直接导致降低二次启动成功率,缩短电解槽寿命的后果。为了克服常规停槽方法对电解槽的负面影响,提出了在降温过程中控制槽体散热速度,使槽壳和阴极内衬应力缓慢释放,尽可能避免阴极内衬出现收缩裂缝,减小电解槽破损机会的“保护性停槽”理论,并付诸实施。
首先,科学安排停槽顺序,合理安排停槽作业流程,停槽后的前10 d对槽体进行全方位、立体式保温,之后依据电解槽实际散热速度适当调整保温方式,实现提高阴极内衬散热速率和缩短降温时间的目的。过程中要充分考虑阳极对电解槽的保温作用;其次,对槽壳采取合理的保温措施,降低槽壳的降温速度,减小槽壳收缩对内衬的应力,避免槽壳蠕变和塑性变形过快引起阴极内衬开裂。特别要强调的是,由于阳极与壳面、炉帮是一个整体,在降温过程中产生的应力会通过阳极导杆对槽上部结构造成损坏,因此在降温过程中要采取必要措施及时释放上部结构的应力。
2.2 二次启动电解槽通电前小型修补技术方案的实施
由于电解槽停运时已有相当槽龄,停槽后的覆盖料、结壳、阳极和铝块被清出后,其侧部和阴极部分有轻重不同的破损现象,为降低电解槽投运后漏槽、停槽的风险,电解槽在通电前必须经过小型修补才能投产。
修补方案的确定主要以阻止形成铝液通道为原则。采用热捣糊扎固需修补的炭间缝及人造伸腿,扎固时糊料温度控制在90~120 ℃、阴极表面温度加热到80~100 ℃,该过程要讲求温度与速度,才能确保扎补质量;侧块基本不更换;针对不同的破损部位,采取小范围、针对性的修补扎固,要特别注意的是,由于槽内人造伸腿的特殊作用,若人造伸腿出现裂缝、起层、剥落、渗铝等现象,一定要对其清除掉2~4层后再重新进行扎固,不能仅处理表面。
2.3 低电压焙烧启动技术在二次启动电解槽上的实践
低电压焙烧启动技术不是简单地通过人为措施来降低电解槽的启动电压,而是通过合理分流和高的装炉质量来保证低的冲击电压和焙烧电压;通过启动过程严格控制电压来保证低的启动电压;通过快速降电压来保证低的启动后期电压。具体技术思路集中体现在一高二快三低。
一高就是让电解槽在焙烧启动过程中产生高分子比电解质,这样在焙烧过程中流塞进阴极裂缝中的电解质才能具备高熔点特性,长久堵塞缝隙,并在启动后形成较高分子比的稳定炉膛。
二快就是快速降电压,快速形成炉膛。快速降电压,可以减少电解槽启动过程中的侧部钢窗发红、炉底温度高等异常情况的发生;快速形成炉膛,可以减少焙烧启动高温期对电解槽体的热冲击,缩短电解槽非正常期。
三低就是低的冲击电压、低的焙烧启动电压、低的启动后期电压。低的冲击电压可以降低通电瞬间电流对电解槽的热冲击,提高通电操作的安全系数;低的焙烧启动电压可以提高焙烧启动质量,降低能耗,减少温室气体的排放;低的启动后期电压不仅可以节电,而且可以加速炉帮的形成。
保护性停槽技术、小型修补技术、低电压焙烧启动技术三者结合形成了系统、规范的电解槽小修及二次启动技术方案。该方案在某公司近200台次二次启动槽上进行了应用,启动过程中无一渗漏现象发生,启动成功率达到100%。
3 节能降耗技术
3.1 电压、电流双强化技术
对已有铝电解企业系列来说,节能降耗工作主要围绕提产与降本。降本自不必说,提产途径主要有三条:增加运行槽日;提高电流效率;强化生产电流。目前,电流强化工作已成为电解铝企业提产增效的必要措施,但怎样通过电压强化挖掘系列增产潜力还很少有企业重视。某公司结合自身实际情况,在实践中总结出电压、电流双强化技术,即在保证系列富余电压安全的前提下,在增加运行槽数提高产量的同时,提升一定幅度的系列电流以增加单槽日产量,从而实现系列电压、电流双强化,达到最大限度提高产能、降低生产成本的目的。
技术中的电压强化要通过以下三点来实现:(1)尽可能增加系列运行槽数,挖掘系列增产潜能;(2)通过降低电解槽工作电压(使用开槽阳极、优化技术条件),增加系列富余电压提高系统稳定性;(3)在较小富余电压条件下,减小电解槽运行(降低阳极效应系数、缩短效应时间)对供电系统的影响,可以实现在不退槽的情况下系列电流强化4%、系列富余电压提升10~15 V的目的,最大限度的提高了系列产能。
该技术在某公司实施后,单槽原铝产量从2 227 kg/d增加到了2 311 kg/d,铝锭综合交流电耗从14 527.44 kW·h/t-Al降低为13 360 kW·h/t-Al;同时系列的富余电压增高,效应系数降低,系列安全电压受到的冲击大大降低,对保障系列安全运行的意义也很重大。
3.2 低电压运行技术
对于高电耗的铝产业,节能降耗的较大潜力在于降低电耗(尤其是电价较高的企业),而降低电耗的途径包括降低电压和提高电流效率。但是对于国内电流效率已达92%及以上的大型预焙系列,通过细化操作,提高管理等基础工作的加强来提高电流效率的空间已经不大,所以提出了在不降低电流效率的前提下加强对电解槽电压的管理,实现电解槽低电压运行,达到节能降耗的目的。
在实施过程中,通过降低电解槽的各部分压降,提高电解槽的有效极距、采用“小步慢跑”的方式,压低电解槽极距及建立低电压、低极距下运行的工艺技术模型,进一步提高电流效率,减少极距降低对电流效率的损失。
