层压温度和时间对PVC卡剥离强度和外观质量的影响
2016-07-06赵贵彬
赵贵彬
现代人的生活离不开卡,除了银行卡,还有社保卡、公交卡、加油卡等。由于这些卡大多由PVC材质制成,所以业内将其统称为PVC卡。普通的PVC卡由两层片基及两层透明胶膜组成,多采用UV胶印的方式进行印刷,使卡片呈现出细腻的线条和丰富的层次。然而,大量应用UV胶印油墨也会带来诸多负面影响,比如墨层过厚、网点面积率过大时,会降低PVC卡的剥离强度。对此,制卡厂一般会采用覆盖带胶膜的方法来改善这一情况。带胶膜是涂有聚氨酯胶层的PVC面膜,其胶层中分解的NCO活性基团可与PVC卡进行化学交联,提高PVC卡的剥离强度,改善PVC卡粘结力不足的情况。
本文通过PVC带胶膜和PVC实地测试片基的层压实验,模拟生产中的实际情况,通过调整层压时间和层压温度,研究层压温度和层压时间对PVC卡剥离强度和外观质量的影响。
实验部分
1.实验器材
四色UV胶印机、层压机、模切机、拉力机、PVC白片基、PVC带胶膜、UV胶印黑墨。
2.PVC实地测试片基的制作
采用实地印刷,实验环境温度为(2 3±3)℃,相对湿度为40%~60%。
将PVC白片基裁切成140mm×140mm的尺寸,打开四色UV胶印机,对其各项性能进行检查,保证其处于正常工作状态,并确保UV灯管与UV油墨的波长相匹配。准备好实验材料,将几张PVC白片基夹入PVC压力片基,注意PVC白片基的印刷面应朝上。固定PS版,并用润版液擦拭,然后给墨辊上墨。接着打开UV灯管,开机进行试印,同时用密度计检测实地密度并注意墨层的固化情况。待实地密度达到要求后,印制一定数量的PVC实地测试片基。
3.层压实验
(1)PVC层压覆膜参数
在层压实验中,根据层压工艺的特性,设定3个工艺参数,分别是层压温度、层压压力以及层压时间。通过固定2个工艺参数,改变另一个工艺参数的方法,进行实验,并获取实验数据。用获取的实验数據与标准工艺参数获得的实验数据进行比较、分析,获得实际工艺参数。
①PVC层压覆膜标准参数
本实验的标准工艺参数为:层压时间为30min,其中热压、冷压各15min;层压温度为热压温度150℃,冷压温度(23±2)℃;层压压力为热压压力10.0MPa,冷压压力10.5MPa。
②不同层压时间下进行剥离强度实验的PVC层压覆膜参数
层压热压温度分别为120℃、150℃、170℃,热压压力10.0MPa,冷压压力10.5MPa。将打样后的PVC实地测试片基与PVC带胶膜配料,分别按20min、30min、40min、50min、60min的层压时间分别进行层压覆膜实验,并做好记录。
