国产NWA-Ⅲ型分子筛在分子筛脱蜡装置上的应用
2015-08-20王富城
王富城
(中国石化金陵石化有限责任公司烷基苯厂,南京 210046)
金陵石化烷基苯厂分子筛脱蜡装置采用美国UOP公司的Molex工艺,在液相下进行吸附和脱附,要求分子筛吸附剂具有高吸附、高脱附速率及良好的机械强度。装置运行初期使用进口分子筛,价格昂贵。1997年至今,NWA-Ⅱ、NWA-ⅡB和NWA-Ⅲ型国产分子筛先后在该装置进行了成功应用。笔者对该类型分子筛在脱蜡装置上的应用效果进行了考察,对其性能进行了评定。
1 NWA-Ⅲ新型5A分子筛
NWA-Ⅱ分子筛呈不规则球型,通常经过油氨柱成型后加工而成,生产工序长,中间产物硅小球收率低,生产过程中会产生高氨氮含油污水,环保压力较大,生产成本高,且该产品的性能与UOP的ADS-34相比有一定差距。NWA-Ⅲ 新型5A分子筛的生产过程如下:将4A型沸石粉末、黏土、成型助剂等按比例混合均匀,采用工业规模的滚球设备聚结成型,筛取目标颗粒,再经过实验室焙烧、碱处理、离子交换等后处理过程即可制成。新的生产工艺使产品质量大幅提高,同时彻底解决了一直困扰、限制生产的环保问题。
NWA-Ⅲ和NWA-ⅡB型5A分子筛的主要技术指标如表1所示。NWA-Ⅲ新型分子筛的正乙烷吸附量、孔容、比表面积等指标均高于NWA-ⅡB型分子筛,堆密度相当,强度略低,磨耗略优,晶粒较广,硅铝比较低,钙交换率较高。理化指标决定分子筛的使用性能。
