CimatronE编程技术在模具加工的运用
2015-08-22胡滨铠林明山
胡滨铠,林明山
(漳州职业技术学院 机械与自动化工程系,福建 漳州 363000)
CimatronE编程技术在模具加工的运用
胡滨铠,林明山
(漳州职业技术学院 机械与自动化工程系,福建 漳州 363000)
以模具型腔零件为例,借助Cimatron E软件进行编程,介绍加工工艺的分析和制定以及加工过程程序的编制及注意事项,最后进行模拟仿真以及G代码的输出,整个过程实现无纸化加工,具有一定的经济效益,对于相关模具的加工具一定的借鉴作用。
型腔零件;Cimatron E;模具加工
引言
随着经济的快速发展,尤其是计算机技术的快速发展及其在设计与制造领域的应用,使得很多高科技产品不断地向着多功能、高性能及其智能化的方向发展,为了适应这一节奏,这对模具设计与制造技术提出更快、更高效等要求。Cimatron E是一款使用较为广泛的CAD/CAM软件,其应用在模具设计和加工方面处于世界领先水平,工程人员能借助于计算机软件快捷对产品的成型工艺和数控加工等进行设计和优化,大幅度缩短了模具设计与制造周期,提高了模具加工质量和和高精密复杂模具加工的可能性[1],同时促使产品不断的更新换代。用Cimatron E进行加工其主要步骤包括拟定加工工艺、确定加工方法、刀具和进给速度等参数,生成刀路轨迹及模拟检查、加工仿真、后置处理等。本文以模具型腔零件为例介绍Cimatron E编程技术在模具加工中的应用。
1 零件加工工艺分析
图1所示为客户提供的塑料工件,边界盒尺寸为128.492×85.014×25.000 mm3,通过模具设计得到如图2所示的尺寸为230×180×50 mm3模具型腔零件。借助Cimatron E对型腔零件进行数控编程加工,其中所使用的毛坯材料六面已磨削加工至所需尺寸。从图2左图中可知,塑件内部结构中存在外径和孤岛尺寸较小的,这些结构在加工时需要采用特种加工如线切割或者电火花。因此,这些部位在开始编程之前,需借助CimatronE进行快速补面,处理结果如图2右图。
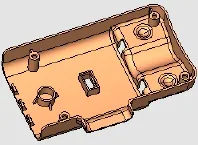
图1 塑料工件

图2 塑件内部结构
2 NC加工工艺设计
Cimatron E在编写NC程序之前,首先做好工艺设计。分析该塑件的外型可知其加工工艺为“粗加工→精加工→角落精铣”,具体如表1所示。
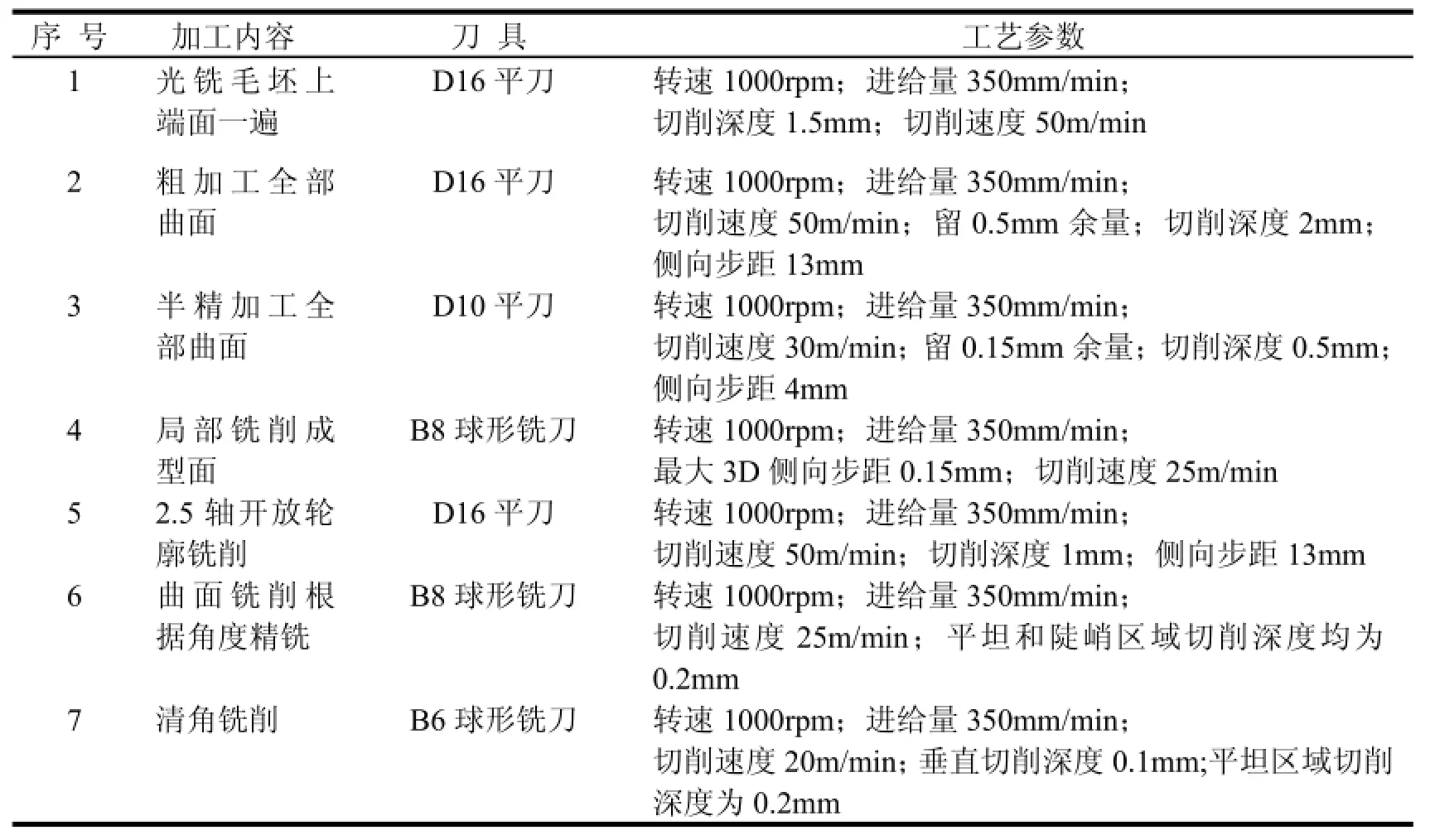