③不同层压温度下进行剥离强度实验的PVC层压覆膜参数
层压时间3 0 m i n,热压压力10.0MPa,冷压压力10.5MPa。 将打样后的PVC实地测试片基与PVC带胶膜配料,分别按110℃、120℃、130℃、140℃、150℃、160℃、170℃的层压温度进行层压覆膜实验,并做好记录。
(2)PVC层压覆膜过程
①层压前的准备
把要层压的PVC材料正确放入层压托板内。层压材料放置顺序为:托板-层压垫-钢板-PVC带胶膜-PVC实地测试片基-PVC实地测试片基-PVC带胶膜-钢板-层压垫-托板。
②热压过程
开启层压机,设定层压温度,热压单元上、下两块加热(加压)铁板开始升温。开启空压机,给层压机提供气源动力。当层压机加热(加压)铁板温度升至预设的层压温度后,热压单元进入保温状态,将装有PVC材料的层压托板从工作窗放入层压机热压单元。关闭热压单元工作窗,层压机升压,上、下两块加热(加压)铁板闭合。设定热压压力和时间参数,层压机进入热压状态。
③冷压过程
待热压过程结束后,层压机启动减压程序,上、下两块加热(加压)铁板分开。打开热压单元工作窗,用隔热手套,把装有PVC材料的层压托板从热压单元取出,转移至冷压单元。开启水冷循环装置进行降温,关闭冷压单元工作窗,层压机升压,上、下两块制冷(加压)铁板闭合,设定冷压压力和时间参数,层压机进入冷压状态。
PVC材料在层压机中经由热压、冷压环节,融渗、凝固成有一定黏附力的卡体,达到了固化定型的目的。待冷压过程结束,层压机启动减压程序,上、下两块制冷(加压)铁板分开。打开冷压单元工作窗,把层压托板从冷压单元中取出,对层压好的PVC实地测试片基做好标记。
4.性能检测
(1)剥离强度
剥离强度的测试参考中国银联股份有限公司企业标准Q/CUP010-2006,当剥离角度为90°时,剥离强度不小于5.0N/cm即满足要求。
测量前将待测PVC卡置于环境温度(23±3)℃、相对湿度40%~60%的标准测量环境下存放24小时。测量时,将其沿长度方向切成宽为10mm、长为70mm的样片。采用拉力机分别对各待测样片进行剥离实验,并做好记录。
具体检测方法如下:使用锋利的刀将样片的表层背面切离芯层约10mm,并用夹具夹住或用黏性条黏住已切开的表层背面和芯层。把准备好的样片放入拉力机的夹紧装置中,以300mm/min的速度对PVC卡剥离强度进行测量,并记录拉伸强度值曲线,不考虑最初5mm的拉伸强度和长度小于1mm的任何特征值,找出最小拉伸强度值,作为PVC卡的剥离强度。
(2)外观质量