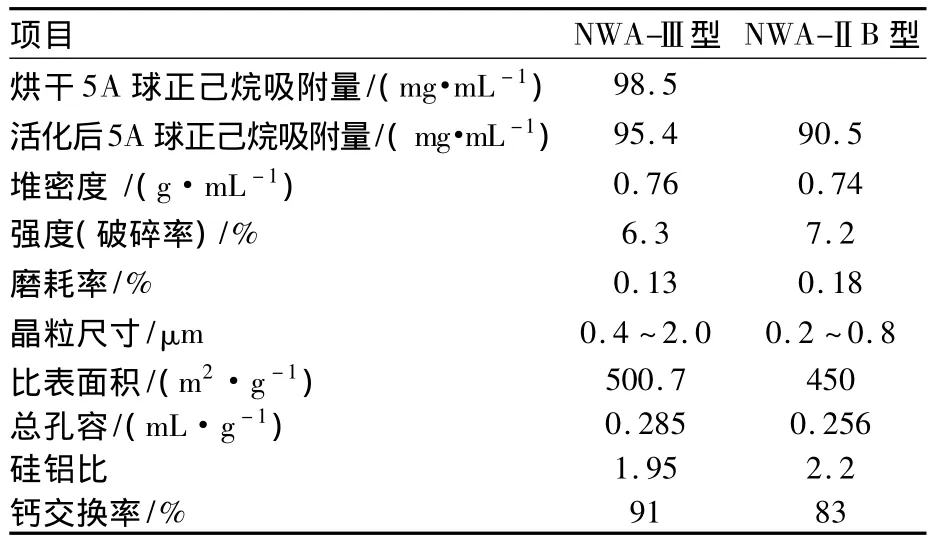
表1 5A分子筛主要技术指标
2 分子筛脱蜡装置简介
分子筛脱蜡装置由4套吸附室(R-201A/B、R -201C/D、R -201E/F、R -201G/H)并联,共用1套分馏系统(抽余液分馏塔、抽出液分馏塔、再蒸塔)。装置采用模拟移动床工艺[1],原料是精制煤油,产品是液体石蜡(n-C10-13),副产品是重质液体石蜡(n-C≥14)及3#白油原料。流程示意图见图1。
评价分子筛性能的一个重要指标是回收率,其计算公式如下:

根据物料衡算可推导出以分析数据计算的回收率,由于仅需要分析数据,可避免由于计量误差引起的计算偏差,所以在生产中主要通过下式计算回收率:

式中,R为回收率,%;xe为抽出液中正构烷烃质量分数,%;xf为精制煤油中正构烷烃质量分数,%;xr为抽余油中正构烷烃质量分数,%。本文中涉及的回收率的数值,未特别注明的,均采用公式(1)计算得出。
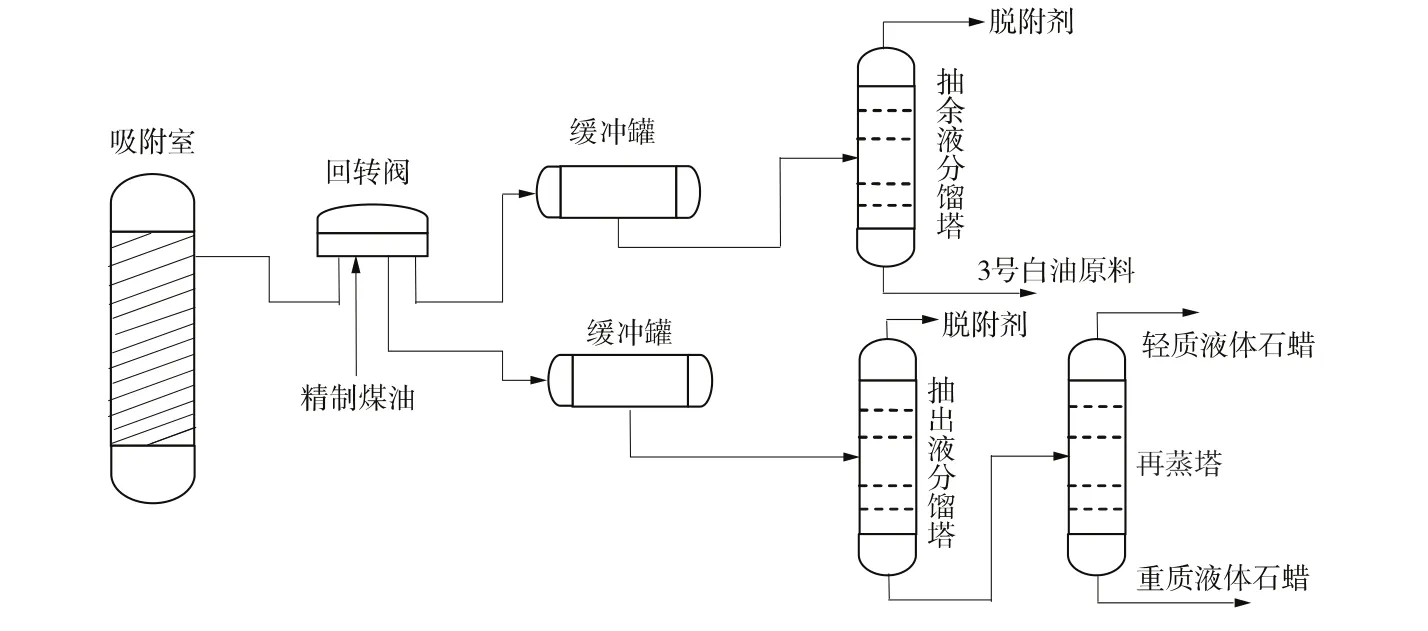
图1 分子筛装置工艺流程
3 工业运行情况
3.1 分子筛的装填
2011年10月在新建的吸附室R-201G/H中装填了NWA-Ⅲ新型分子筛,4套吸附室的分子筛装填数据见表2。