该技术方案在某公司300 kA系列电解槽上实施完成后,在极距降低0.4 cm情况下,电解槽平均电压降低了110 mV,吨铝电耗降低266 kW·h/t-Al,电流效率虽然有部分损失,但吨铝成本节约近百元,实现年节约成本2 000万元的经济效益。
3.3 阳极上部开槽技术
预焙阳极是铝电解生产中的一种重要原材料,在铝电解生产中起着“心脏”的作用,其炭块内在质量以及浇铸组装质量的好坏,直接影响着电解生产工艺、经济指标以及生产成本。而在实际生产过程中,由于炭块较高的铁- 碳压降导致电解槽阳极压降居高不下,制约了电解槽工作电压的下降潜力,而且由于在使用过程中,阳极钢爪极易内弯,致使钢爪存在较高的返修率和报废率,从而增加生产成本。
某公司研发出的阳极上部开槽(碗间开槽)技术,通过在预焙阳极碗孔之间开槽,浇铸时碗内铁水与沟槽内铁水形成一个整体结构,由于磷生铁的相互支撑作用,抑制了钢爪的弯曲变形,达到了延长钢爪使用周期,降低返修费用,节约生产成本的目的;同时组装浇铸后铁、碳接触面积增大,压降降低,为电解槽工作电压的降低提供空间。
该技术实施后,阳极压降减小后在降低电耗上所产生的效益与节省炭块重量、减少钢爪维修、校直费用每年共计达600万元。
3.4 电解槽防阳极氧化及壳头包处理装置
大型预焙阳极电解槽采用的是中间多点连续打壳下料,槽上打壳气缸下连接有打壳锤头,锤头从下料口延伸出,左右两侧为生产用阳极,在生产过程中智能槽控系统根据设定的下料间隔进行槽内加料,具体实施过程为下料前先由打壳锤头打开液面上的一层结壳,然后进行氧化铝下料。
3.4.1 传统的槽上部打壳锤头在生产运行过程中存在的不足
(1)电解槽在生产过程中,由于上部打击头频繁打壳下料,会有电解质黏附在上面,在锤头处形成电解质结瘤,俗称“壳头包”,如果处理不及时(工人用钢钎敲打),会造成该点下料不正常,引发电解槽异常效应,造成能源消耗及人力浪费;
(2)出现壳头包后,工人在处理过程中需要使用钢钎敲打锤头,容易造成槽上气缸及打壳锤头非正常损坏,缩短其使用寿命;
(3)打壳锤头左右的两组阳极和其它位置的阳极不同,由于与锤头邻近,新极靠中缝处几乎不能上覆盖料,阳极内爪得不到保护,若遇到锤头黏附电解质形成壳头包,工人在处理过程中也会将内爪处仅有的保护料碰掉,该阳极靠中缝的一侧就容易被氧化消耗,严重者钢爪外露化铁,导致原铝质量下降。
3.4.2 电解槽防阳极氧化及壳头包处理装置的优点
电解槽防阳极氧化及壳头包处理装置的设计、安装、应用,能够很好的解决上述问题。
(1)对生产过程中打壳锤头上黏附的电解质能够进行摩擦刮削,防止形成“壳头包”对正常电解生产造成影响,减少能源及人力浪费。
(2)由于杜绝了“壳头包”的出现,同时也就避免了人工处理时造成的机械损伤,延长了槽上气缸及打壳锤头的使用寿命。
(3)由于外框架钢板的作用,钢板与阳极之间的距离可以先用电解质块料垫底填充,而后上面覆盖保温面料,起到很好的阳极内爪保护作用,防止其在生产过程中被氧化消耗,进而影响到原铝质量。
就年产20万t的300 kA电解系列来说,安装使用电解槽防阳极氧化及壳头包处理装置的电解槽年节约电耗费用250余万元。而且该装置的安装不影响电解槽正常运行,焊接过程方便,可视不同的电解槽中间下料口尺寸自行变更大小,对下料点的方位不具备选择性,因此,推广应用价值十分显著。特别说明的是,在新的电解槽设备安装时,也可考虑将该装置作为槽上部设计的一部分同步安装,操作更简便,效益更明显。
4 结束语
在目前整体经济形势疲软的大环境下,进一步提高管理水平、深挖潜力、降本增效成为当务之急。形成一整套规范的、科学的电解铝生产管理模式更是实现电解铝企业可持续发展的努力方向。
[1] 王国献,等. 预焙槽启动后高残极使用方法及在190 kA电解槽上的应用[J]. 轻金属,2003(7).
Discussion on Fine Management of Large Pre-baked Aluminum Reduction Cell Operation
JING Cui-lin
This article summarizes technologies of electro-bath roasting start, minor overhaul and secondary start, energy saving and consumption reducing, and experience of production and management on large pre-baked aluminum reduction cell.
aluminum electrolysis; technology management
2015-04-10
景翠林(1977—),女,专科,工程师,长期从事铝电解技术及工艺管理工作。
TF821
B
1008-5122(2015)04-0017-04