PVC卡的外观质量检验采用目视方法,即在自然光下目测检验,具体检验方法参考国家标准GB/T 14916-2006。检测项目包括卡体内墨色迁移程度和墨层边缘产生的裂纹程度。若卡片出现墨色迁移或墨层边缘产生裂纹,即判定PVC卡不合格。
实验结果与讨论
结合层压时间和层压温度对PVC卡剥离强度和外观质量的影响,确定最佳层压工艺参数。
1.层压时间对PVC卡剥离强度和外观质量的影响
(1)层压时间对PVC卡剥离强度的影响
各组试样剥离强度如图1所示。当层压温度为120℃时,层压时间延长对PVC卡剥离强度上升无显著影响。这是因为当层压温度为120℃时,PVC带胶膜涂层中的NCO活性基团比较稳定,延长层压时间也无法使NCO活性基团从涂层中分解出来参与反应。
当层压温度为150℃时,PVC带胶膜涂层中NCO活性基团开始变活泼,慢慢分解出来参与化学交联,交联点增多,粘结力增加,PVC卡剥离强度增大,并在层压时间为30min时达到最大值。但随着层压时间的延长,分解出来的NCO活性基团越来越多,交联点增多,影响了PVC带胶膜涂软段的结晶,粘结力减小,导致PVC卡剥离强度降低。
当层压温度为170℃时,随着层压时间的延长,PVC带胶膜涂层中的NCO基团在胶层中过快、过早地交联,影响了胶层与PVC基材的结合,导致PVC卡剥离强度下降。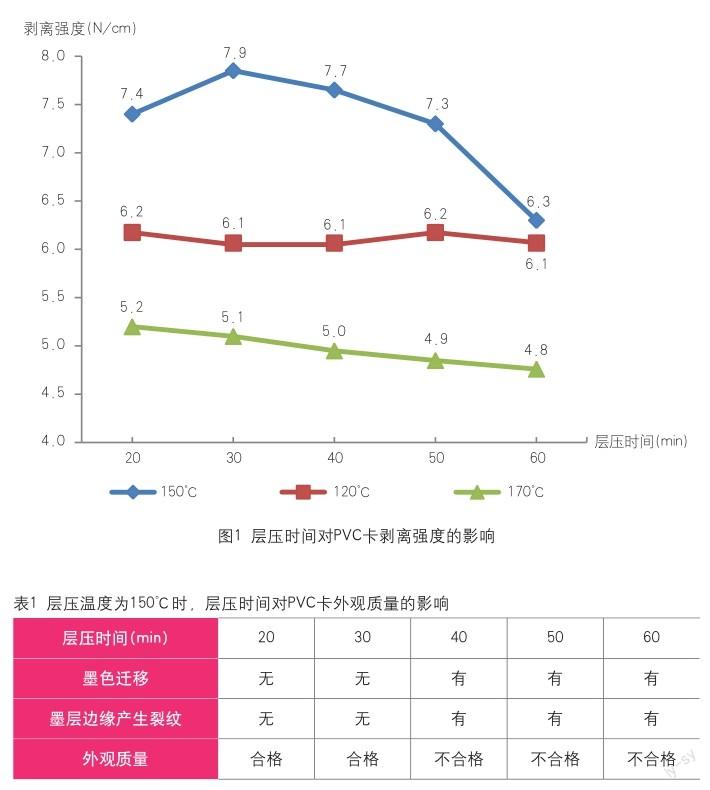
根据以上数据得出结论:PVC带胶膜和PVC实地测试片基覆膜层压时,在没有达到一定层压温度时,延长层压时间无法使PVC卡剥离强度提高;但当层压温度高于某一范围,PVC卡剥离强度随时间的延长呈下降趋势,在合适的层压温度下,层压时间的延长和PVC卡剥离强度的提高不呈正比关系;当层压温度为150℃时,PVC卡剥离强度普遍较高,并在层压时间为30min时达到最高,此层压时间刚好为标准层压时间。
(2)层压时间对PVC卡外观质量的影响
选取层压温度为150℃时的试样,对其进行外观质量判定,如表1所示。层压时间为20min和30min时,PVC卡无墨色迁移,墨层边缘未产生裂纹,外观质量表现为合格;层压时间为40min以上时,PVC卡边缘出现裂纹,并伴随油墨迁移,外观质量表现为不合格。这是因为在一定层压温度下,随着层压时间的延长,PVC卡基材料变软,逐渐产生热形变,PVC卡体内的模量、刚性降低,在压力的作用下,引发了PVC卡体边缘裂纹及油墨迁移等现象。
综合以上层压时间对PVC卡剥离强度和外观质量影响的分析,我们得知:在热压压力为10.0Mpa、冷压压力为10.5MPa的条件下,当层压温度为150℃时,最佳层压时间为30min。