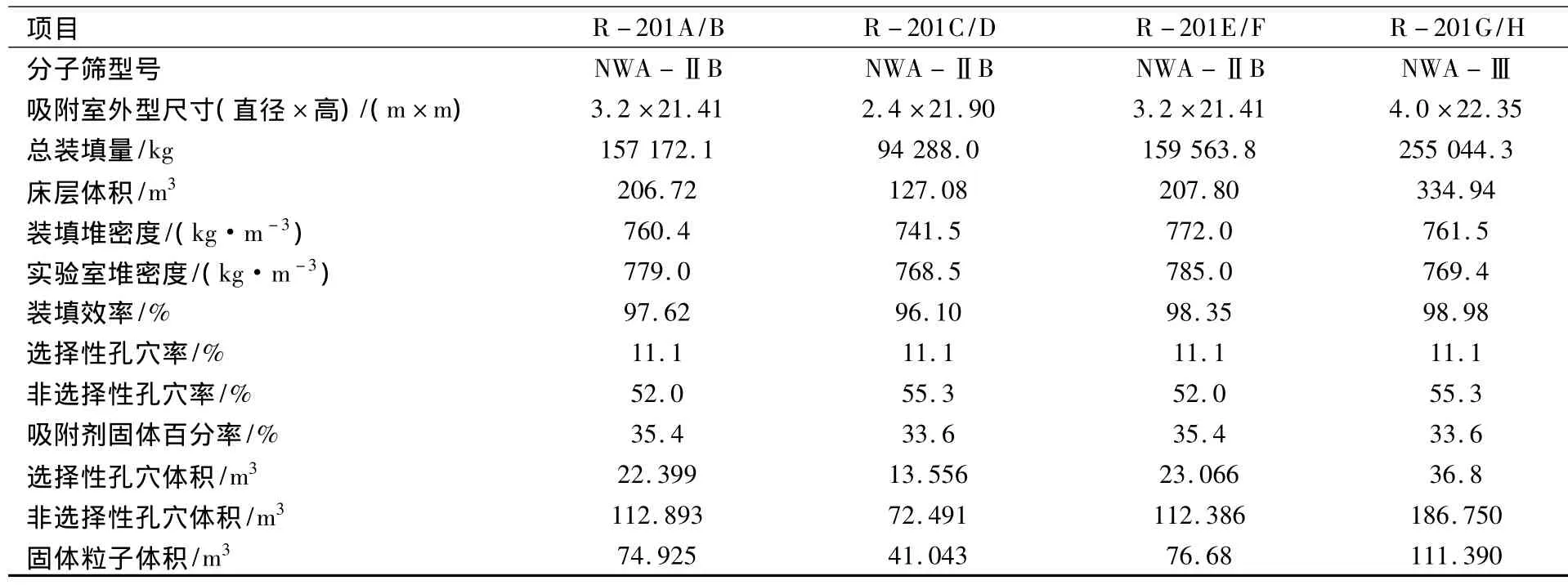
表2 分子筛装填数据
3.2 原料性质
为维持分子筛的性能,延长分子筛的使用寿命,对原料煤油中的硫、氮、氧、卤素的含量及溴指数等有较严格的要求,具体数据见表3。
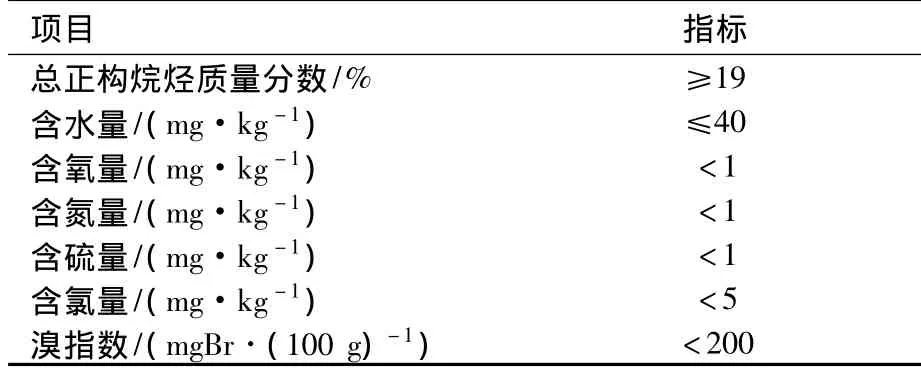
表3 原料煤油指标要求
通常由加氢精制装置进行精制处理,除去原料中的各类杂质。
3.3 床层压降
分子筛床层压降是考察分子筛性能的一个重要参数,若分子筛床层压降太大,会造成同一平面流速不同,破坏活塞流,而且如果压降过大,会破坏分子筛床层结构,造成格栅变形甚至损坏。为保证设备的安全运行,床层压降高时必须降低装置的加工量,因此要求单套吸附室的最大压降为0.35 MPa。吸附室G/H的设计处理量为120 m3/h,该系统投用后,对不同处理量时的床层压降进行了测定,结果见表4。在设计处理量下,床层压降仅0.09 MPa;加工量为设计处理量的1.1倍时,分子筛床层压降为0.11 MPa,远低于最大允许压降0.35 MPa。说明NWA-Ⅲ新型分子筛的床层压降较低,可以满足装置的安全平稳运行要求。
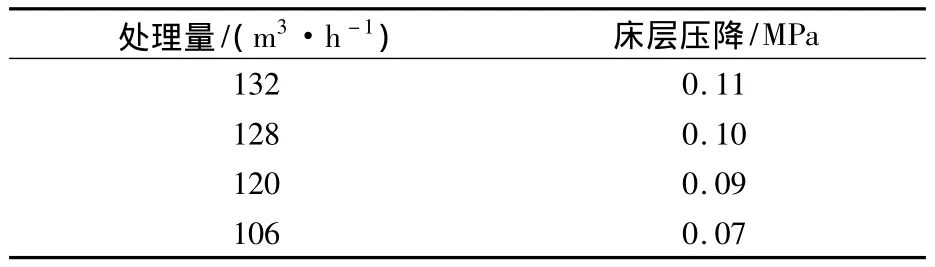