表1 加工工艺表
3 NC编程
3.1启动系统,进入NC加工环境,加载模型。需注意的是当前坐标系的Z轴正方向和所需方向相同。若相反需通过单击左侧特征向导进行修改,如图3所示。
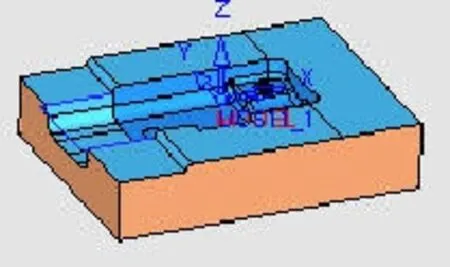
图3 模型坐标系
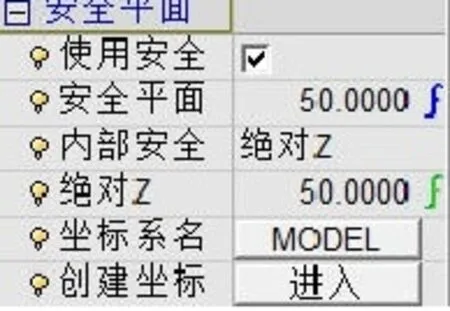
图4 安全高度
3.2加载刀具。根据表1的工艺规划从刀具库加载相应刀具。所加载的刀具长度可能不符合我们的要求,需要手工修改。一些小直径刀具可能太短,会导致加工时夹头与工件干涉,需要特别注意。设置刀具类型为3轴,刀路坐标为MODEL,Z安全平面为50[2]。
3.3创建毛坯,设置毛坯类型为“限制盒”,其他接受默认设置。目的是保证加工过程刀具始终与材料接触,不会有空走刀现象,避免浪费加工时间。
3.4设置刀路轨迹,在Cimatron中,管理好刀路轨迹就可以很方便的管理零件的加工程序,使整个加工工艺过程清晰明了。
3.5创建新程序
(1)点击向导工具条的创建程序图标,进入【程序管理器】对话框。在主选择栏里选择【2.5轴】,在子选择栏里选择【型腔-平行铣削】。
(2)设置安全平面,将【内部安全高度】设置为优化,如图4所示。
(3)设置进刀和退刀点选择自动,留1mm的缓刀距离。
(4)设置刀路轨迹选项里的参数为如图5所示。
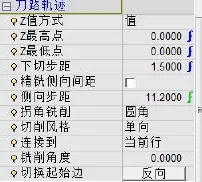
图5 刀路轨迹参数
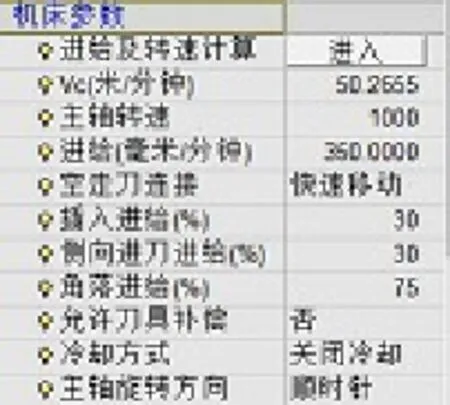
图6 机床参数
(5)设置刀具和卡头,点击刀具和卡头栏目右侧的刀具名称按钮,选择已加载的D16刀具。
(6)设定机床参数,如图6所示。
(7)设定零件,设定零件栏目里的各选项,轮廓选择最大轮廓线。
(8)保存并计算生成刀路。
3.6依上面步骤,继续创建两条【体积铣-环绕粗铣】的刀路程序
(1)第一道采用螺旋进刀,刀具选择FLAT16-H,留0.5mm余量用于半精加工,机床主轴转速1000rpm,进给量350mm/min,,切削速度50m/min,固定垂直步距2mm,设定加工区域,保存并计算刀路。
(2)第二道刀具选择FLAT10-H,留0.15mm余量用于精加工,切削速度30m/min,固定垂直步距0.5mm,其余参数同上一道程序,加工结果如图7所示。

图7 粗加工结果