2.层压温度对PVC卡剥离强度和外观质量的影响
(1)层压温度对PVC卡剥离强度的影响
当层压时间为30min时,不同层压温度下各组试样的剥离强度如图2所示,PVC卡剥离强度随层压温度的升高呈现先上升后下降的趋势。當层压温度低于160℃时,PVC卡剥离强度随着层压温度的升高而提高,并于层压温度为160℃时达到最大值8.5N/cm,随后PVC卡剥离强度开始出现下降趋势,当层压温度为170℃时,下降到6.7N/cm,比层压温度为160℃时下降了21%。
当层压温度较低时,PVC带胶膜涂层中的NCO活性基团无法分解出来参加化学交联,另一方面,低温也无法使材料间形成良好的物理结合,所以PVC卡剥离强度较低。随着层压温度的升高,PVC带胶膜涂层NCO活性基团开始变得活泼,慢慢分解出来参加化学交联,在层压温度为160℃时达到材料结合的最佳温度和最佳粘结力,使PVC卡剥离强度达到最大值。但是随着层压温度的进一步提高,PVC带胶膜涂层中大部分NCO活性基团发生了交联反应,交联点过密,影响到了PVC带胶膜涂层的结晶,粘结力减小,导致PVC卡剥离强度降低。
由此得出结论:当层压时间为30min时,最佳层压温度为160℃。
(2)层压温度对PVC卡外观质量的影响
当层压时间为30min时,对PVC卡外观质量进行判定,如表2所示。当层压温度为110℃、120℃、130℃、140℃、150℃时,PVC卡无墨色迁移,墨层边缘未产生裂纹,外观质量表现为合格;当层压温度为160℃时,PVC卡边缘出现裂纹,外观质量表现为不合格;当层压温度为170℃时,PVC卡墨层有明显迁移,外观质量表现为不合格。这是因为随着层压温度的升高,PVC卡基材料变软,逐渐产生热形变, PVC卡体内的模量、刚性降低,在压力的作用下,材料间的流动,引发卡体边缘裂纹及油墨迁移等现象。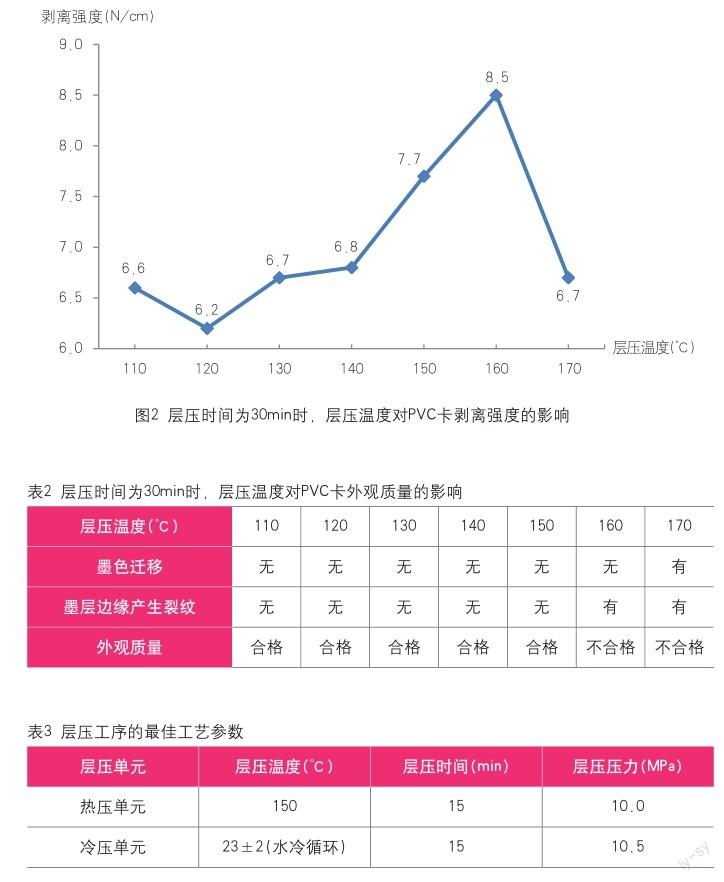
综合以上层压温度对PVC卡剥离强度和外观质量影响的分析,我们得知:在热压压力为10.0Mpa、冷压压力为10.5MPa条件下,当层压时间为30min时,最佳层压温度为150℃。
3.层压工序的最佳工艺参数
层压温度、层压时间与PVC卡剥离强度并非呈正比关系,而是呈现出一种先增大后减小的趋势,因此,只有把层压时间、层压温度和层压压力等层压参数调整到最佳值,才能保证PVC卡有良好的剥离强度和外观质量。
通过对层压时间和层压温度的深入探讨,可得到层压工序的最佳工艺参数,如表3所示。
通过优化层压工艺参数,可以提高PVC卡的剥离强度和外观质量,增强其使用性能,降低其废品率,最终提升PVC卡的市场竞争力。