表4 分子筛床层压降
3.4 产品收率
为进一步考察NWA-Ⅲ新型分子筛的性能,对吸附室G/H进行了提量试验,考察不同处理量时的产品收率,数据见表5。加工量为设计处理量的1.17倍时,产品收率仍大于98%。
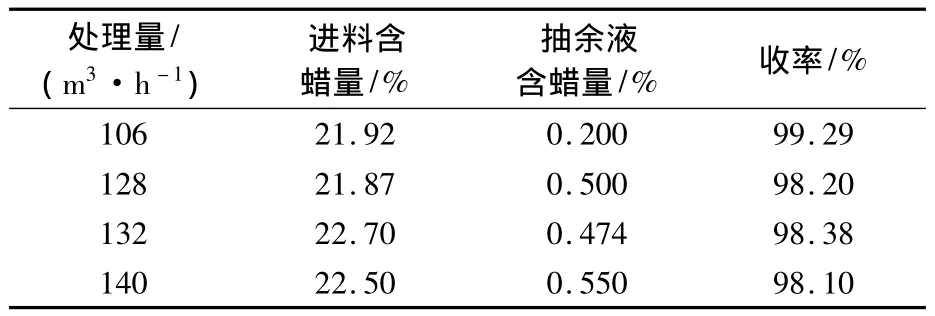
表5 不同处理量下产品的收率
4 NWA -Ⅲ与NWA -ⅡB 型分子筛性能对比[2-3]
通过产品的芳烃保留量、产品的纯度与回收率以及对重质煤油的吸附-脱附性能来考察分子筛的性能。2011年10月以前R-201A/B、R-201C/D和R-201E/F并联操作,采用NWA-ⅡB型分子筛。2011年12月以后R-201A/B、R-201C/D、R-201E/F和R-201G/H并联操作,采用NWA-ⅡB和NWA-Ⅲ型分子筛。
4.1 产品中芳烃保留量
液体石蜡中的芳烃含量是考察产品质量的一个重要指标,其质量分数应低于0.4%。若产品中芳烃含量超标,需加大脱附剂的循环量,装置能耗增加。不同运行时期产品中芳烃保留情况见图2。3套吸附室并联运行时,液体石蜡产品的芳烃保留量约为0.3%,4套吸附室并联运行时的芳烃保留量约为 0.2%。NWA-Ⅲ型分子筛和NWA-ⅡB型分子筛均能满足芳烃保留量低于0.4%的要求,但NWA-Ⅲ型分子筛的除芳烃效果更好,装置的调整余量较大,更有利于降低装置的能耗。