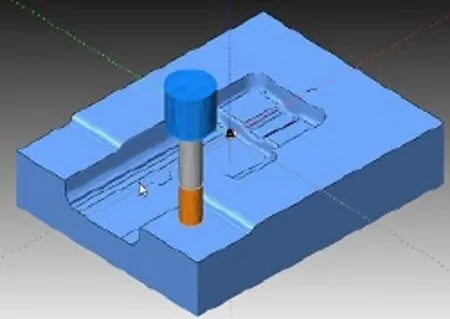
图8 局部加工结果
3.7创建【局部铣】—【零件曲面三轴】这两条刀路
曲面Z向进刀,选择BALL08-H,机床主轴转速1000rpm,进给量350mm/min,切削速度25m/min,最大3D侧向步距0.15mm,分别保存并计算刀路结果如图8所示。
3.8创建【2.5轴】—【开放轮廓】这两条刀路,参数均是相切进/退刀,均选择FLAT16-H,切削速度50m/min,下切步距1mm,零件栏目设定加工区域不一样,其余参数不变,如图9所示,分别保存并计算刀路。
3.9创建一条新的刀路程序,【曲面铣】—【根据角度精铣】这条刀路
该条刀路参数自动进刀,刀具选择BALL08-H,切削速度25m/min,平坦和陡峭区域下切步距均为0.2mm,零件栏目选择如图所示10的红色部分曲面,黄色部分曲面为检查曲面,其余参数不变。
3.10检查残留毛坯
点击残留毛坯图标,出现如图11所示对话框,单击灯泡图标,显示出剩余未加工的区域。
3.11隐藏上述这条刀路程序,再创建一条程序为【清角铣削】—【清根铣】
该刀路参数采用垂直进刀,选择BALL06-H,切削速度18m/min,平坦和陡峭区域下切步距均为0.2mm,零件栏目选择的各项图素与上一条刀路程序完全相同,这条刀路主要是对上一条刀路角落所残留的坯料进行补充加工,其余参数不变。至此,所有的加工程序都完成了。
3.12仿真模拟
可以通过【残留毛坯仿真】预览最后一道工序的结果。最终仿真结果如图12所示。
3.13后置处理
所有设置的刀路程序转化为数控机床可以识别的代码,最终传送加工程序到机床进行加工。必须注意的是,在同等切削条件下,有些刚性较差的机床,可能会发生颤振。这就可能损坏刀具,特别是细小的刀具很容易断裂,因此,必须根据实际情况调整主轴转速和进给量。
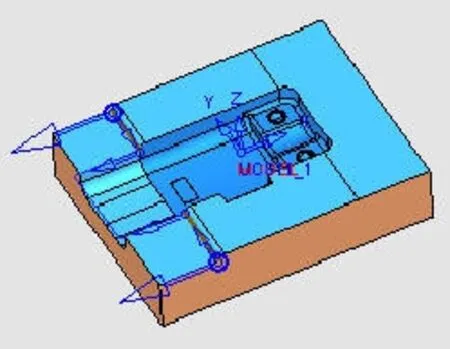
图9 开放铣加工区域
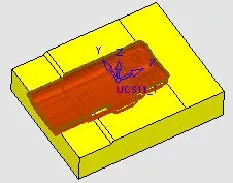
图10 角度铣加工区域

图11 残余毛坯检查
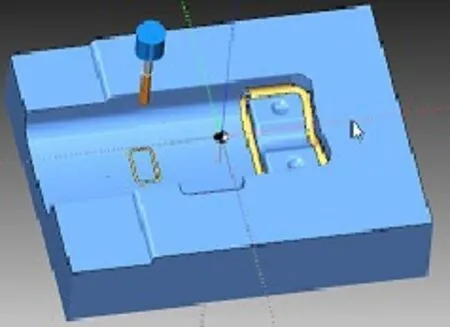
图12 最终仿真结果
4 小结
塑料模具基于本身的特性如要求高质量、高精密等,其加工难度就不容小觑,因此本文采用了Cimatron的编程技术,极大降低了人工设计和普通设备加工所造成的误差[3],使铣床和各种特种加工的工作量和劳动强度大为减少,提高了加工效率和质量,缩短了制造周期,而且可以实现无纸化加工,本例模具型芯零件通过上述编程加工后,零件的尺寸及精度经检验符合客户要求,不仅为企业带来了良好的经济效益,也为相关模具的加工提供了一定的借鉴作用。
[1]郑兴睿.CAD/CAM在高精密复杂模具设计与制造中的应用[D].云南:昆明理工大学,2013.
[2]林明山.Cimatron E模具设计与数控加工实用教程[M].北京:机械工业出版社,2008.
[3]张晓陆.Cimatron E软件在模具制造中的应用[J].CAD/CAM与制造业信息化,2006(5):96-98.
(责任编辑:季 平)
The use of Cimatron E programming technology in mold processing
HU Bin-kai,LIN Ming-shan
(Department of Mechanical Engineering and Automation,Zhangzhou Institute of Technology,Zhangzhou,Fujian 363000,China)
As the cavity parts an example,using the Cimatron E programming software,introduces the analysis and development of process planning,and matters needing attention,finally the G-code simulating and outputting,the whole process to achieve paperless processing,which not only brings certain economic benefits for the enterprise,but also has a certain reference for related mold processing.
the cavity parts;Cimatron E;mold processing
TG659
A
1673-1417(2015)01-0007-05
10.13908/j.cnki.issn1673-1417.2015.01.0002
2015-01-15
胡滨铠(1983-),男,福建漳州人,助教,工程师,硕士,主要从事机械、模具设计与制造的科研与教学。