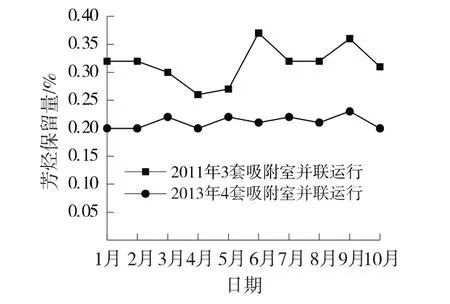
图2 产品中芳烃保留量
4.2 产品纯度和回收率
产品的纯度反映分子筛的吸附性能,回收率反映分子筛的脱附性能,不同运行时期的产品纯度和回收率见图3和图4。3套吸附室并联运行时,液体石蜡的纯度平均值为98.73%;4套吸附室并联运行时,液体石蜡的纯度平均值为98.93%。说明NWA-Ⅲ型分子筛比NWA-ⅡB型分子筛的选择吸附性能好。3套吸附室并联运行时,液体石蜡回收率的平均值为98.73%;4套吸附室并联运行时,液体石蜡回收率的平均值是98.93%。说明NWA-Ⅲ型分子筛比NWA-ⅡB型分子筛脱附性能好。
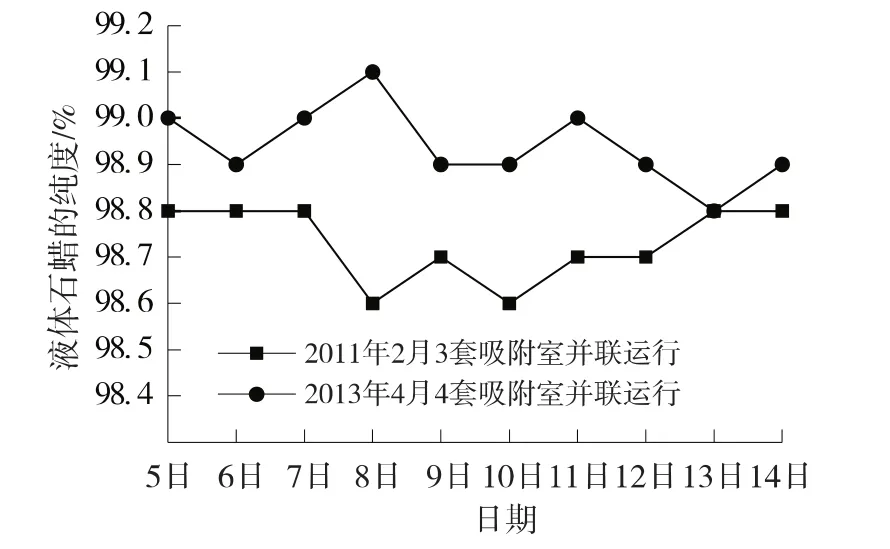
图3 液体石蜡纯度
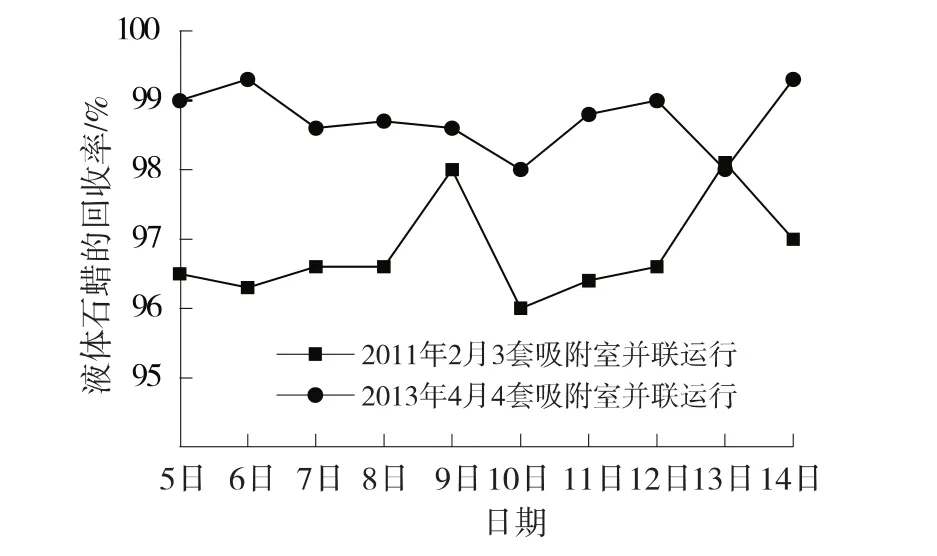
图4 液体石蜡回收率
4.3 对重质煤油的吸附-脱附性能
2011年2月和3月的部分运行参数见表6,2013年2月至4月进料煤油干点较高时相应的运行参数见表7。
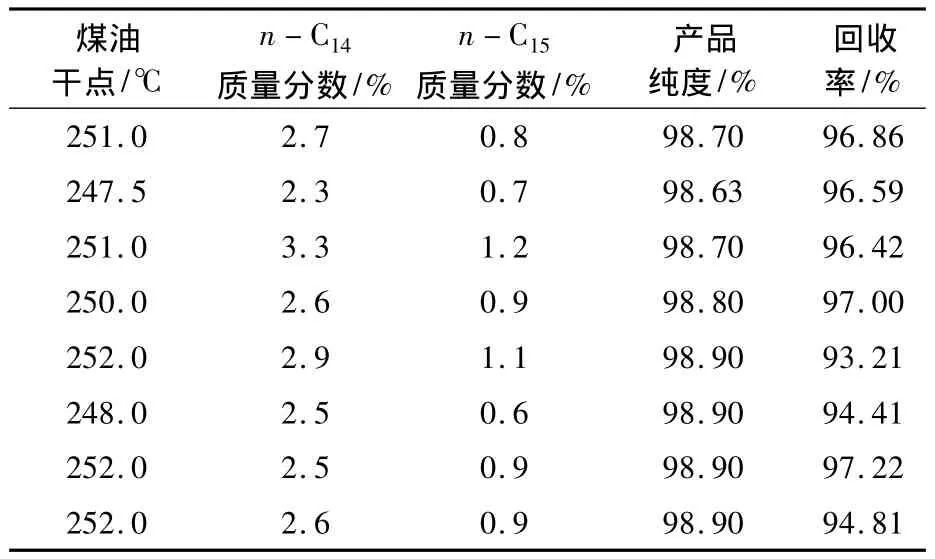
表6 3套吸附室并联运行时相关数据
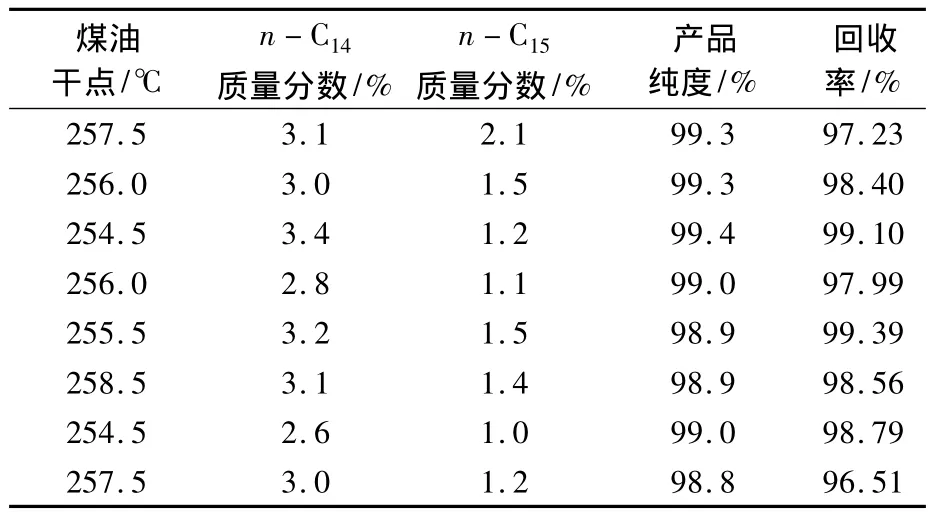
表7 4套吸附室并联运行时相关数据
3套吸附室并联运行时,煤油干点平均值为250.4℃,此阶段采用 NWA-ⅡB型分子筛,产品纯度平均值为 98.8%,回收率平均值为95.8%。4套吸附室并联运行时,煤油干点平均值为256.3℃,此阶段 NWA-Ⅲ和NWA-ⅡB型分子筛混合运行,产品纯度平均值为99.1%,回收率平均值为98.3%。说明NWA-Ⅲ型分子筛对重质煤油具有较好的选择吸附和脱附性能。
5 结论
1)采用NWA-Ⅲ型分子筛后装置运行平稳,吸附室床层压降为0.1 MPa,产品纯度大于99%,平均收率大于98%,能满足生产要求。
2)当处理量为设计量的1.17倍时,NWA-Ⅲ型分子筛床层运行平稳,分子筛适应性强。
3)与NWA-ⅡB型分子筛相比,NWA-Ⅲ型分子筛的产品芳烃保留量低,选择吸附性好,脱附性能好,对重质煤油的选择吸附及脱附性能好。
[1]奚瀚,陈乐,陈群,等.分离液体石蜡的5A分子筛吸附剂的制备[J].石油化工,2012,41(12):1368 -1372.
[2]蔡吉乡.国产5A分子筛使用后期运行状况的研究和优化[J].精细石油化工进展,2005,6(4):18 -21.
[3]顾文忠,陈喜,徐宏祥.国产5A分子筛在Molex装置上运行初期分析[J].精细石油化工进展,2000,1(3):38 -42.
